
复合门木质龙骨自动贴码机的设计与研究
2022-07-15 09:08谢重王均晖张静洁吴廷威
机械工程师 2022年7期
谢重, 王均晖, 张静洁, 吴廷威
(台州职业技术学院机电工程学院,浙江台州 318000)
0 引言
随着科技的迅速发展和社会生活的不断进步,家具市场发生了根本变化,个性化和多样化需求的家具制造面临严峻挑战[1]。为了提高家具企业竞争力,信息化和工业化将成为家具制造业发展的必然趋势[2]。因此,家具制造企业应加快观念和知识更新,结合自身的资源条件,走现代的工业化协作生产之路,使我国的家具行业在国际市场中更具竞争力[3-4]。
目前,市场中贴码机种类多样,但针对家具这种木质材料且能实现全自动、批量化贴标的贴码设备比较少见。针对市场中常用的复合门木质龙骨材料,课题组设计了一款通用性强的自动贴码机构,基于PLC控制算法能实现自动打印条码、自动剥离条码、准确快速贴码,并具有物料编码记录功能,对加工数据进行追踪,极大地提高了复合门木质龙骨的贴码效率。
1 贴码机的原理及技术要求
复合门是由两种或两种以上主要材料做成的门,其通用结构是内框架+门芯+饰面板,制作复合门的第一道工序即是制作门的龙骨架,图1所示为完成木质龙骨从下料、锯料到贴码的完整装置图。贴码机(如图2)是对按规定长度切割后的木质龙骨进行贴码,且在贴码动作前要完成条码打印、条码检测和条码剥离。贴码机安装在出料口,通过2组气缸的推动来实现贴码动作。
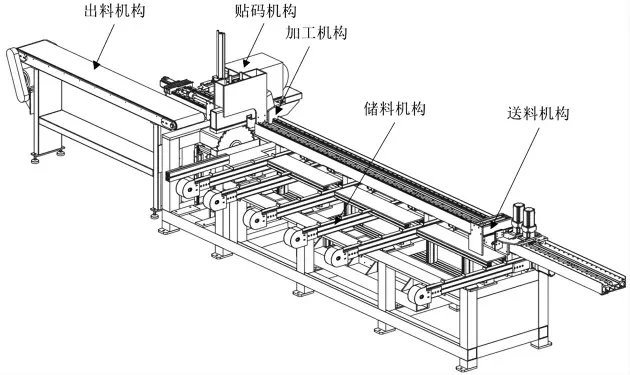
图1 龙骨物料加工总装图

图2 贴码机构图
针对复合门木质龙骨贴码产线中存在的问题,结合市场需求,提出以下技术要求:1)为提高生产效率、保持工序间流畅,应合理安排各工艺顺序;2)为保证贴码平整且贴码位置准确,要求执行机构运行动作准确、可靠;3)整机布局合理、结构紧凑、运行平稳。
2 贴码机的机械结构设计
2.1 贴码机剥码机构设计
数据条码[5]通过打印机(型号为TSC TTP2410MU)打印出来后,条码进入剥离模块,剥离模块[6]由支撑带、剥离平台、辅助铜管等组成,如图3所示。条码剥离后,条码粘贴面不能与剥离平台大面积接触,所以剥离后的条码附着在剥离平台凸起的支撑带(一定间距)。同时,剥离平台上还布置了辅助铜管,铜管上有均匀间距分布的直径为1 mm的气孔,通过真空发生器产生吸力,使条码吸住。当进行贴码动作时,横向气缸到达剥离平台上方,此时铜管上的气孔吹出气体,使条码顺利离开剥离平台。

