电化学一体化设备在电镀园区废水处理中的应用
2022-07-27 00:30航天凯天环保科技股份有限公司刘杰灵湖南绿帆环保有限公司吴秋波
电力设备管理 2022年12期
航天凯天环保科技股份有限公司 刘 亮 刘杰灵 吴 永 湖南绿帆环保有限公司 吴秋波
电镀是表面处理工艺的一种形式,可以为工业产品提供防腐蚀、耐磨、导电、装饰美观等功能,是现代工业体系不可缺少的部分。但电镀行业因其生产过程中会产生大量的含有重金属离子的废水以及废气、危废,如若管控不严,直接或者超标排入大自然环境,将会对人体以及自然环境产生较大的危害。电镀企业规模小、分布不集中、管理水平低、经济效益不佳、环保措施落后等现象,也一度成为制约电镀行业发展的突出问题[1]。
在此背景下,电镀行业向园区集中化、产业集群化发展转变成为发展的新趋势。按照生态环境部于2021年发布的《关于进一步加强重金属污染防控的意见》的要求,江苏、广东、山东、河北、辽宁等省份需要加快推进电镀企业入园,并且力争到2025年年底入园率达到75%。因此,电镀产业将面临新一轮快速发展、规范建设的机遇期。
电镀废水是指电镀生产过程中排放的各种废水,按照其浓度及危害性通常分为生产漂洗废水、高浓废水、高浓废液等,其中漂洗废水按照“分类收集、分质处理”原则以及在电镀生产工序中废水产生位置通常分为前处理废水、各类重金属离子废水(如含铜废水、含锌废水、含铬废水、含离子镍废水、化学镍废水、含镉废水等)以及综合废水、混排废水、含氰废水、电解磷化废水等;高浓废水通常是指超过园区废水处理站进水指标的废水,通过分批有序排入废水站进行处理;高浓废液则是电镀生产中各工序产生的报废槽液,因其浓度过高,通常作为危险废物统一委外处理。
常规处理电镀废水的方法包括化学沉淀法、化学絮凝法、浮选法、电解法、离子交换法以及膜过滤法,等等。随着环境保护监管政策的逐渐趋严和废水排放标准的进一步提高,先进的反渗透膜技术、蒸发技术在电镀废水处理中的应用已经越来越受欢迎[2],同时也对进膜前的废水预处理效果提出了更高的要求。本文介绍的高压脉冲可变电极电化学一体化设备,具有操作简单、占地面积少、减少药剂投加、高效去除绝重金属离子及COD等特点,与反渗透膜系统、蒸发系统配合使用,可以显著减少膜系统污堵风险、延长膜系统运行寿命,也为反渗透浓液进入蒸发系统的稳定处理提供了保障[3-5]。
1 电化学设备技术原理
电化学一体化设备是以铁、铝等金属作为阴阳电极,连接直流电源在外加脉冲高电压作用下产生电化学反应,通过将电能转化为化学能,促使阳极金属电极失去电子生成金属阳离子进入溶液中成为絮凝剂,通过混凝、气浮、还原和氧化分解等反应将污染物从废水中分离,从而实现废水处理的一种技术。
1.1 电解氧化
直接氧化:阳极板失电子发生氧化还原反应。
以铁极板为例:
Fe—2e→Fe2+
碱性条件:Fe2++2OH-→Fe(OH)2
酸性条件:4Fe2++O2+2H2O→4Fe3++4OH-
间接氧化:溶液中阴离子Cl-、OH-在高电压下,得电子生成一系列强氧化剂,如Cl2、[O]、OH·等,进而氧化分解COD、BOD5、氨氮等。
2Cl-—2e→Cl2
Cl2+H2O→HClO+HCl
H2O—e→OH·+H
1.2 电解还原
直接还原:污染物直接在阴极上得电子。
Cu2++2e→Cu
Cr3++3e→Cr
间接还原:利用亚铁离子的还原性。
3Fe2++Cr6+→3Fe3++Cr3+
1.3 电解絮凝
Al、Fe阳电极失去电子,形成阳离子Al3+、Fe3+,并与溶液中的OH-结合形成具有高活性的絮凝体,初生的絮凝体吸附能力极强,因此其絮凝效果大大优于普通的絮凝剂。
