
小型军事辅助船整体吊装下水工艺分析
2022-08-23 08:43:22江清波谭新东谭守柱张新华
船舶标准化工程师 2022年4期
江清波,谭新东,谭守柱,张新华
(1.陆军装备部驻扬州地区军事代表室,江苏扬州 225009;2.泰州口岸船舶有限公司,江苏泰州 225313)
0 引言
辅助船整船吊装下水的工艺方法、受力特点、安全性保障措施是保证船舶整体吊运下水安全的根本。新建船舶下水通常采取纵向船台重力式下水、船坞自浮式下水等方式。为节约下水成本,可利用现有的600 t龙门起重吊机对小型船舶进行整体吊装下水。本文以某小型军事辅助船为例,对采用龙门起重吊机进行整体吊装下水的方案进行介绍,分析吊装下水的工艺方法、受力特点及安全性保障措施。
1 主要参数
船舶吊装下水的主要参数见表 1,吊索具配备情况见表2。
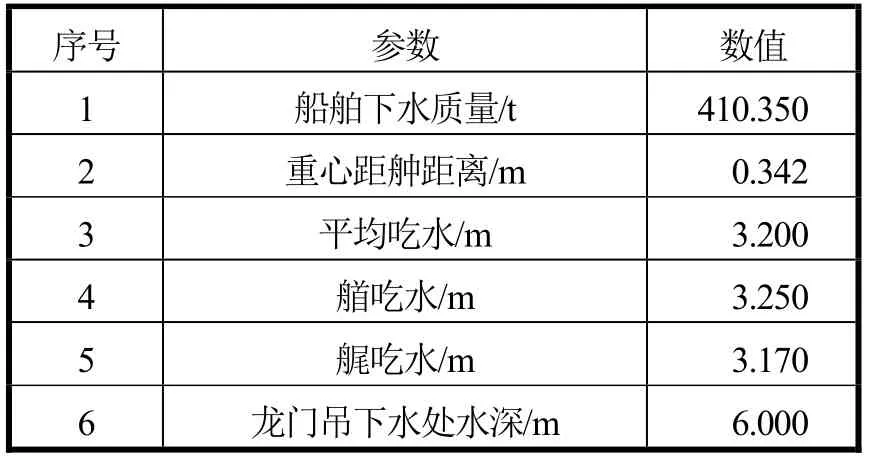
表1 船舶吊装下水的主要参数
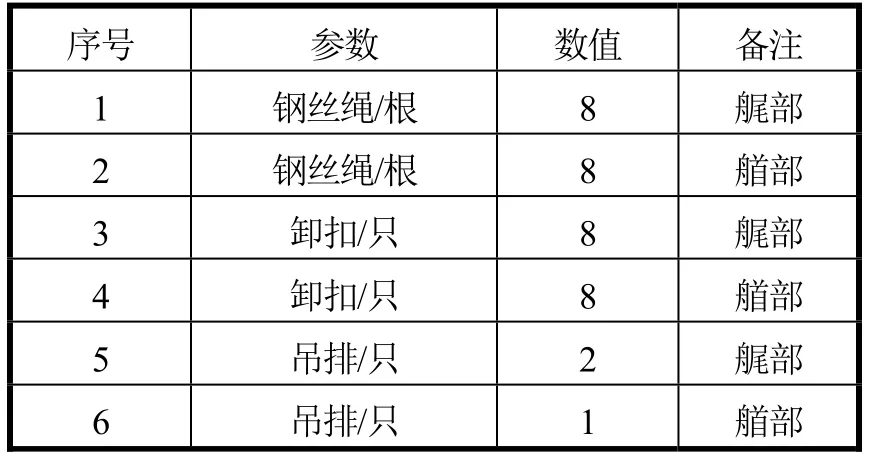
表2 吊索具配备情况
2 吊装下水方案
2.1 总体方案
按照指定的工艺方案,采用600 t龙门吊将小型军事辅助船从合龙场所吊装至江面指定水深处,进而完成下水作业。
2.2 合龙场所
根据建造计划及下水形式,将合龙场地布置在船坞区域分段总组场所,船舶长度方向与龙门吊大梁方向平行。
2.3 整体吊装工艺
2.3.1 吊码加强
为保证吊力能有效传递至下层甲板,必须对结构进行加强处理。在甲板下方增设垂向加强筋,垂向加强筋的位置要与吊环加强肘板相对应。吊环与甲板焊接采用CO气体保护焊或碱性焊条施焊,开坡口全焊透。吊环背面1 m范围内所有的纵向构架和横向构架均需进行加强焊。
2.3.2 操作流程
挂钩→连接吊件→锁紧吊索→检查确认(钢丝绳挂法、连接方式是否有误)→切割船体外板与胎架上的连接点→检查确认(连接点是否全部割除)→升高起重臂,使主钩和副钩全部受力,并停留5 min→检查确认(是否有异常情况)→升高起重臂,使上层建筑离开胎架的高度达到250~300 mm→检查确认(吊耳、吊索具及船舶的变形情况)→调整起重臂的高度,使整船在100~300 mm范围内来回升降2次→检查确认(起重机的制动性能是否满足要求)→起吊升高→清理现场→船体下水位置定位、就位→检查确认(是否符合安装要求)→拆钩,检查吊索具并入库→作业完毕,清场→填写记录分析表。
