
入炉煤粒度变化对变换冷却洗涤塔、预变炉运行的影响
2022-08-09 01:47:24田以海新疆新业能源化工有限责任公司煤化工事业部新疆五家渠831300
化工管理 2022年21期
田以海(新疆新业能源化工有限责任公司煤化工事业部,新疆 五家渠 831300)
0 引言
近期,国内化工产品、原料价格集体疯狂上涨,煤化工行业同样收获满满。2021年习近平总书记在陕西省榆林市考察时强调,煤化工产品潜力巨大、大有前途,要提高煤炭作为化工原料的综合利用,促进煤化工产业高端化、多元化、低碳化发展,把加强科技创新作为最紧迫的任务,加快关键核心技术攻关,积极发展煤基特种燃料、煤基生物可降解材料等,煤化工产业将进入发展的快车道。煤化工行业的碎煤加压气化装置和配套变换装置的设计在国内多家单位均有运用,在煤制气和煤制甲醇行业运用较多。入炉煤的煤质变化情况对变换装置以及后续的煤气水分离装置影响较大,因此需要从系统的角度分析入炉煤的影响。本文对本单位的运行情况及拟制定的相应的解决措施做简要分析,和同行业人员共同分享。
1 生产装置情况简介
我公司有年产52.5 万吨甲醇生产装置一套(设计能力年产60 万吨甲醇),设计8台碎煤加压气化炉,采用新疆准东煤,操作压力:4.11 MPa/4.06 MPa(G),装置生产能力为298 600 Nm3/h,正常运行6开2备用;设计变换装置一套,采用换热式加压耐硫变换冷却流程,为单系列设计,正常处理气量为298 600 Nm3/h,设计负荷为正常处理气量的60%~110%,采用粗煤气全气量通过预变换炉(两台,一开一备)、部分通过主变换炉的工艺流程;设计低温甲醇洗装置一套,正常处理气量为204 452 Nm3/h,设计负荷为正常处理气量的60%~110%,保证净化气的指标:H2S≤0.1 mg/L,CO2≤20 mg/L;设计煤气水分离装置2套,总设计处理煤气水能力548.7 t/h,处理前装置送来的含油煤气水和含尘煤气水,得到烃类副产品外售。
备煤装置送来的块煤(8~100 mm)进入碎煤加压气化装置,气化炉内产生的粗煤气以CO、H2、CH4、和CO2为主要成分,还包括CnHm、N2、硫化物(H2S)等次要成分。将粗煤气(185 ℃、4.06 MPa、298 600 Nm3/h)送至变换冷却装置。
变换冷却装置包括洗涤分离塔、洗氨分离塔、预变换炉、主变换炉等共15台非标设备和洗涤水泵、稀酚水泵等6台定型设备。变换气降温至40 ℃后,洗氨分离塔洗涤吸收氨后送至低温甲醇洗装置,变换气冷却过程中产生的工艺冷凝液和洗氨分离塔底部产生的洗氨水混合后送去煤气水分离工段处理。
低温甲醇洗装置将变换气中的CO2、H2S、有机硫及粗轻油等杂质脱除,设计处理变换气302 353.6 Nm3/h(干气),合格净化气送甲烷分离取出甲烷后,送往甲醇合成装置产出甲醇。
