YB95包装机输出通道烟条防碰撞装置
2022-07-14 09:02吕献周欧阳哲钱跃东
设备管理与维修 2022年9期
李 乾,高 瑜,吕献周,欧阳哲,钱跃东
(1.红云红河(烟草)集团会泽卷烟厂,云南曲靖 655000;2.昆明学院,云南昆明 650214)
0 引言
YB95型条盒透明纸包装机作为GDX1包装机组最后的包装工序,其工作的稳定性直接关系到卷烟的产量、质量和消耗等各项指标。当输出装置的推杆把条盒向出口方向推的时候,烟条美容器垂直方向活动烙铁处于非工作状态,高于烟条顶部高度,便于烟条进入美容器内部;当推杆处于返程状态,烟条美容器垂直方向活动烙铁处于工作状态,烙铁低于烟条高度0.3 mm,对其进行整形美容。合格的烟条经过烟条提升器输送进入装箱机工序。
1 烟条卡堵
YB95型包装机在上游机条盒包装异常时,如补包器与烟包输出机构的输出转盘动作不协调导致烟包供给系统输送通道单包,条盒纸与2×5烟包汇合被推杆推送过程发生错位,烟盒成型输送通道内的烟条工位偏移导致在第一提升器与横向推送过程中外观变形。烟条透明纸包装过程中易因透明纸静电大、透明纸输送不平稳、切刀切割不良、透明纸长封加热烙铁温度设置不当等原因导致烟条出现变形、散条、透明纸皱褶等、相邻烟条透明纸粘连等包装不良的问题。
当烟条通过烙铁非工作状态底部的高度时候,将在烟条提升器入口处堵塞。如果人工不能及时将缺陷烟条取出,烟条在输送通道内依次排列到美容器后,输出通道内排满烟条,烟条被不断推挤出输出通道,掉落在地面发生局部严重变形,直到人为控制或者推杆推送阻力较大时候才会停止YB95包装机运行。
如果裹包不严的烟条通过烟条美容器,在从提升器末端被气缸推送到垂直向下的通道时候,也将发生卡堵,需要人工进行疏通并关闭相应机组的烟条提升器,由机台人员对烟条进行人工装箱,待装箱机输送通道正常运行后,再将人工装箱的烟条添加到烟条提升器入口的通道。
当某烟条高度超过烙铁非工作状态底部的高度,推杆将烟条推送一个工位过程中,将与烟条美容器烙铁表面发生碰撞导致停机,导致从输出通道第一工位到烟条美容器之间12条烟条内烟支不同程度弯曲、皱纹,而且碰撞频次较高会导致推杆行程发生错位,同时碰撞对机器的传动部件产生刚性冲击,加剧磨损组件。
2 输出通道烟条防碰撞检测装置
2.1 相关研究
根据目前检索的文献资料,红云红河集团会泽卷烟厂[1]在烟条提升器入口与烟条美容器出口分别安装2个光纤传感器:当烟条堵塞在烟条提升器入口时候,超过第1光纤传感器高电平时间阈值,蜂鸣器报警操作人员进行处理,同时人工装箱通道打开,烟条进入人工装箱通道内,延长设备停机时间;当堵塞依次排列到美容器出口时候,触发第2光纤传感器高电平时间阈值,YB95包装机停机,该改进方案不能对美容器入口碰撞进行预防。候惠林[2]对美容器的工作流程PLC程序进行修改,增加金属接近开关,避免歪斜烟条与美容器烙铁进行碰撞,但该改进方案不能对局部变形或者透明纸粘连的烟包进行控制停机。高小敏[3]在美容器前面的输送通道内,距离烟条左右端面50 mm与中间部位安装3个光纤传感器,对变形的烟条进行检测并控制停机,避免与美容器碰撞,如果出现烟条被推送翻转90°,高度明显超过检测器位置,将对检测设备造成碰撞。赫润章[4]对烟条输出装置进行结构改进,当推杆受到的阻力克服压球螺丝与凹槽的压力,推杆后移触发光电检测,引发设备停机,保护设备传动机构不受刚性碰撞,该方案降低刚性碰撞强度,保护推杆结构,延长组件的寿命,但是引发输出通道的部分烟条烟支表面皱纹。
上述的改进方案能一定程度降低烟条与美容器碰撞的频次,缓解烟条堵塞在提升器引发的烟条被挤落地面的频次,但是当YB95包装机停机时,引发YB65条盒包装机、YB55小盒透明纸包装机、YB25小盒包装机停机,不能像FOCKE350S包装机组带有802储烟柜,可以在下游机停机的情况下,保证主机可以继续运行4 min左右,提高设备运行效率。当YB25小包机停机超过5 s后,商标纸打胶辊继续旋转将商标纸涂满胶液,商标纸垂直输送通道表面容易粘贴胶垢,影响商标纸输送位置的准确性,打胶辊旋转反复触碰商标纸,引发商标纸堵塞。4#旋转折叠轮底部烙铁可能导致烟包底部露白、干燥输出通道内的烟包封签溢出的胶液导致烟包封签露白,同时YB55小盒透明纸包装机对烟包侧封烙铁因为密封性需要温度较高,将剔除两包侧面凹陷的烟包,因此降低YB95包装停机频次,能降低废烟量,减少缺陷烟包的产生。