2.3.3 注意事项
1)为保证质心位置不变、起吊过程安全,需要将船体外的脚手架全部拆除。
2)在整体吊装前需要将所有焊机棚、垃圾箱和托盘清理下船。
3)在整体吊装前需要将所有皮线、打磨用气管等全部清理下船。
4)在整体吊装前需要将脚手架、梯子全部清理下船。
5)在整体吊装前需要将生产垃圾清除干净并将所有可能移动或滚动的物体固定到位。
2.4 质心确定
本例中,空船质量为410 t,利用TRIBON软件对船舶质心进行计算。
2.5 吊点布置
1)该船使用1台600 t龙门吊进行吊装下水。
2)上小车装置的1号钩和2号钩吊重均为220 t,两主钩间距为12.2 m。下小车装置设有3号钩,吊重为320 t。
3)根据本船的结构特点,艉部在 FR4、FR6、FR8、FR11肋位,左右距中3 200 mm处共设置8个吊码(见图1)。艏部在FR46肋位,左右距中2 000 mm、2 500 mm、3 000 mm、3 500 mm处共设置8个吊码(见图2)。艏艉共设置16个D30吊环。

图1 艉部吊码布置(标识数字为船舶肋位编号)

图2 艏部吊码布置(单位:mm)
2.6 受力分析
船舶下水总质量为410 t,同时考虑吊装时动载荷的影响,选取1.2倍质量载荷进行计算。如图3所示,艏部和艉部吊点距船舶质心的纵向距离分别为10 457 mm和9 543 mm,质心高度对吊装无影响。主船体结构均采用普通碳钢,许用应力为235 MPa,材料系数取1.15,弹性模量为2.1×10Pa,泊松比为0.3,密度为7 850 kg/m³。
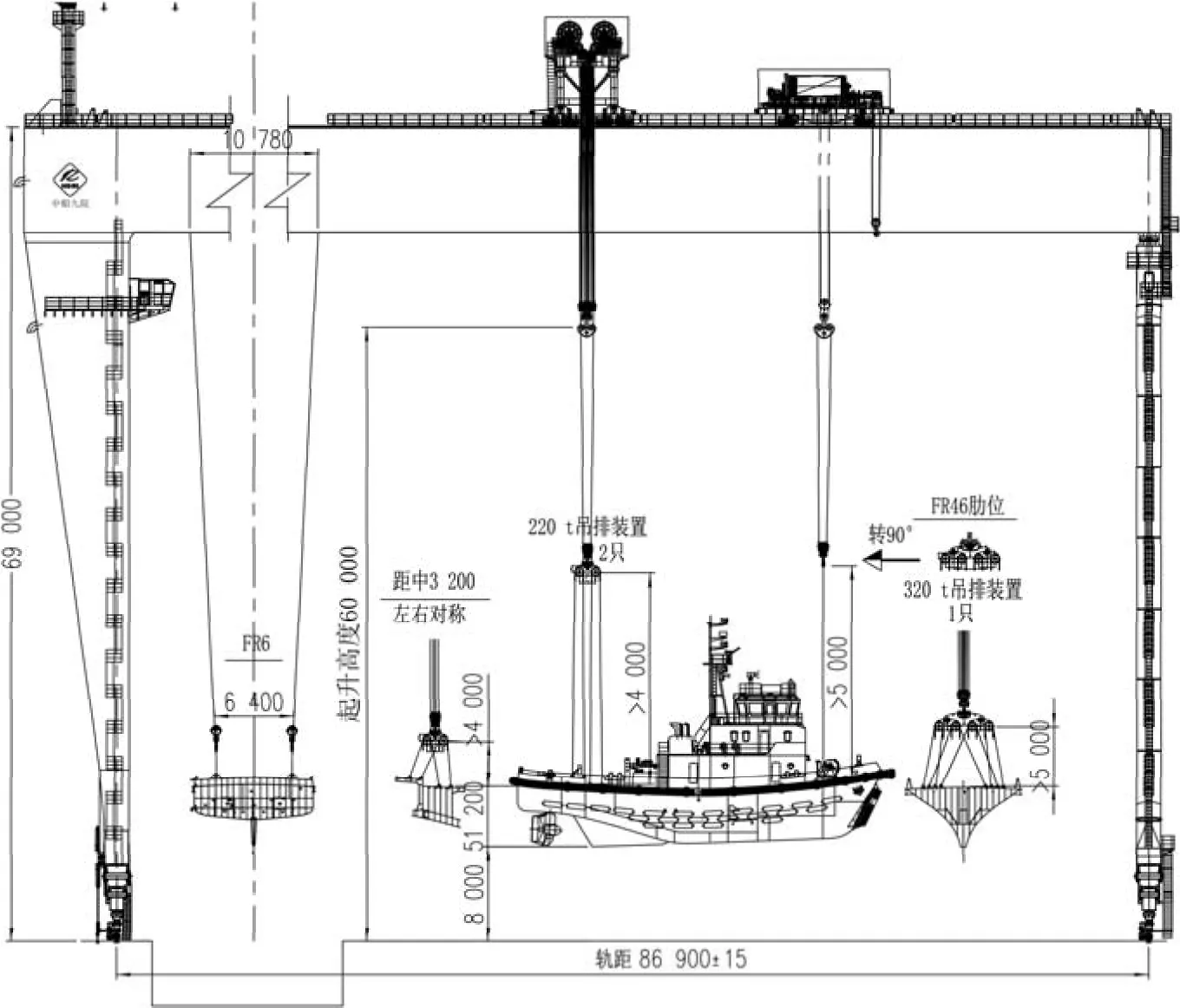
图3 吊装下水布置(单位:mm)
艏部采用下小车装置的3号钩配合320 t吊排进行作业,吊钩受力为1 956.3 kN,每个吊码受力为244.5 kN,均在承受范围之内。艉部采用上小车装置的1号钩和2号钩配合220 t吊排进行作业,吊钩受力为2 143.7 kN,每个吊码受力为268 kN,均在承受范围之内。
经计算可知:艏部吊排受力1 956 kN,单个吊耳受力 245 kN。艏部吊码区域应力最大值出现在FR6吊码下口加强处,最大应力为105 MPa,满足许用应力204 MPa的要求。最大变形为2.26 mm,在弹性变形允许范围之内。因此,艏部吊码布置符合使用要求。