同时溶液中,铝(铁)氢氧化物与其他重金属离子的氢氧化物会发生共沉淀反应,生成M.M(OH)n.Fe(OH)3等共聚体沉淀物,从而强化重金属离子的去除效果。
1.4 电解气浮
废水H2O分子在电场作用下分解产生H+和OH-,在阴、阳极板表面分别析出H2和O2。
综上,电化学一体化设备具备了去除重金属、COD、SS等污染物的综合废水处理能力。
2 电化学设备技术优势
为保证反渗透进水水质,控制进水重金属离子、COD浓度,通常考虑在预处理之后增加的技术措施有树脂离子交换、臭氧氧化、芬顿氧化、生化处理等。
由表1对比可以看出,电化学一体化装置综合优势明显,具有较高的重金属离子及有机物、氨氮去除率。在《电镀污染物排放标准》(GB21900-2008)表3、一类重金属实现零排等日趋严格的排放标准下,目前对于含一类重金属电镀废水的处理通常采用“预处理+膜系统(+MVR蒸发)”的组合工艺。按照反渗透膜供应商要求,对进膜水质重金属离子、COD浓度都有着严格的要求,依靠常规的混凝沉淀预处理难以满足进膜水质要求,因此将电化学一体化设备置入预处理工艺之后,可以解决进膜水质不满足要求的问题。

表1 几种废水处理技术对比
3 电化学设备技术进展
3.1 电源采用高压脉冲可变电极技术
目前,高压脉冲可变电极电源在电化学设备中得到了很好的应用,通过对直流电源施加脉冲信号,控制电流周期性连通或切断,从而使电极上的反应时断时续,这样有利于Fe(Al)离子的扩散,降低极板附件的浓差极化,进而降低电能消耗。通过倒换电极实现阴阳极周期性互换,对防止电极钝化也起到了积极的作用。
3.2 一体化设计
相比于传统电化学设备,一体化设计将进水pH调节,电化学反应、气浮去渣,絮凝沉淀、曝气设备、电气设备等融入电化学工艺中,形成结构紧凑、操作方便的一体化设备。主要结构包括以下几方面:
一是pH调节系统(包括漩涡式鼓风机、微孔曝气装置、pH在线检测仪,pH耐腐电极等);二是电化学系统(包括高频脉冲变频电源、组合极板、电化学槽体、曝气冲刷装置、布水装置、排泥系统、电动阀、电磁阀、刮渣器、随机备品备件等);三是曝气氧化系统(包括包括漩涡式鼓风机、涡街流量计、微孔曝气装置、管道管件、附件等、随机备品备件等);四是泥水分离系统(包括排泥漏斗、斜管填料、挡水板、出水堰、电动阀等);五是自动投药系统(包括二箱式溶药箱主体、搅拌机、投药泵以及成套装置内部阀门、仪器仪表、管道管件、附件等);六是设备上及设备之间应配套方便巡查检修的平台、爬梯、栏杆等。
4 高脉冲可变电极电化学一体化设备(ECCT多元集成设备)工艺流程
高脉冲可变电极电化学一体化设备工艺流程中包括pH调节、电化学反应区、曝气混凝区、絮凝沉淀区等。工艺流程图如图1所示。

图1 电化学一体化装置工艺流程图
一是电镀废水经过预处理混凝沉淀后,自流进入电化学装置pH调节段,控制废水进电化学槽体pH值(根据污染物浓度自动调整)。
二是废水pH调节后自流进入电化学槽体,极板通过PLC控制自动倒极调压调频及电压电流输出,阴极产生大量羟基并在复合材料铁极板、稀有金属离子催化作用下,废水发生一系列氧化还原反应,COD降解成二氧化碳和水,出水COD将低于50mg/L。
三是在酸性条件电解产生的铁离子与OH离子体结合,生成高活性吸附能力极强的絮凝基团,与污水中的悬浮物形成共沉淀达到去污效果。
四是出水进去曝气混凝段,通过调节废水pH值,同时加入PAM,使二价铁生成三价铁形成大颗粒絮凝体,加速后续沉淀。
