
汽车侧围外板侧整形组合斜楔结构设计
2022-08-24 00:58赵子海江克洪傅明敏
模具工业 2022年8期
0 引 言
汽车侧围外板顶部与前挡风玻璃搭接处由于空间位置有限,侧整形时常采用三动组合斜楔结构,该结构复杂,加工装配精度要求高,设计时宜采用直观的行程图表达工作过程,可避免结构出现行程错误,造成模具报废或模具零件结构更改。
1 侧围顶部形状及工艺方案
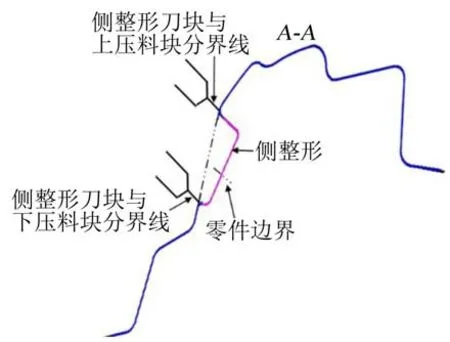
某SUV 车型侧围顶部形状如图1 所示,对应顶盖侧的型面宽度最小为77 mm,对应前挡风玻璃侧的型面宽度为58 mm,为了扩大驾驶员视野,有些车型对应前挡风玻璃侧型面宽度更窄。图1 中A-A 前挡风玻璃侧常用的侧整形冲压工艺如图2 所示,采用上、下压料侧整形工艺。
观察组38例中,治愈25例,显效12例,无效1例,总有效率为97.37%;对照组38例中,治愈13例,显效17例,无效8例,总有效率为78.95%,观察组明显优于对照组,两组比较,差异有统计学意义(P<0.05)。
2018年6月,北大光华管理学院发布了《新零售城市创新指数报告》。《报告》的研究范围涵盖全国36个城市,首次提出了“新零售城市指数”,并从生产、流通、服务、交易、环境五个方面评估反映城市综合竞争力。

2 侧整形模结构
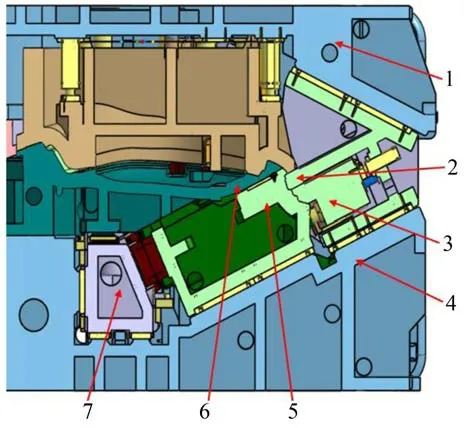
侧围外板顶部与前挡风玻璃搭接处常用的模具结构如图3所示,采用普通的复合斜楔结构,其工作原理:驱动滑块7 驱动活动凸模5 至工作位置,侧围工序件由机械手放置在凸模上,上滑块下行完成侧整形,之后上模先回程,驱动滑块7 和活动凸模5再回程,最后该工序件用机械手取出。
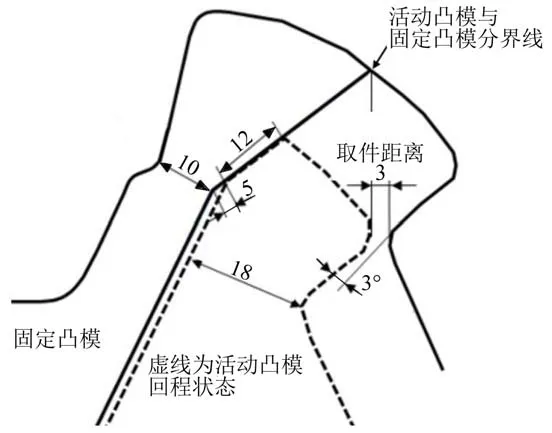
采用普通复合斜楔结构对成形零件的要求如图4所示,活动凸模回退到回程状态时,与工序件的取件距离最小为3 mm;活动凸模工作区域最薄弱处,要求轮廓法向截面宽度最小为18 mm;固定凸模最薄弱处,要求轮廓法向截面宽度最小为10 mm。
由于图1 中侧围外板A-A 截面处型面宽度窄,凸模强度差,不能满足图4所示的要求,而侧整形时下凸模对应零件外观面区域要求与凸模型面完全贴合,避免侧整形时成形零件变形,普通的复合斜楔结构无法满足此要求,宜采用三动组合斜楔结构完成该处侧整形。
三动组合斜楔结构如图5 所示,对应凸模强度差的侧围外板顶部与前挡风玻璃搭接处,固定凸模改为支撑活动块,既保证了侧整形时该处下凸模对应零件外观面区域与凸模型面完全贴合,又避免了固定凸模强度差造成模具零件损坏,三动组合斜楔工作原理如下。
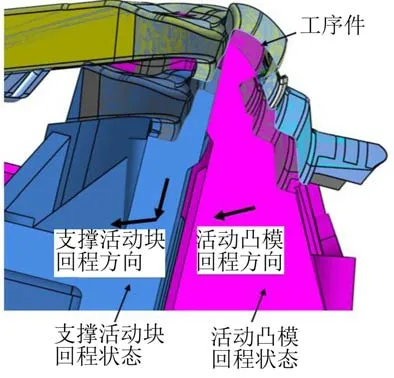
