粗镗孔利器
——镗刀盘
2022-07-14 05:53:20茅保富
金属加工(冷加工) 2022年6期
茅保富
扬州冶金机械有限公司 江苏扬州 225008
1 序言
一种多刀切削粗镗内孔的刀具——镗刀盘,由4~8把机夹镗孔刀对称安装在刀盘的刀槽内,用内六角螺栓拧紧在刀盘上。两块带锯齿形调节齿的矩形板,分别固定在刀体底面和刀盘上,上下两块调节板每错开一齿,加工直径就相差1mm。安装好的所有镗孔刀切削刃在轴向同一平面上,刃倾角为0°,加工半径尺寸完全相同,调节半径可达20mm。该刀盘结构极其简单,切削平稳,调节方便,制造容易,成本低廉,而且加工效率是单刀加工的10倍以上。
2 单刀切削镗杆的缺陷
大型锻件加工去除量都很大,有的甚至超过100 mm,粗加工时间往往要占到总加工时间的70%左右。特别是在镗床上粗镗内孔,耗费的工时甚至要占到整个镗孔时间的80%~90%。镗床粗镗孔加工效率低,是由于在镗孔为单刀切削、切削刃为大刃倾角和刀杆细长等综合因素叠加下引起了振动[1]。
镗床所使用的大多数镗刀杆的刀槽都开在刀杆的中间,使切削刃偏离中心线,如图1所示。这种刀杆有三个缺陷:一是刀具单边切削,切削力集中在一边引起振动;二是刀具刃倾角较大,排屑空间较小,切屑形成时受孔壁挤压、碰撞引起振动;三是随着孔径逐渐变大,刀尖离镗杆中心越来越远,刀杆细长,刚性不足,引起振动[2,3]。在这种情况下,只能降低切削速度,减小进刀深度,减少走刀量。在电动机功率相同、镗杆直径/长度相同且加工相同工件内孔的条件下,镗床粗镗孔的切削速度不到车床的1/2,且进刀深度、走刀量均明显小于车床。因此,为镗床提供一种切削无振动、加工效率高的镗孔刀具是粗镗孔迫切需要解决的问题。

图1 切削刃偏离中心线
3 镗刀盘的特点
受铣刀盘多刀切削的启发,将多刀切削应用于粗镗内孔,只须将铣刀盘稍加改进,就可以成为高效切削的镗刀盘(见图2)。镗刀盘包括刀盘、右偏机夹镗孔刀、锯齿形调节板、锥柄、内六角紧固螺栓和方形螺母。
刀盘(见图3)左端面均布加工4个55mm×20mm×6mm开口腰形槽,腰形槽上平面在刀盘中心线上,腰形槽内再加工1个38mm×11mm腰形通孔,刀盘背面加工4个53mm×18×6mm开口腰形槽,此槽及腰形通孔中心线与左端面开口腰形槽中心线在同一平面上。腰形槽上方加工有排屑缺口,刀盘右端与锥柄相连接。

图2 镗刀盘

图3 刀盘
右偏机夹镗孔刀(见图4)刀体总长60mm,刀杆为40mm×20mm×20mm矩形体,刀杆前后面中间位置加工2×φ10.5mm通孔,两孔相距18mm,通孔前端加工2×φ17mm×10mm 沉孔。用2颗M10内六角螺栓穿过刀体通孔、刀盘腰形通孔与刀盘背面开口腰形槽内的M10矩形螺母联接,将镗孔刀拧紧在刀盘左端深度为6mm的开口腰形槽内。镗孔刀与开口腰形槽为小间隙动配合装配关系。安装后的镗孔切削刃倾角为0°,所有镗孔刀切削刃在轴向同一平面上,加工半径尺寸相同。

图4 右偏机夹镗孔刀
锯齿形调节板(见图5)为两块5 0 m m×10m m×3m m和50m m×2m m×3m m带锯齿形调节齿的矩形板,齿形为直角三角形,尺寸为0.5mm×0.2mm。4组锯齿形调节板用线切割同时加工,可以保证尺寸完全一致。将调节板分别固定在刀体底面和刀盘左端开口腰形槽旁,确保每组调节板0刻线对齐时,4个刀尖加工半径完全相同。调节时,上下两块调节板每错开一齿,加工直径就相差1mm,调节直径可达40mm。

