
热成型过程中温度参数对22MnB5超高强钢性能的影响
2022-08-18 02:34:50石慧君汤鹏鹏孙梦龙黎小洲
模具技术 2022年3期
石慧君,曹 鹏,汤鹏鹏,孙梦龙,黎小洲,陈 炜
(江苏大学 机械工程学院,江苏 镇江 212013)
0 引 言
热成型工艺的主要优点是能够生产抗拉强度在1 500 MPa以上的无回弹高强度钢零件,板材在热成型模具中淬火,会获得较高的强度和较小的精度误差[1]。热成型过程中的工艺参数包括保温时间、淬火速率、保压力、保压时间和压边力等[2-7],对板材力学性能的影响较大。高温环境下的成型性能会受到环境温度和自身温度的影响[8-10]。特别地,板材在加热炉中奥氏体化后转移至模具的过程中,会存在一定的温度差,即板材的初始成型温度会降低,而初始成型温度对板材的抗拉性能有决定性的影响,但关于这方面的研究较为缺乏。本文主要研究了热成型过程中的温度工艺参数(奥氏体化加热温度和初始成型温度)对22MnB 5超高强钢的显微组织和拉伸性能的影响,采用淬火试验、单向拉伸试验研究了温度工艺参数对22MnB5超高强钢的影响规律。
1 试验材料及方案
1.1 试验材料
本试验的板材是宝武集团提供的厚度为1.4 mm的无镀层冷轧带钢22MnB 5,淬火试验的试样如图1(a)所示,尺寸为123 mm×40 mm,主要化学成分如表1所示。板料的初始显微组织为均匀分布的铁素体和珠光体,其基本力学性能如表2所示。

(a) 淬火试样
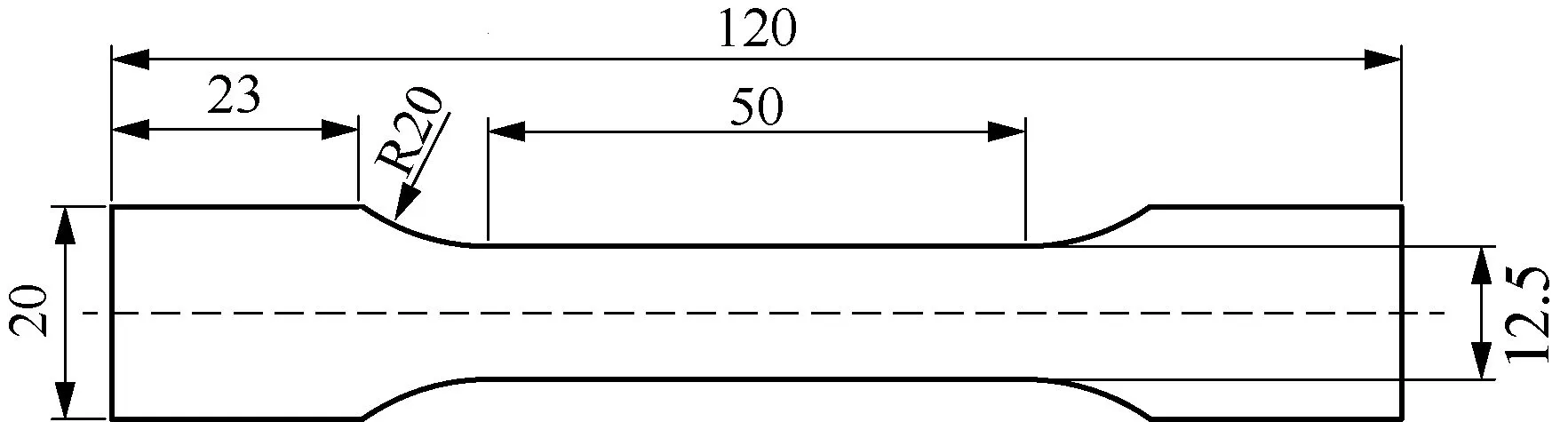
(b) 拉伸试样

表1 原始22MnB5超高强钢中主要合金元素质量分数 %

表2 原始22MnB5超高强钢的力学性能
1.2 试验方案
1.2.1 加热温度的影响试验
为了研究超高强钢在不同奥氏体化加热温度下的变化规律和最佳的参数,首先通过在高温加热炉中将22MnB5超高强钢试样加热到设定的加热温度(分别为830 ℃, 870 ℃, 910 ℃和950 ℃),保温时间为4 min,然后将其快速转移到平板模具中进行淬火。平板模具中有冷却水道,图2是布置冷却水道的平板模具的示意图与实物图,平板模具的材料为H13热作模具钢。随后将淬火后的超高强钢加工成符合国际标准的单向拉伸试样来进行单向拉伸试验,拉伸试样如图1(b)所示。实验装置为CMT5105型号