三动组合斜楔结构的活动凸模与支撑活动块回程状态如图7 所示,回程时支撑活动块先向下回退到活动凸模支撑处,之后再与活动凸模一起回程,需注意支撑活动块向下回退后,必须低于工序件10 mm,避免与活动凸模一起回程时与工序件干涉。
(9)最后该工序件用机械手取出。
(5)上插刀(见图6)下行将驱动滑块10 位置固定,侧整形凹模4下行进行侧整形。
(4)侧围前工序件由机械手放置在凸模上。
(3)驱动滑块10 继续前行,通过支撑活动块驱动镶件7再驱动支撑活动块8到工作位置。
This research was sponsored by the National Natural Science Foundation of China(NSFC)No’s.51590894,U1537212,51425102,51231001,51471019,and 51271011.
(7)驱动滑块10 回程过程中,与支撑活动块驱动镶件7 脱离后,支撑活动块8 在氮气弹簧作用下退回到活动凸模6上。
(8)驱动滑块10 回程后,活动凸模6 与支撑活动块8一起通过气缸回程。
三动组合斜楔结构行程图如图8 所示,要满足L
>L
+10 mm,S>L
+5 mm。考虑驱动滑块的驱动气缸损坏时,能临时使用上插刀进行工作,所以工作时保证驱动滑块运动至少10 mm 以后,活动凸模才开始运动,活动凸模运动超过工作起始位置至少5 mm 后,支撑活动块才开始运动。驱动滑块、活动凸模、支撑活动块运动超过工作起始位置至少10 mm后,压料块才能开始压料。回程时,驱动滑块先回程,之后支撑活动块先回退到活动凸模支撑处,再与活动凸模一起回退到活动凸模回程状态。另外需注意斜楔镶件到位工作时,接触处不能为圆角,避免行程不够。
(2)另一组气缸推动驱动滑块10 前行,通过活动凸模驱动镶件9对活动凸模6进行支撑。
(6)侧整形完成后,上模、上插刀等先回程,之后驱动滑块10通过气缸回程。

(1)通过一组气缸推动活动凸模6 到达工作位置,支撑活动块8 安装在活动凸模6 上,与活动凸模6一起运动。

3 侧整形结构行程图
本文重点从如何利用企业信息化管理手段来规范混合所有制企业治理的角度来论述信息化在混改企业规范治理的作用。当然这只是混合所有制企业规范治理的一个方面,再同时配合其他的规范治理手段就能够更好地发挥作用。
安:我会告诉自己,生活是最好的老师,生活也充满着未知与惊喜。不要总是过度焦虑,很多事情我们无法控制,但如果想让事情向着好的方向发展,只需记住,把音乐放在权势、地位和金钱之上,以音乐而非其他方式思考、生活,我们终将获得有意义的人生。因为音乐既是生命的风景,也是生命的归宿。
图9所示为驱动滑块处斜楔镶件与上插刀的行程图,从上插刀与驱动滑块开始接触到工作完全到位,上插刀高度方向下行行程为260 mm,驱动滑块斜楔镶件水平方向运动行程L
=180 mm。
