
跨既有线T构转体施工关键技术研究
2022-07-29 02:38芦凯捷
黑龙江交通科技 2022年6期
芦凯捷
(山西路桥第六工程有限公司,山西 晋中 030600)
1 工程概况
T构桥总长约5.57 km,上跨既有线,梁体截面为单箱单室,总长约113.1 m,中支点和梁端高分别为6.0 m、3.3 m,顶、底板宽分别为12.2 m和6.7 m。由于该桥上跨既有线,所以转体难度较大,属控制性工程,必须引起高度重视,根据工程实际情况,结合转体要求,确定各项施工关键技术。
2 施工技术
2.1 转盘施工
转体施工开始前,应先进行转盘施工。该工程的转盘最初采用球面,施工控制应达到精确,同时还需要进行反复打磨,确保上下盘球面达到光滑与密合。这样一来,施工工序将变得十分繁琐,而且质量也很难保证。对此,征得相关专家的意见后,根据现场具体情况,将转盘更改成平面,使用40 mm厚钢板制作上下盘,使加工后平整度不超过0.2 mm,同时保证钢板自身物理性能[1]。
对桥跨中间桥墩进行施工时,先根据轴线位置对桥墩基础进行浇筑,将桥墩的中心点作为圆心对圆形厚钢板进行安装,使圆形钢板和基础形成一个整体,作为下转盘。在外露的钢板表面与转轴处均涂抹一层润滑剂,然后盖上上转盘,期间采取必要措施避免杂物进入。将钢板的接触面作为界面,在其上部分别浇筑上转盘与牵引盘,并盘内埋设钢绞线。在预埋件的支持下使上下盘达到临时定位,防止混凝土浇筑过程中上盘发生位移,并将牵引盘作为基础,在与桥梁轴线为73°角的方向进行支架搭设,用于墩身和箱梁的混凝土浇筑,以此形成两个转体单元[2]。
2.2 施工准备
在转体施工开始前,应先做好以下各项准备工作。
(1)对承台进行混凝土浇筑施工时,沿预设牵引方向在与承台边缘靠近的地方埋设工字钢,以此为反力座提供可靠的斜撑。
(2)对牵引反力台混凝土进行浇筑,并埋设好工字钢,为反力座提供可靠的竖向支撑。
(3)加工顶铁与弧形板,做好水平助推前的各项准备工作。加工弧形板主要目的在于和上下盘支撑之间达到紧密结合,确保助推力处于同一条直线。
(4)将千斤顶安装到台座上,并使钢绞线从千斤顶中穿过,使千斤顶处在正常的工作状态当中[3]。千斤顶型号与技术参数如表1所示。

表1 千斤顶型号与技术参数
(5)对牵引及其自动控制系统进行安装与必要的调试。
(6)将上下盘之间的支垫和临时连接拆除,连接钢筋可采用烧割的方法拆除。
(7)将上下盘之间存在的垃圾和杂物清理干净,并对滑道进行清理,检查确定滑道和支腿之间的缝隙是否存在对转动有妨碍的杂物。
(8)沿水平方向设置助推千斤顶,以此在主牵引体系无法正常启动时提供助推力,确保转体系统得以正常启动。
(9)按梁段浇筑时的编号在箱梁的左中右三个位置做好标记,在转体过程中对各点的高程及其变化进行动态观测,并在两端轴线处设置水平观测标尺,以此对水平方向转动速率和距离进行动态追踪,实现对整个转体过程的有效控制[4]。
2.3 转体阶段