(a) 示意图
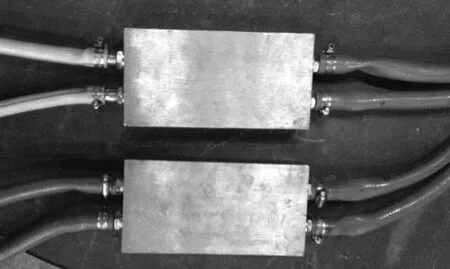
(b) 实物图
单位: mm
图2 带冷却水道的H13平板模具
的电子万能试验机(产地:深圳,中国),试验中的拉伸速度为3 mm·min-1,拉伸时的应变速率为0.1 s-1,自动记录应力-应变曲线。最后通过LEICA DM2500M型号的金相显微镜(德国)对22MnB5超高强钢淬火试样进行微观组织的观察。
1.2.2 初始成型温度的影响试验
为了研究初始成型温度(热成型过程中,上模与高温状态的板料接触时的瞬时温度)对22MnB5超高强钢成型质量的影响,设计试验主要步骤如下:(1)通过将22MnB5超高强钢加热到最佳奥氏体化温度(910 ℃),保温时间4 min;(2)试样在空气中冷却到初始成型温度(500 ℃, 600 ℃, 700 ℃和800 ℃),通过手持式红外测温仪来实时测温;(3)快速转移到图1所示的H13平板模具中进行淬火;(4)对不同初始成型温度淬火后的试样进行单向拉伸试验和微观组织观察。
2 试验结果与分析
2.1 加热温度对22MnB5超高强钢微观组织和拉伸性能的影响
图3为经过830~910 ℃加热温度后22MnB5超高强钢的微观组织,可以看出,随着加热温度的升高,淬火后22MnB5中的板条状马氏体组织会增多并且分布会趋向均匀。特别是加热温度为910 ℃时,淬火后的组织都为板条状马氏体组织,并且奥氏体晶粒没有发生在950 ℃下观察到的变粗现象,板条束未出现锐化和宽化,表明加热温度为910 ℃时的成型质量最佳。


(a) 830 ℃ (b) 870 ℃


(c) 910 ℃ (d) 950 ℃
图4是不同加热温度(830 ℃, 870 ℃, 910 ℃和 950 ℃)下22MnB5超高强钢淬火后的拉伸性能的变化规律。
可以看出,当加热温度在830~910 ℃间,淬火后22MnB5超高强钢的抗拉强度快速上升,峰值出现在910 ℃时;而在950 ℃时,抗拉

图4 不同加热温度淬火后试样的抗拉强度
强度出现下降的趋势。产生这种现象的原因是随着加热温度的提高,超高强钢的组织会逐渐发生完全奥氏体化,组织会转变为均匀的板条状马氏体,此时的抗拉强度是最高的,但随着温度的进一步提高,奥氏体晶粒随着温度的上升而出现过奥氏体化的现象,即晶粒变得粗大,此时板条状马氏体的板条束尺寸变宽,降低了材料在拉伸试验中的抗拉强度。
2.2 初始成型温度对22MnB5超高强钢微观组织和拉伸性能的影响
对22MnB5超高强钢在不同初始成型温度(500 ℃, 600 ℃, 700 ℃和800 ℃)淬火后的试样进行了单向拉伸试验,研究了初始成型温度对于22MnB5超高强钢淬火后抗拉强度的影响,确定了最佳的初始成型温度。
图5是不同初始成型温度下22MnB5超高强钢的微观组织图,当初始成型温度为 500 ℃和 600 ℃时,观察到的微观组织主要为贝氏体和少量的残余奥氏体组织,随着温度的升高,贝氏体和残余奥氏体组织会转化为板条状的马氏体组织,特别是800 ℃时的微观组织全部转化为均匀的板条状马氏体。

(a) 500 ℃

(b) 600 ℃

(c) 700 ℃

(d) 800 ℃
图6是22MnB5超高强钢在H13平板模具中淬火后试样的拉伸性能数据,可以看出:在500~700 ℃温度范围内,抗拉强度与温度呈正相关的关系,从1 058.7 MPa(500 ℃)上升到1 630.54 MPa(700 ℃);当温度高于700 ℃后,材料的抗拉强度趋向稳定。在500 ℃和600 ℃时,22MnB5超高强钢抗拉强度低的原因是在空气中的冷却速率较低,板料中的原始奥氏体组织已经有部分转变为贝氏体和铁素体,导致较低的抗拉强度。在700~800 ℃范围内,22MnB5超高强钢的组织转变为板条状马氏体,试样具有最佳的抗拉强度。

图6 不同初始成型温度下试样的抗拉强度
3 结 论
1) 研究了热成型过程中的奥氏体化加热温度(分别为830 ℃, 870 ℃, 910 ℃和 950 ℃)对 22MnB5超高强钢淬火后微观组织和拉伸性能的影响规律,当加热温度为 910 ℃时,22MnB5超高强钢淬火后的组织为均匀板条状马氏体组织,在淬火后会达到最佳的抗拉强度(1 600 MPa以上)。
2) 研究了初始成型温度(500, 600, 700和800 ℃)对 22MnB5超高强钢淬火后微观组织和拉伸性能的影响规律,在500~700 ℃温度范围内,抗拉强度与温度呈正相关关系,当初始成型温度在 700~800 ℃范围内时,板材具有最佳和稳定的抗拉强度,达到1 600 MPa以上。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
山东冶金(2022年1期)2022-04-19 13:40:20
装备制造技术(2020年1期)2020-12-25 05:18:00
新生代(2019年11期)2019-11-13 09:28:19
新生代·上半月(2019年6期)2019-09-10 16:56:02
新教育时代·教师版(2019年3期)2019-03-11 06:30:12
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