煤气水分离装置利用无压重力沉降原理、焦炭过滤吸附特性和煤气水中不同组分的密度差,把煤气水中的含尘焦油、焦油、油分离出来。处理过的煤气水经收集后送酚氨回收装置进行再次处理。装置共设置初焦油分离器8台,余热回收器2台,含尘煤气水冷却器Ⅰ8台,含尘煤气水冷却器Ⅱ8台,含油煤气水冷却器2台,最终油分离器8台以及其他等相关设备。
其他配套装置的情况和本文关联度较少,本文不再详细介绍。
2 运行情况
(1)入炉煤粒度情况:气化入炉煤粒度要求在8~100 mm 之间,进入气化炉的粉煤(粒度≤8 mm)由于质量轻,在气化炉顶部被粗煤气带入煤气系统,容易造成变换冷却堵塞,同时增加了耗煤量以及煤气水系统尘含量。
根据质检中心分析报告显示,2020年后四个月入炉煤粒度低于8 mm的粉煤平均值为2.48%;2021年上半年平均值为3.02%,比2020年后四个月入炉的粉煤平均值升高0.54%。前10个月小于8 mm煤均值为3.43%,10月为3.62%。
2021年9月和10月入炉煤粒度指标明显和前10个月均值差别较大,特别是10月,大块煤和小粒度煤两级分化比较明显。10月份入炉煤粒度比前9个月入炉煤粒度均值D50~100 mm 增加14%,11月份入炉煤粒度比前9个月入炉煤粒度均值D50~100 mm 增加18%。
(2)气化炉用煤情况:公司2021年9月底因块煤购买量减少,增加了燃料煤中的筛分量,造成进气化炉块煤各粒度比例不协调,增加了进入气化炉的粉煤量;同时气化炉产气量降低,为保证后系统甲醇的产量,继续提高气化炉负荷,造成了进入变换系统煤气系统尘含量的增加。气化炉用煤粒度小,末煤量大,导致气化炉工况差、产气量小、出口带出物多,变换冷却堵塞严重。
(3)气化炉堵塞情况:部分气化炉集水槽出现不同程度的堵塞情况,对停运的2#气化炉集水槽锥体拆除后的堵塞情况进行检查,发现设备内部完全被煤粉堵满。
(4)气化炉灰渣中残碳含量:灰渣中残碳的含量指标不高于6%,残碳量大则说明灰渣中大量碳流失,用于气化反应的有效碳减少。
由于变换冷却洗涤分离塔堵塞,气化炉月度平均负荷偏低,为防止炉内结渣,气化炉需以高气氧比运行。汽氧比高,而灰融点未变化,则炉内反应温度降低,燃烧反应不充分,导致气化炉灰渣中残碳含量>6%。
(5)粗煤气量与预变炉、系统压差:2021年8月检修完成系统开车后,10月22日起预变炉压差持续升高,超过了20 kPa,10月26日系统憋压,投用备用预变炉A进出口阀3扣稍有降低,11月3日系统压差再次升高,逐步开大预变炉A入口阀至4扣后,系统压差仍保持在25 kPa以上,变换装置整体压差达到400 kPa以上,系统阻力较大。
本单位气化用煤矿点较为固定,热值等其他指标变化不大,在此不做详细分析。