2.2 检测装置的设计
2.2.1 设计思路
当推杆将第2通道的烟条横向推送一个工位的过程中,在第2工位的前部对烟条在输送通道的烟条高度进行检测,发现变形的烟条或者透明纸包裹不好的烟条进行提前17 s预警,在设备继续运行状态下,提示操作人员将其取出。当烟条被间歇推送到烙铁美容器前一个工位时候,如果烟条变形的高度超过烙铁非工作表面高度,将触发YB95包装机停机程序,在美容器出口后的输出通道斜坡段,安装一个光纤传感器,如果出现相邻烟条相互粘接,蜂鸣器再次报警,提示操作人员烟条可能会堵塞在烟条提升器入口。当烟条从烟条提升器入口依次排列美容器出口5个工位时候,控制设备进行停机,这样能最大程度控制因为烟条外观或者相互粘连导致的设备停机处理频次,同时也能避免对设备的刚性冲击,降低机组物耗产量。
2.2.2 具体结构选择
(1)烟条高度检测。烟条长度约为258 mm,成品烟条的输出装置是在凸轮滑块机构带动下的推板,将烟条推至输出通道,输出通道右侧为加热的固定栏板,左侧为加热的活动栏杆,由凸轮摆杆机构带动,对烟条做往复压紧运动,一方面使条烟顺利进入输出通道,另一方面对条烟端面进行压紧[5],以保证条盒两端面热封后的平整。由于光纤传感器检测光线比较发散,只能采用对射型耐热光纤传感器对烟条在输送通道内的高度进行检测,高于烟条表面0.6 mm。
(2)美容器入口检测。挡块低于烙铁非工作面1 mm,当烟条变形或竖起时,触碰挡板逆时针转动,触发挡板后面的接近开关,引发拉线耗尽停机程序。
(3)烟条粘连检测。当相邻烟条粘连时,烟条在自重作用下,经过无动力的辊子输出通道斜坡段加速往烟条提升器入口移动,在斜坡辊子间安装一个漫反射光纤传感器,检测烟条通过的时间。当烟条通过时间超过1.3条烟条通过时间,报警器提示有粘连烟条或者散条的烟条,当烟条通过时间超过5条烟的时间,控制YB95条盒透明纸包装机停机。
2.2.3 检测装置设计
具体结构改进装置如图1、图2所示,对射光纤传感器、漫反射光纤传感器分别接入放大器再接入PLC200控制器输入端,复位按钮、接近开关也接入控制器输入端,控制器输出端接蜂鸣器、拉线耗尽停机程序端口,其中弹簧定位结构:定位杆直径大处加工成螺纹,直径小的地方为光杆,左端面加工一个凹槽,便于一字螺丝刀进行调节;壳体中间为M8的螺纹孔,弹簧套在定位杆光杆上,左侧端面与轴肩端面配合,定位杆与壳体通过螺栓连接固定相对位置,弹簧右端面与挡板左侧端面接触,通过旋转定位杆可以调节弹簧对挡板的阻力,进而控制挡板变形报警反应速度。

图1 烟条输出装置
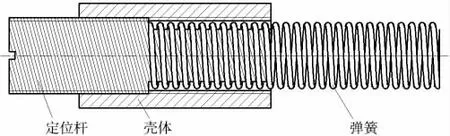
图2 弹簧定位机构
当对射光纤传感器放大器输出高电平时,控制器控制蜂鸣器报警,直到人工复位按钮被按下,蜂鸣器停止报警。当挡板后部的接近开关输出的高电平信号转为低电平,说明挡板底部被触碰导致挡板围绕支持轴逆时针转动,脱离接近开关检测范围,触发拉线耗尽停机程序。将与挡板触碰的烟条取出输送通道后,挡板在弹簧作用下恢复垂直状态,接近开关输出由低电平转为高电平,蜂鸣器停止报警。当漫反射光纤传感器高电平持续时间大于1.3条烟通过的时间,触发蜂鸣器报警,如果人工未进行复位,烟条从烟条提升器依次排列向烟条美容器。漫反射光纤传感器高电平持续时间超过5条烟通过的时间,蜂鸣器报警,YB95包装机停机,直到高电平信号转为低电平信号,蜂鸣器停止报警,YB95包装机可以复位继续运行。
3 总结
该套检测装置能降低YB95条盒透明纸包装机在实际运行过程停机频次,对烟条外观质量检测也有部分预警提示作用,延缓推杆传动组件寿命,降低机组物耗,缩短操作人员对故障处理时间,提高设备运行效率。
猜你喜欢
疯狂英语·初中天地(2022年9期)2022-08-29
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
山西电子技术(2022年1期)2022-02-28
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
电脑报(2020年12期)2020-06-30
少年文艺·开心阅读作文(2019年8期)2019-09-12
科技传播(2019年15期)2019-08-22
电子技术与软件工程(2017年10期)2017-06-02