五是电解过程中,阴阳极板上因水分子分解会持续产生H2和O2,新产生的气泡直径微小,H2气泡约为10~30μm,O2气泡约为20~60μm,基本等同于电解气浮的效果;悬浮固体粘附在新生的微小气泡上而上浮水面,通过刮渣设备将上浮的污染物质去除,电解气浮对于疏水性物质如油脂等去除效果尤其显著。
六是最后废水进入絮凝沉淀段进行泥水分离,去除沉淀物悬浮物等,同时确保铁离子(≤0.5mg/L)达到膜进水水质要求。
5 具体应用
在重庆某电镀园区污水处理厂,采用高压脉冲可变电极电源的电化学一体化设备在含镍废水处理中取得了很好的处理效果。
电化学一体化设备采用薄壁钢板焊接成型,外周辅以槽钢加固,自带PLC控制系统,服从废水处理站总控制信号指令,电化学设备启停联动相应调节池提升泵启停信号,PLC提供废水处理站总控制系统控制及视频端口。
5.1 设备关键技术参数
一是阴、阳极板材料:高碳钢;二是防腐:乙烯基玻璃鳞片防腐或衬聚丙烯塑料板;三是电源:额定电压:300V(无级可调);额定电流:150A(无级可调),直流;脉冲式,空占比1%~99%无级可调;四是电化学反应pH值:4~6;五是电化学槽反应时间:30~40min。
5.2 进水处理
含镍废水经过收集池提升泵进入含镍废水预处理装置,对预处理进水连续检测5d数据如表2所示。

表2 连续5天预处理进水数据
含镍废水自废水站含镍废水收集池提升进入预处理系统,加碱调至pH=10-10.5,沉淀大部分的重金属离子,经混凝沉淀处理后进入电化学一体化装置。对电化学进水连续检测5d数据如表3所示。
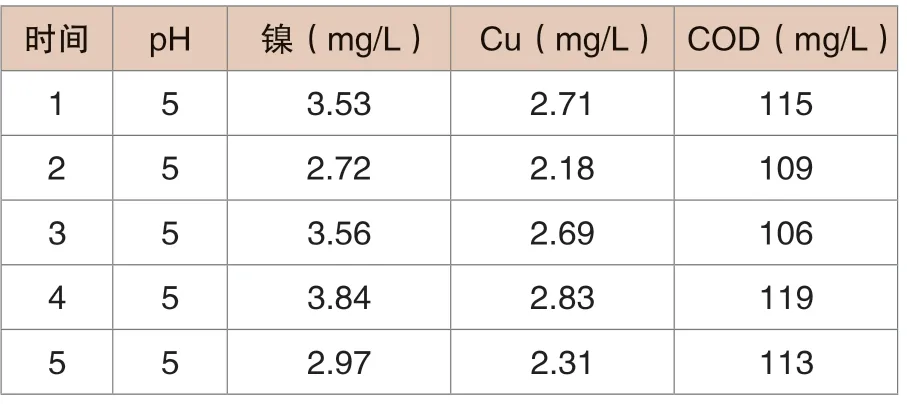
表3 连续5天电化学进水数据
5.3 出水效果
控制电化学设备进水pH保持在5左右,出水pH调节槽9左右,调节电压200V,电流110A,电极板每10min倒极1次,防止极板极化,反应停留时间40min。取沉淀区出水连续检测5天的电化学出水数据如表4所示。

表4 连续5天电化学出水数据
比较各污染因子进水水质变化,计算各污染物去除率数据如表5所示。
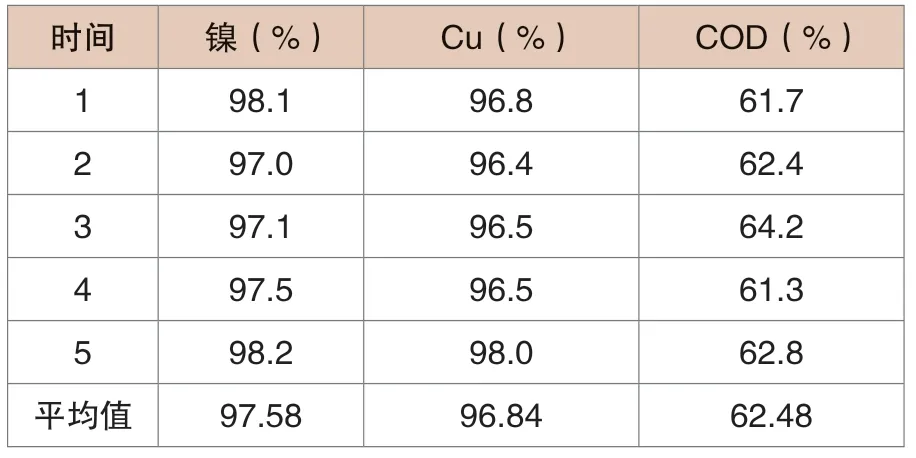
表5 连续5天电化学处理效果数据
对比电化学设备进出水水质,可以发现镍平均去除率为97.58%,铜平均去除率为96.84%,COD平均去除率为62.48%。同时,出水指标已经优于《电镀污染物排放标准》(GB21900-2008)表3标准数值,而且出水水质数据非常稳定。实践表明,通过优化调节电压、电流、pH数值,还可以明显提高COD的去除率。
6 结语
一是采用高压脉冲可变电极电源的电化学一体化设备处理电镀园区含镍废水效果显著,相关重金属指标均已低于《电镀污染物排放标准》(GB21900-2008)表3标准数值。二是处理过程中,优化了相关控制参数,废水处理电耗为1.1kWh/m3,成本可控。三是电化学设备一体化设计节约了用地,对于用地紧张的沿海地区,优势明显。四是该电镀园区在混排废水、综合废水的处理中均采用了高压脉冲可变电化学一体化设备,相关优势还将进一步深入挖掘。
猜你喜欢
化工管理(2022年27期)2022-11-19
农业灾害研究(2022年2期)2022-05-31
节能与环保(2022年3期)2022-04-26
水上消防(2021年4期)2021-11-05
中学生数理化(高中版.高考理化)(2021年4期)2021-07-19
证券市场红周刊(2021年21期)2021-05-31
科学家(2021年24期)2021-04-25
广东教育·高中(2018年12期)2018-02-13
分析化学(2017年12期)2017-12-25
科技视界(2017年22期)2017-11-21