经计算可知:艉部吊排受力1 078 kN,单个吊耳受力 268 kN。艏部吊码区域应力最大值出现在FR4吊码下口加强处,最大应力为100 MPa,满足许用应力204 MPa的要求。最大变形为2.12 mm,在弹性变形允许范围之内。因此,艉部吊码布置符合使用要求。
3 重要控制点
3.1 吊装平稳性保障
为保证吊装时不产生晃动,下小车装置最靠近艏部的吊点与上小车装置最靠近艉部的吊点间距为20 m,大于总船长的1/4,满足吊装要求。
3.2 吊装安全性保障
为减少起升重量,需要将船上工属具、生产垃圾等清除干净,将所有可能移动或滚动的物体固定到位。吊装下水前要进行下水检查,作业施工负责人员按分工确认签字。
为保障船舶顺利起浮,需注意以下2点因素:
1)本船下水状态下吃水约3.2 m,下水前要仔细测量水位值(黄海高程),确保下水水深满足要求。
2)吊装下水前,应对船舶吊运入水位置的江底进行勘察,确定是否满足船舶吃水深度的要求。
4 结论
辅助船整船吊装下水的工艺方法、受力特点、安全性保障措施是保证船舶整体吊运下水安全的根本。严格遵循科学规律,用科学的态度制订合理的吊装工艺程序,并切实遵守工艺程序操作即可保证船舶的下水安全。本文对辅助船整船吊装下水的工艺操作方案、焊接加强工艺、检验措施进行了深入研究,并制定了吊装下水的操作流程。结果表明:本文提出的吊装下水工艺方案绿色无污染、施工成本低、下水作业安全可靠。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30 06:24:26
北京航空航天大学学报(2021年4期)2021-11-24 01:13:12
快乐语文(2020年36期)2021-01-14 01:10:32
科学大众(2020年17期)2020-10-27 02:49:02
文苑(2018年22期)2018-11-19 02:54:18
石油化工建设(2018年2期)2018-07-11 01:24:56
电子制作(2018年8期)2018-06-26 06:43:02
石油化工建设(2017年5期)2018-01-26 07:07:03
石油化工建设(2015年4期)2015-12-01 04:17:02
航天器工程(2014年5期)2014-03-11 16:35:53