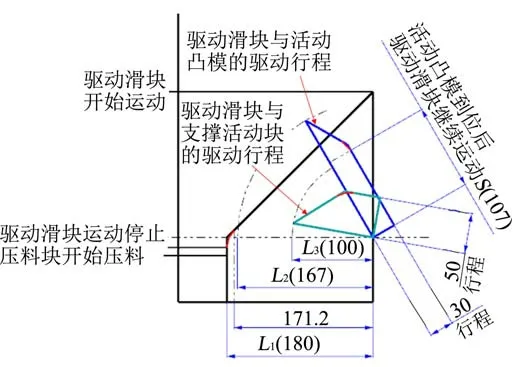
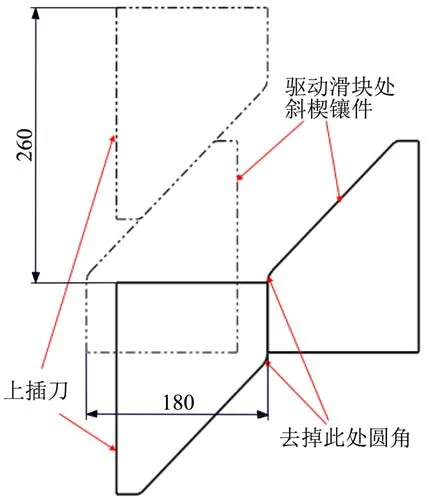
图10 所示为驱动滑块与活动凸模的斜楔镶件行程图,从驱动滑块处斜楔镶件与活动凸处斜楔镶件开始接触到工作完全到位,活动凸模处斜楔镶件沿工作方向上行行程30 mm,驱动滑块水平方向运动L
=167 mm;L
小于L
的值13 mm,即驱动滑块开始运动13 mm 后活动凸模才开始运动;距离驱动滑块行程结束前S=107 mm 时,活动凸模到达工作位置,停止运动。
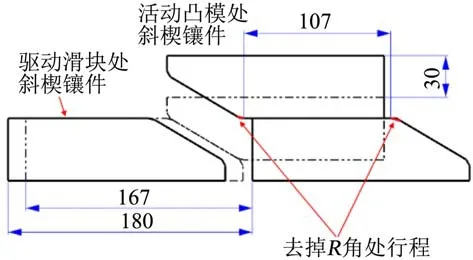
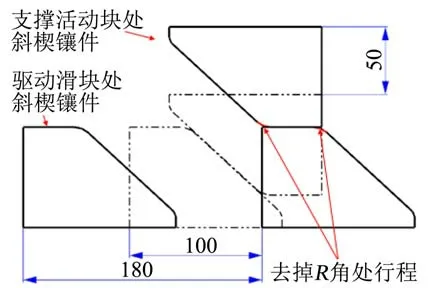
图11 所示为驱动滑块与支撑活动块处的斜楔镶件行程图,从驱动滑块处斜楔镶件与支撑活动处斜楔镶件开始接触到工作完全到位,支撑活动块处斜楔镶件向上行程50 mm,驱动滑块处斜楔镶件水平方向运动L
=100 mm;L
小于S 的值7 mm,即活动凸模停止运动7 mm 后支撑活动块才开始向上运动。
3)技术因素。主要考虑电能质量和用电量是否能满足ELV的充电需求,设备利用率是否能降低车辆充电时间成本。选取电能质量和用电量A31、充电站设备利用率A32作为技术因素的评价指标。
4 结束语
针对汽车侧围外板顶部与前挡风玻璃搭接处侧整形模采用的斜楔结构进行了研究,通过对三动组合斜楔结构工作原理进行阐述,并采用直观的行程图描述该结构工作过程,为相似侧围零件的侧整形结构设计提供参考。
[1]赵子海,曹长才,王 健,等.填充复合斜楔结构改进技术[J].锻压技术,2022,47(3):178-181.
[2]赵子海,缴 平,廖小刚,等.特殊造型侧围外板加油口处冲压工艺分析[J].模具工业,2020,46(8):18-21,26.
[3]赵子海,孟宇轩,江克洪,等.铝后门外板回弹补偿措施研究[J].模具工业,2020,46(11):37-40.
[4]张传忠.浮动凹模在冲模中的应用[J].模具工业,2020,46(3):39-40,45.
[5]吴海波,袁立峰.后轮罩外板成形及回弹解决方案[J].模具工业,2019,45(1):24-27.
猜你喜欢
汽车实用技术(2022年7期)2022-04-20
鸭绿江·华夏诗歌(2020年4期)2020-06-15
青年文学家(2020年10期)2020-04-27
诗潮(2018年5期)2018-08-20
求学·理科版(2017年10期)2017-12-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
奥秘(2016年6期)2016-07-30
电脑爱好者(2015年3期)2015-09-10
中学生数理化·高一版(2008年4期)2008-11-15