(1)1#转体单元:从启动开始共经历了90 min的时间,启动转动时压力表读数及牵引力情况为:启动时压力表的读数为18.5 MPa,牵引力为814 kN;压力表读数变化8 MPa时,牵引力为352 kN;压力表读数变化10 MPa时,牵引力为440 kN;压力表读数变化13 MPa时,牵引力为572 kN;压力表读数变化14 MPa时,牵引力为616 kN;压力表读数变化21 MPa时,牵引力为924 kN;压力表读数变化26 MPa时,牵引力为1 144 kN;合拢时压力表的读数为27 MPa,牵引力为1 188 kN。
从以上结果可知,实际的水平方向牵引力和设计基本相符;刚启动时水平方向牵引力相对较大,这说明启动时受到的静摩擦力比转动时受到的动摩擦力略大;伴随时间不断延展,牵引力持续增加,这说明转体过程中上下盘之间有越来越大的摩擦系数,其具体原因还需要通过进一步的探讨确定[5]。
测量组随时对水平标尺读数进行观测,在读数即将达到50 cm时,控制台立即停机,并按照点动法实施精确定位。在定位完成后,用楔块楔紧支撑腿,使其位置达到固定,同时对上下盘的连接钢筋进行焊接,避免转体单元发生位移。
(2)2#转体单元:刚启动时,压力表的读数为23 MPa,连续转动一段时间以后,压力表的实际读数达到了33 MPa,随即停止转动,开启备用千斤顶,使转体得以继续。刚开始时千斤顶可以提供600 kN左右的水平方向推力,伴随转体不断进行,水平方向推力不断增加,直到最大值。
(3)只考虑起动与转动时各种摩阻系数下的安全储备如表2所示。
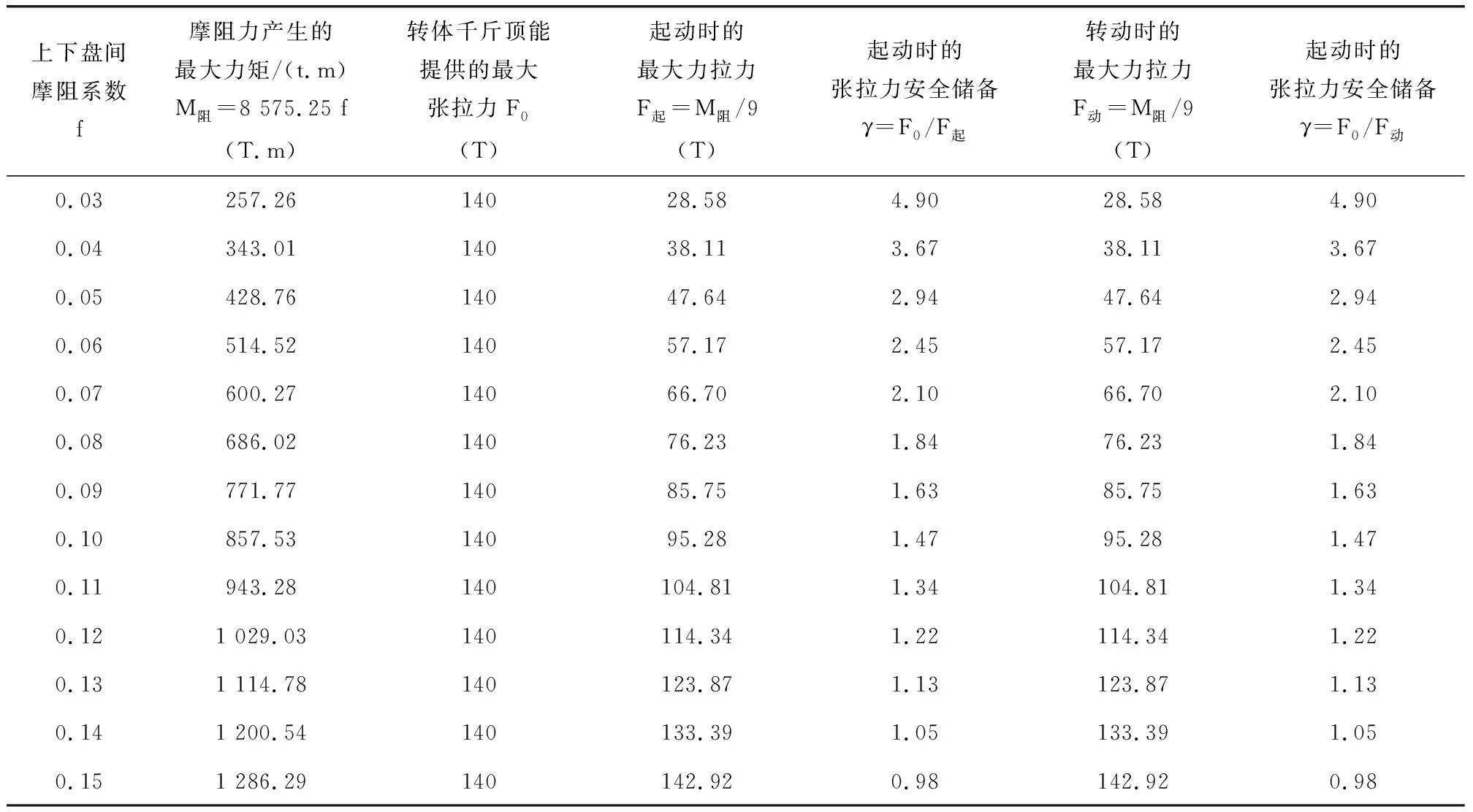
表2 只考虑起动与转动时各种摩阻系数下的安全储备
2.4 转体产生的情况与原因
转体时产生了以下两种情况:
(1)伴随转体时间不断增加,需要的水平方向推力不断增加,这说明只要推力可以达到要求,就可以继续进行转体,转盘并没有被破坏。
(2)因水平方向助推千斤顶在达到一定行程之后需要设置顶铁,故每次启动都要克服静摩擦力,而且伴随启动次数不断增多,静摩擦力会得到很大程度的提高,不建议继续进行助推。
导致以上情况的原因为:
(1)因转体重量相对较大,且转盘基本全部承压,所有转动时盘内温度大幅上升,导致润滑剂由于变质而失效,使摩擦力明显增加。
(2)由于启动的次数过多,导致盘内润滑剂实际分布无法达到均匀,进而使摩擦力变大。
针对以上问题,应采取有效措施来补充润滑剂,降低摩擦施系数,具体可采用以下方法:
(1)在承台顶面,即下盘周围砌筑一个圆环,其直径按320 cm控制,圆环和铰盘的外缘可以形成密封储存槽[6]。
(2)在储存槽中添加润滑油,使铰盘被完全淹没,之后浸泡12 h的时间。
(3)由于润滑油有很强渗透能力,所以能使铰盘之间重新被润滑剂填满,使摩擦力明显减小。另外,由于润滑油还能起到热传递作用,所以还能降低盘内的温度。
采用以上措施后重新启动系统,对其效果予以验证。实践表明,在两个转动单元密切协调与配合下,达到预期转体要求,润滑油在其中发挥了重要作用。
2.5 封盘、合拢