(6)变换装置运行情况:2021年8月份公司停车检修期间对变换冷却洗涤分离塔与预变炉填料进行了更换,检修完成后将其正常投用。自2021年9月24日开始,变换洗涤分离塔压差大幅度波动,9月26日开始预变炉B床层压差大幅增加,10月26日20时预变炉B压差增长至400 kPa,系统压差上涨至600 kPa,气化炉开始放空,为降低系统压差,投用预变炉A,11月3日开始洗涤分离塔压差涨幅持续增大,最高运行压差20 kPa,严重时带水至后系统影响催化剂寿命。鉴于这种情况,变换系统在11月12日再次停车,对洗涤分离塔填料进行更换。
本单位历年洗涤分离塔、预变炉填料历史更换及累计运行情况如表1所示。
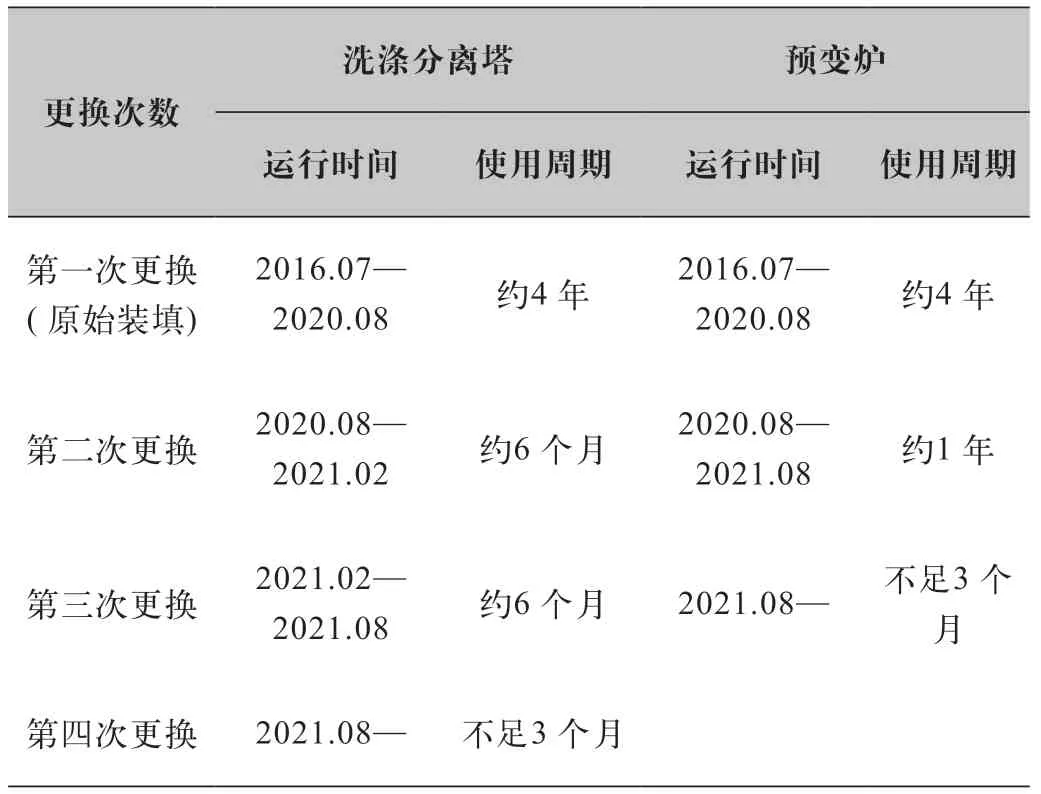
表1 洗涤分离塔、预变炉填料历史更换及累计运行情况
(7)取样:在低温甲醇洗装置的甲醇过滤器中取样,甲醇颜色呈现红黑色,严重时呈现黑色。甲醇中的煤尘量明显增多,对贫甲醇尘含量取样分析为78 mg/L,预洗甲醇取样分析尘含量114 mg/L。
(8)煤气水分离运行情况:AB系列含尘煤气水换热器、含尘煤气水冷却器堵塞频繁,设计温度70 ℃,A系列超温运行,温度为135 ℃,煤气水B系列运行温度为119 ℃。换热器堵塞频繁,含尘煤气水冷却器机械清洗完投用以后温差32 ℃,四天后温差仅剩10 ℃左右,堵塞时间快。初焦油分离器中部人孔打开,分离器内部基本被充满,全部为煤尘。
煤气水中油、尘含量对比:受粗煤气中带出物量增大的影响,2021年8-10月洗涤分离塔底部煤气水中油含量3 350 mg/L、尘含量2 308 mg/L,比3—7月煤气水中的油含量2 292 mg/L、尘含量1 296 mg/L 明显增大,洗涤难度增大,洗涤塔填料使用寿命缩短。自9月20日开始,洗涤分离塔底部煤气水中油、尘含量呈现持续升高的总趋势[1]。
通过对洗涤分离塔、预变炉填料历史更换及累计运行情况和煤气水装置换热器堵塞情况的分析,得出洗涤分离塔运行周期逐步缩短的主要原因是煤气系统带煤尘较大,堵塞洗涤分离塔和预变炉填料,煤气水送往煤气水装置后造成换热器堵塞。
3 处理措施
为缓解入炉煤对变换装置的影响,公司采用双线上煤的备煤方式,增加煤炭在筛板上的停留时间,减少气化炉带出物,经过对15天运行数据收集整理,发现各装置运行情况有明显改善。同时公司在2022年大修期间对部分装置设备进行技术改造,拟在变换装置前增加径流洗涤塔,先对粗煤气系统进行洗涤,降低煤气中的尘含量;拟对煤气水装置部分换热器更换形式,以减少换热器的清洗次数并降低各项清洗费用;还打算在备煤装置增加破碎筛分设备,以保证气化炉入炉煤粒度在合适的比例范围[2]。
3.1 采用双线上煤后气化炉带出物情况
11月21日备煤采用双线上煤后气化炉运行比较平稳,出口温度控制在450 ℃以下,集水槽暂未出现堵塞情况,12月3日7#炉J60602G泵拆开泵体检查,泵体内无煤渣残留,与前期对比明显。