图3 条码剥离机构
2.2 贴码机执行机构设计
贴码机执行机构如图4所示,条码被剥离后,通过上下气缸端部上的吸头将条码吸起,同时吸头上覆有一层薄海绵以增加吸头与条码非粘贴面的接触面积。条码成功吸起后,横向气缸将条码转移至贴码位置,最后通过上下气缸的位移完成贴码,此动作保持1 s左右,以确保条码的附着质量良好。同时,上下气缸端部的吸头上安装了光纤感应器,检测条码是否成功吸到和在转移条码至贴码位置时是否发生脱落。
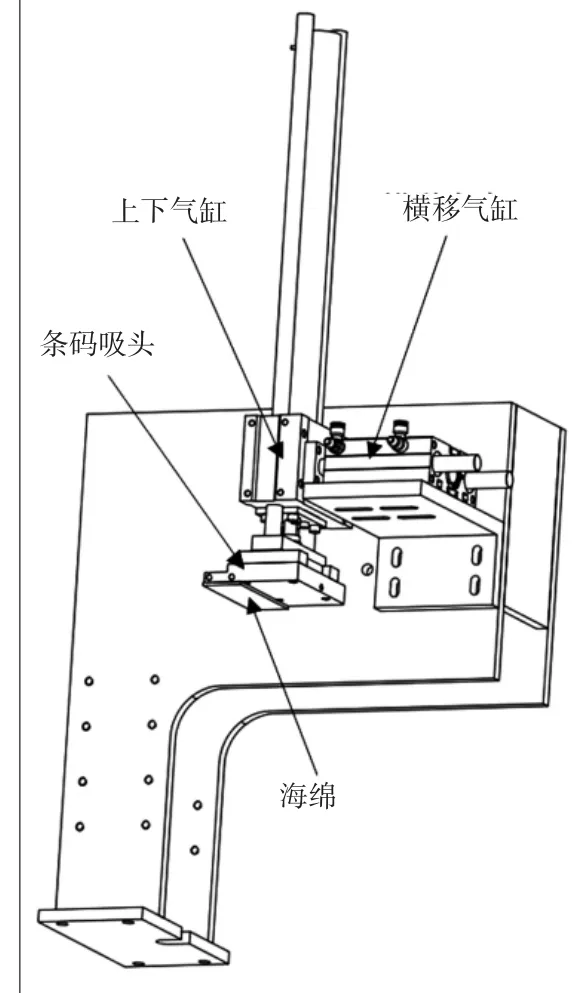
图4 贴码机执行机构
3 贴码机的控制系统设计
3.1 硬件系统设计
贴码机的硬件系统[7]主要包括XC1-24T-E的信捷PLC、电磁阀、光纤感应器、人机界面、开关按钮等,具体的设计框图如图5所示。
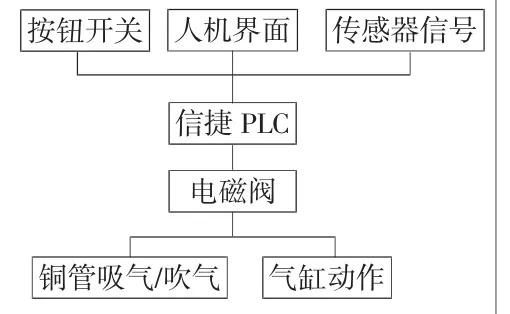
图5 贴码机硬件系统框图
3.2 软件系统设计
贴码机软件系统设计包括PLC流程图(如图6)、I/O地址表(如表1)和PLC主要程序(如图7)等。
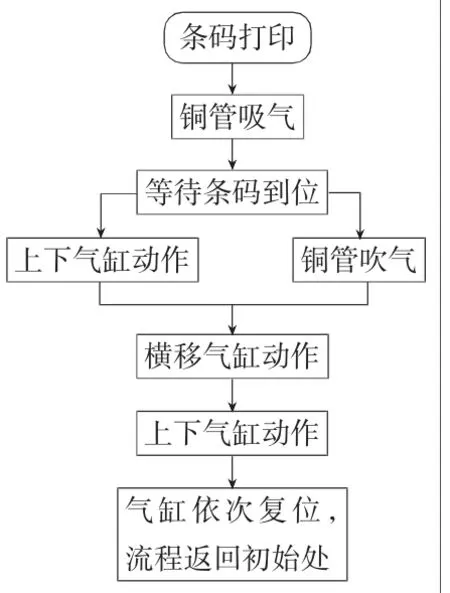
图6 PLC 流程图
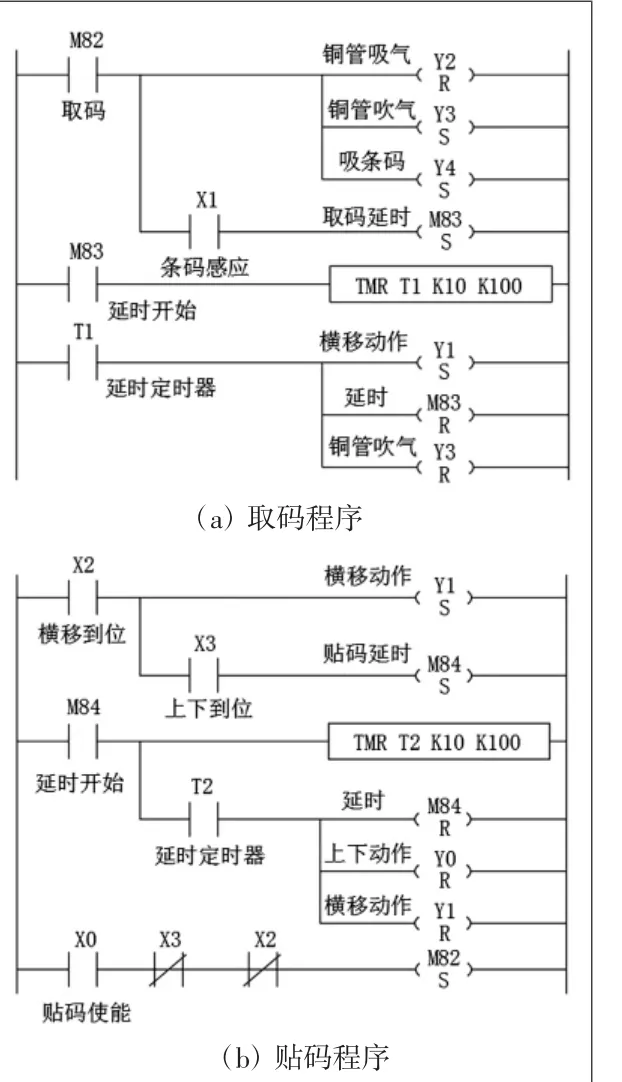
图7 PLC 主要程序
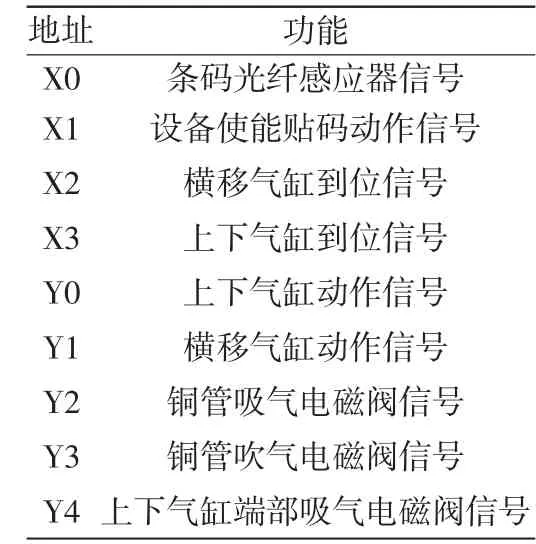
表1 I/O地址表
3.3 人机界面设计
人机界面(human machine interaction,HMI),又称用户界面或使用者界面,是人与计算机之间传递、交换信息的媒介和对话接口[8]。复合门木质龙骨自动贴码机的人机界面使用CUSN品牌15 in电阻式触摸屏,屏幕的分辨率为1024×768 dpi,采用USB接口连接进行程序下载。与PLC连接的通信端口为COM1:RS232/RS485,其主要可以完成包括参数设置、状态监控、报警显示视等功能。人机界面的画面设计框图如图8所示,参数设置界面设计如图9所示。

