
浅析船体板材焊接工艺的选用
2022-07-13 05:54:14宋鲁峰高阳逄建涛刘凌云刘全刚
石油和化工设备 2022年3期
宋鲁峰,高阳,逄建涛,刘凌云,刘全刚
(海洋石油工程(青岛)有限公司,青岛,266520 )
船舶建造过程中,正确的选择焊接型式和焊接坡口对船舶建造的进度的加速起到关键的作用,合理和焊接型式和破口同样也会提高焊接质量,通过船检和船东验证,为顺利交船起到了良好的保证因素。
1 船体板对接焊缝方法的选择[1]

序号焊接方法适用范围1 FCB法焊接平面流水线上焊接的拼板对接焊缝。2 埋弧自动双面焊平直甲板、隔舱、艉缝板、肋板拼板等焊接面必须为非结构面;舷侧外板平直部分;纵舱壁大接缝等。4 CO2 气体保护焊+埋弧自动焊3 垂直气电自动焊内底板、船底外板、舷侧外板、甲板、斜板拼板对接。5 CO2 气体保护焊自动/半自动焊单面/双面焊有线型分段的外板;肋骨、纵骨对接焊缝;平隔舱、纵桁、肋板垂直对接缝。
2 船体板角接焊缝标记方法
3 对接焊缝坡口形式及适用范围[2]
4 船体板角焊缝焊接方法选择[3]

序号焊接方法适用范围1 HS-MAG 焊平面分段流水线纵骨角接焊缝。2 “T 排”流水线焊接“T”形材面板与腹板间的角接焊缝3 CO2气体保护自动角焊中、小组立中、平直构架角焊缝。4 CO2气体保护半自动焊(1)全船非熔透构架角接焊缝。(2)全船全熔透角接焊缝。(3)管板角接焊缝5 高效铁粉焊条中、小组立中,平直构架平角焊。
5 船体板CO2气体保护焊工艺
人员:CO2保护焊的焊工(包括定位焊工)必须经过专门培训和考试,并按船级社合格证所规定之类别从事相应产品焊接[3]。
焊丝:CO2焊丝可采用直径为1.0~1.6mm的实芯焊丝或药芯焊丝,并须经船级社认可。焊丝表面应去除油污,铁锈,水份等杂质物。并有规则地盘绕在焊丝盘或焊丝筒内。
CO2气体:使用的液体二氧化碳其质量应符合国家标准GB6052-85“工业液体二氧化碳”中规定的Ⅰ类或Ⅱ类一级标准。
环境:为保证焊接质量,在进行CO2气体保护焊打底焊时,当周围的风速大于2米/秒时应采取防风措施(如:加挡风板)。雨血天气或空气相对湿度大于80%时应采取相应的保护措施(如:挡雨棚或移至室内进行焊接工作。)否则一律不得进行焊接。在焊接时应佩带相应的防护用品,以免眼睛受到弧光的击伤。
焊接设备:CO2气体保护焊焊接设备应采用设备制造厂生产的专用设备,并应定期进行严格的检测与维修。CO2焊接电源必须具备必要的电流容量及适合于焊接的电气特性。焊枪必须具备必要的电流容量及耐用性能,而且还要有良好的操作性能,必须能稳定地送丝,焊枪的外壳必须有良好的绝缘性能。使用保护气体时所采用的压力表和流量计必须刻度清晰,能得到稳定的流量,如采用气体加热器必须充分考虑其安全性。
焊前准备:坡口形式一般受接头的形式、板厚、焊接方法、焊接位置、生产场地的限制,原则上可按表1选择。
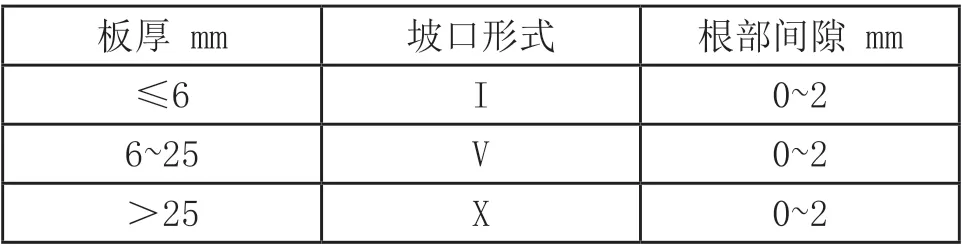
表1 坡口形式
焊前清理:焊前应对坡口及两侧各20mm内进行清理,去除马污物、油污、油漆、铁锈、氧化皮、潮气等影响焊接质量的物质。油污、油漆可通过火焰烤掉。
焊接装配与检查:在焊前,被焊件应被安装到准确的位置,并检查坡口两侧的板是否对齐,当错边超过规定值,间隙超过值时,应进行调整。确定符合要求后,拼板对接可以直接用定位焊进行定位,分段大接缝应通过马板进行固定。
定位焊的长度一般为30~50mm,间距为150~200mm,焊层厚度约为1/3板厚。对于有预热要求的母材,在定位焊时同样应进行预热。定位焊所用母材与正式焊接一致。
引弧与熄弧:焊缝的始末端应安装引熄弧板,引熄弧板的规格一般为150×150mm,厚度与被焊材料的厚度相当。引熄弧板上应开与焊缝相同的坡口在焊接过程中熄弧,重新开始焊接的焊缝应与前面那条焊缝有最少15mm的重叠区域。
预热温度:当焊接环境温度低于-5℃施焊一般强度钢,预热温度不低于80℃,环境温度低于0℃施焊高强度钢时,预热温度不低于100℃左右。板厚超过超过38mm(以薄板为准)进行施焊时,最低预热温度为65℃。对于两种材料的焊接,最小预热温度不得低于最小预热温度中最大的那个。
焊接操作要点:焊接前必须检验确认焊机及其附属设备以及供气系统都能正常工作。喷嘴必须经常清理,导电嘴亦须经常更换。在焊接过程中要避免焊枪软管过渡弯曲。在焊接过程中,焊枪可作适当摆动,但摆动幅度不得超过焊死直径的10倍。
外观检查:每层焊道完成后,都应进行外观检查,对有缺陷(如:气孔、裂纹、焊瘤等)的位置应修补后再进行下一道的焊接。整个焊缝焊接完后,应对照《船舶建造质量标准》进行检查,如果存在不符合要求的位置,应进行修整。
无损检测:对于有无损检验要求的部位进行相应的射线(RT)、超声波(UT)、磁粉(MT)或着色(PT)检验。
6 小结
高质量的船体板材焊接是影响船舶寿命的重要因素;随着科技的进步,船体板材焊接会朝着智能化,自动化焊接的方向发展。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
少儿美术·书法版(2021年12期)2021-10-24 02:50:28
装备制造技术(2020年9期)2021-01-26 00:14:42
数学小灵通·3-4年级(2020年5期)2020-06-24 05:52:42
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
模具制造(2019年4期)2019-06-24 03:36:42
数学小灵通(1-2年级)(2017年3期)2017-04-16 04:40:30
焊接(2016年6期)2016-02-27 13:04:57
印制电路信息(2015年6期)2015-12-30 12:57:50