11月21日前,变换冷却洗涤分离塔洗涤水中油含量平均值为1 996 mg/L,洗涤水中尘含量平均值为1 491.2 mg/L,低温甲醇洗系统中贫甲醇尘含量平均值为78 mg/L,预洗甲醇尘含量平均值为114 mg/L。
11月21日后,变换冷却洗涤分离塔洗涤水中油含量平均值为1 412.25 mg/L,洗涤水中尘含量平均值为959.125 mg/L,低温甲醇洗系统中贫甲醇尘含量在50 mg/L,预洗甲醇尘含量在78 mg/L。
洗涤分离塔进出口洗涤水中的尘含量及低温甲醇洗甲醇中的尘含量反映出气化炉粗煤气带出尘含量明显降低。
3.2 入炉煤粒度平均值对比
入炉煤粒度平均值对比(如表2所示)。D25~50 mm、D13~25 mm、D8~13 mm粒度占比在双线运行时有明显增加趋势,粒度≤8 mm的粉煤占比无明显下降趋势,但是装置负荷较为稳定。
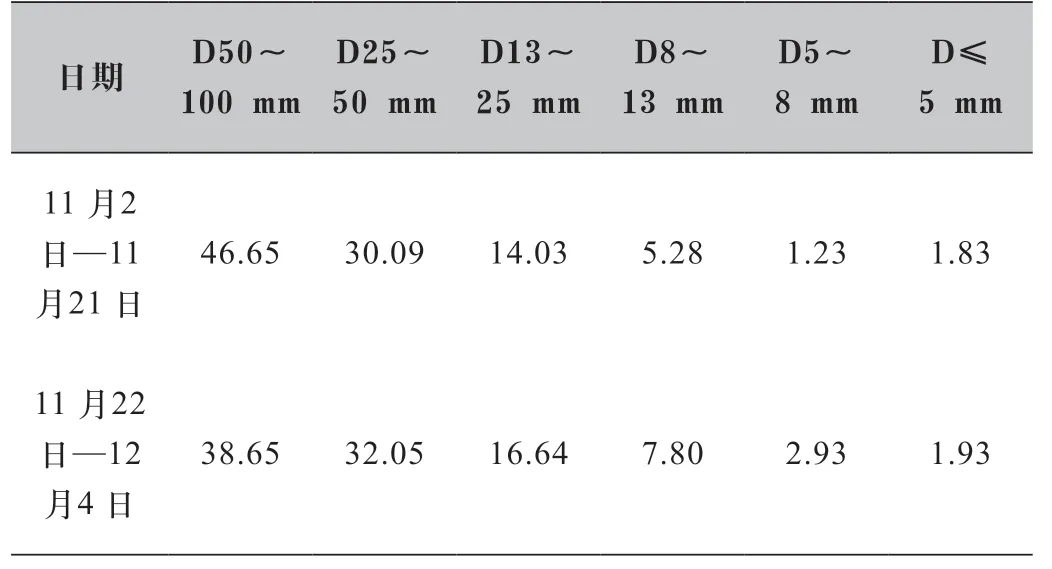
表2 入炉煤粒度平均值 单位:%
4 结语
通过对各装置运行状况的分析,表明控制好碎煤加压气化装置入炉煤的粒度对保障好系统的稳定运行十分关键。实践操作要有系统的观念,系统考虑、整体分析,不能单一地、局部地在一个装置想办法,要从源头抓起,在备煤系统做文章,增加破碎筛分设备以彻底解决入炉煤的粒度问题,仅试图在后系统解决问题,只能是“头痛医头脚痛医脚”,不能彻底解决问题。保证入炉煤指标控制合格不仅能使气化炉运行状况明显改善,使变换装置和低温甲醇洗装置的各项指标合格,保证了系统的长周期运行。同时可以减缓煤气水系统各种换热器的堵塞状况,减少换热器清洗的工作量,有效降低清洗费、吊车费等各项费用,更能够减少在检修各环节的不安全因素。后期增加径流洗涤塔以及在备煤装置中增加破碎筛分设备并投用后,公司会继续对运行情况进行分析,和同行业相互交流借鉴。
猜你喜欢
环球时报(2023-02-09)2023-02-09 17:16:43
山东冶金(2022年4期)2022-09-14 08:59:30
石油石化绿色低碳(2019年6期)2019-01-14 01:16:20
中国特种设备安全(2018年10期)2018-12-18 02:17:20
当代化工研究(2016年6期)2016-03-20 16:21:44
氮肥与合成气(2015年8期)2015-12-23 10:40:22
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:14
应用数学与计算数学学报(2014年1期)2014-09-26 12:19:03
小学生作文选刊·低年级版(2014年8期)2014-08-19 00:51:31
电测与仪表(2014年18期)2014-04-04 12:33:08