完成转体与精确定位后,由测量组进行观测。经观测可知,转体后高程与轴线偏位都能达到设计要求。封盘浇筑后,对合拢段支架进行悬拼,并加强防护,通过支模对合拢段的混凝土进行浇筑,最终顺利完成合拢。
2.6 特殊情况与紧急情况处理
(1)无法正常起动
比如首次起动牵引系统的两台千斤顶,将其加载到140 t,并将助推系统的四台千斤顶加载到50 t时或在平转时停止重新起动时撑脚所在位置没有足够足够反力座进行助推千斤顶的安装使系统无法正常起动,此时可使用备用千斤顶进行确定,采用手动控制的方式加载到280 t,由此起动后转为自动运行方式。
(2)结构重点位置开裂、变形
比如在平转时通过观察发现转体结构重要位置产生焊缝开裂或明显的变形,此时应采取有效措施加以补强处理。
(3)箱梁两端施与横桥向翼缘板高差突然变化
当监控人员借助水平仪监控发现箱梁两端与横桥向翼缘板高差突然发生变化时,首先应判断其成因,一般为转盘产生异常变形。然后通过全面检查确定具体原因,最后采取针对性措施加以处理。
(4)牵引索断丝、滑丝
断丝与滑丝是牵引索相对常见的问题,一旦发生断丝或滑丝,应立即对钢绞线进行更换,然后重新张拉。
(5)牵引系统结构应变异常
当通过监测发现牵引系统的应变不正常时,应通过检查确定异常部位产生开裂或变形的原因,如材质问题、制作与安装质量较差等,然后针对开裂或变形的原因,进行针对性处理。
2.7 安全措施与注意事项
(1)转体施工日期以气象部门预报为准确定,选择5 d内没有大风天气的时间段进行,要求施工时风速不超过10 m/s。
(2)在结构上进行电焊作业时,应注意防止和牵引索钢绞线触碰。
(3)转体开始前认真检查结构每根电缆,确定安防位置是否满足要求,避免绝缘保护因转体遭到破坏产生漏电。
(4)转体结束后,尽快对上盘与承台上的连接筋进行焊接,在焊接完成后还应尽快进行混凝土浇筑。
(5)除必须使用的工具仪器,结构上不可堆放其它物件。
(6)在施工现场设立安全警报系统,并在作业区范围内设置安全标志与警示牌。
(7)对全体作业人员实施集中的岗前教育与培训。
3 结 语
综上所述,转体施工是T构桥施工重要环节,转体效果直接影响整个桥梁的质量。目前,该T构桥转体施工已经顺利完成,且经检查确认各项指标都能达到规范与设计提出的要求,说明以上转体施工技术合理可行,值得类似跨既有线T构桥参考借鉴,解决转体施工难题。
猜你喜欢
仪器仪表用户(2022年11期)2022-12-28
云南画报(2021年8期)2021-12-02
商品与质量(2021年10期)2021-11-24
文萃报·周五版(2019年31期)2019-09-10
北方工业大学学报(2019年5期)2019-03-30
科技创新与应用(2017年26期)2017-09-12
科技创新与应用(2017年1期)2017-05-11
中学生数理化·高一版(2016年4期)2016-11-19
汽车维护与修理(2016年10期)2016-07-10
科技与创新(2016年6期)2016-04-21