图8 人机界面整体设计框图

图9 参数设置界面设计
4 贴码机的主要参数与测试结果
4.1 贴码机主要参数
所设计的复合门木质龙骨自动贴码机的主要参数如表2所示。

表2 贴码机主要参数
4.2 测试结果
经过现场测试,具体调试如下:1) 通过PLC程序控制,铜管的吹气先于条码上下气缸提前开启;2)同时保证条码上下气缸工作完毕后延时1 s左右返回。
实验数据表明:调试完毕后,可防止气缸提升过快导致条码没有完全下落,从而实现产品输出与条码粘贴作业完美对接,保证条码内容的准确性,粘贴的敷贴性,动作的可靠性。部分测试效果如图10所示。

图10 实际效果图
5 结语
该复合门木质龙骨自动贴码机的运用,有效地提升了目前市场上用于木质龙骨自动上下料贴码的数据跟踪能力,且可运用于需要进行数据标定的的工序中;通过搭载工控系统,可实现条码补贴,为设备连入MES系统和设备数据互通提供了基础。同时,该复合门木质龙骨自动贴码机具有较强的适用性,可适用于不同型号和尺寸的木质龙骨的贴码,极大地提高了企业的生产效率。
猜你喜欢
条码与信息系统(2021年1期)2021-12-05
环球时报(2021-04-23)2021-04-23
电子乐园·下旬刊(2021年3期)2021-02-08
商品与质量(2020年46期)2020-11-26
条码与信息系统(2020年5期)2020-06-07
中国建筑金属结构(2019年4期)2019-05-15
汽车文摘(2019年3期)2019-03-04
电子技术与软件工程(2017年19期)2017-11-09
作文评点报·初中版(2017年7期)2017-03-09
中国科技纵横(2015年9期)2015-12-01