图5 锯齿形调节板
在加工较大直径内孔时,镗刀盘可加工成图6所示的形状,该刀盘除安装8把镗孔刀和刀盘外形尺寸较大外,两端面开口腰形槽、腰形通孔及镗孔刀尺寸均与4刀头镗刀盘相同。该镗刀盘用于较大直径内孔的加工,加工效率是4刀头镗孔刀的两倍。

图6 加工较大直径内孔时镗刀盘
图7为加工较小直径内孔时的镗刀盘,刀盘左端面均布加工4个25mm×16mm×6mm开口腰形槽,腰形槽中心线距刀盘中心线8mm,腰形槽内再加工1个10mm×11mm腰形通孔,刀盘背面加工4个23mm×15mm×6mm的开口腰形槽。刀盘背面与带锥柄刀杆相连接。该刀盘使用短刀杆右偏机夹镗孔刀(见图8),刀体总长33m m,刀杆为18mm×16mm×20mm的矩形体,刀杆前后面中间位置加工1个φ10.5mm通孔,通孔前端加工1个φ17mm×10mm 沉孔,用M10内六角螺栓将镗孔刀拧紧在刀盘左端开口腰形槽内。安装好的所有镗孔刀切削刃在轴向同一平面上,加工半径尺寸相同,镗孔切削刃倾角为0°。
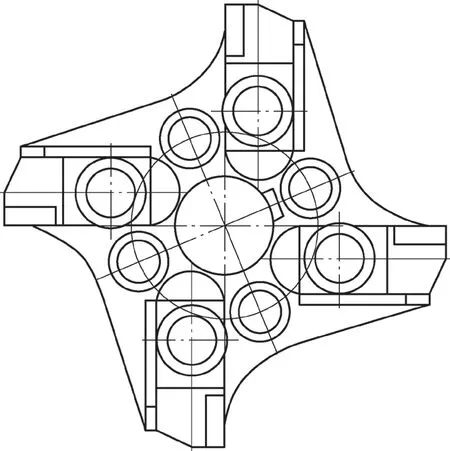
图7 加工较小直径内孔时镗刀盘

图8 短刀杆右偏机夹镗孔刀
锯齿形调节板为两块25mm×10mm×3mm和25mm×2mm×3mm带锯齿形调节齿的矩形板,调节直径为20mm。
4 加工效果
镗刀盘采用4~8把镗孔刀镗孔,加工时所有切削刃同时切削,对称分布的刀头承受的径向切削力相等,方向相反,上、下、左、右相互抵消。克服了普通镗刀大刃倾角、切削力集中在一边、镗刀杆刚性不足和排屑不畅的缺陷,消除了振动,切削速度可提高1~2倍,走刀量可增加50%,加工效率可提高10倍以上。在加工较小直径深孔以及超大直径内孔时切削更加平稳,加工效率更高。使用锯齿形调节板调节加工半径速度更快,也更加方便、准确。
同规格镗刀盘可配置两只使用,即用一只刀盘镗孔时,将另一只刀盘调整至加工下一刀的直径位置,等前一刀加工好,即可换上调整好的刀盘继续加工。这样可最大限度地压缩非加工时间,提高加工效率。
5 结束语
粗加工内孔,镗刀盘的加工效率是进口的双刀头镗刀的2~4倍,制造成本却只有双刀头镗刀的1/2左右,性价比远大于双刀头镗刀。
镗刀盘结构极其简单,刚性好,强度高,切削平稳,调节方便,制造容易,成本低廉。刀盘既可在镗床上使用,又可在车床(锥柄改成方刀杆即可)、龙门铣床等机床上使用。
猜你喜欢
煤气与热力(2021年10期)2021-12-02 05:11:44
飞天(2021年6期)2021-06-28 15:38:16
设备管理与维修(2021年18期)2021-01-29 02:09:20
西南交通大学学报(2018年5期)2018-11-08 10:58:58
制造技术与机床(2018年10期)2018-10-13 06:36:56
制造技术与机床(2018年8期)2018-10-09 08:28:02
制造技术与机床(2018年9期)2018-09-19 06:48:34
精密制造与自动化(2018年1期)2018-04-12 07:42:47
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47