动力锅炉省煤器集箱泄漏原因分析
2022-07-11 03:38郭庆峰
设备管理与维修 2022年5期
郭庆峰
(中国石油大庆炼化公司,黑龙江大庆 163411)
0 引言
某炼化公司5#锅炉于2016年对省煤器进行更换,更换后的运行过程中,上级省煤器出口集箱管接头经常出现漏点,泄漏影响锅炉负荷和安全运行,必须停炉后进行处理,锅炉切换不仅造成经济损失,可能还会影响环保指标。对设计、安装、运行等方面进行检查和分析,根据分析结果制定整改计划并逐步实施,同时,根据分析和检查结果,重新设计上级省煤器,彻底解决泄漏问题。
1 名词解释
(1)省煤器:安装于锅炉尾部烟道下部用于回收排烟余热的一种装置。将锅炉给水加热成汽包压力下的饱和水的受热面,由于它吸收高温烟气的热量,降低了烟气的排烟温度,节省能源、提高效率,因此称之为省煤器。
(2)省煤器集箱:集箱的作用是混合或者分配汽水工质,除氧水由给水管道进入入口集箱内,由箱体分配给各省煤器管束,这些管束中的水不断吸收热能,汇集到省煤器出口集箱中再通过集中管路流进锅筒内。其中,省煤器集箱上开口焊接大量的小直径管接头与受热面管束相接。
(3)焊接热影响区:简称HAZ(Heat Affected Zone),在焊接热循环作用下,焊缝两侧处于固态的母材发生明显的组织和性能变化的区域,称为焊接热影响区(图1)。

图1 焊接热影响区
按加热温度和组织特征,热影响区可划分为过热区、正火区、部分正火区和再结晶区4个区域。
焊接接头由焊缝、熔合区和热影响区3个部分组成(图2)。焊接热影响区是指在焊接过程中,母材因受热影响但未熔化而发生不均匀的组织分布,因而其性能的分布也必然是不均匀的。特别是热影响区的某些部位,由于组织和性能的变化而成为整个焊接接头的薄弱部位。焊接热影响区只是一个较小范围的局部区域,一般宽度只有几毫米。

图2 焊接接头
(4)焊接热处理:在焊接前、焊接过程中或焊接后,将焊件全部或局部加热到一定温度,保温一定的时间,然后以适当的速度冷却,以改善焊件的焊接工艺性,消除或降低焊接残余应力,改善焊接接头的金相组织和力学性能的工艺方法。焊接热处理包括预热、后热和焊后热处理。常用方法:电加热和火焰加热。
2 设备简介
5#锅炉为单锅筒自然循环燃油燃气蒸汽锅炉,型号为HG-130/3.82-Y1,前部为燃料燃烧室,水平烟道布置两级过热器,下行烟道布置省煤器、催化剂和烟气换热器(图3)。锅炉参数见表1。

表1 锅炉参数

图3 锅炉结构
2016年,5#锅炉脱硝改造将单级省煤器改为两级省煤器,省煤器设置进出集箱,省煤器出口集箱规格为Φ219×12 mm,L=3080 mm,材料20G,1件;管接头Φ108×8 mm,材料20G,3根;管接头Φ32×4 mm,材料20G,60根。
5#锅炉2016年改造至今共计运行约16 100 h,全面检验及年度检验均未发现问题,定期进行充氮保护、受热面清灰、催化剂更换等维护。5#锅炉维修主要发生在上级省煤器出口集箱漏点处理问题上。
3 泄漏经过及影响
3.1 泄漏经过
上级省煤器出口集箱短接头自2016年12月11日第一次发生泄漏,截至2017年4月22日共计发生泄漏24处,2017年5月4—12日对上级省煤器出口集箱进行更换,对省煤器管束处的浇筑料拆除减少管束应力,进行组对焊接,全部氩弧焊。2017年6月12日上级省煤器出口集箱(图4)短接头又发生泄漏,截至2020年1月22日共计发生泄漏16处(图5)。

图4 省煤器上集箱

图5 省煤器漏点
3.2 造成的影响
(1)影响设备安全运行。一是可能造成汽包水位下降,水位难保持,二是可能造成省煤器侧烟气温度差增大,三是如不及时处理,可能吹坏相邻管束,对设备造成更大破坏。
(2)影响人身安全。省煤器系统属于承压设备,而且介质温度较高,如泄漏增大或爆管,可能造成人员伤害。
(3)影响公司平稳生产。发生泄漏要进行锅炉负荷降低调整,并及时进行停炉处理,负荷变化调整可能影响公司蒸汽正常使用。
(4)造成经济损失。130 t/h锅炉启、停过程造成的能耗损失约2万元,另外,泄漏点也存在能耗损失和处理漏点的维修费用。
4 原因分析及检查处理情况
4.1 初步分析
省煤器泄漏位置均在集箱和管接头的焊接熔合区和热影响区域内,均为横向裂纹在相同位置出现重复开裂。分析导致省煤器短接管频繁泄漏的可能原因有以下方面:
(1)操作不当,运行工艺参数超标。
(2)材料选择错误。
(3)设计不合理。
(4)安装质量不合格。
(5)过热。
(6)腐蚀。
(7)受热应力影响。
4.2 根据原因分析进行检查
(1)2016年发生的泄漏,原因排查时首先检查的是操作记录和运行参数曲线,未发生超温、超压和其他操作不当现象,近期泄漏排查也没有类似情况。
(2)设备经过四川特检院和大庆市三维检验监测公司检验合格,2017年2月17日对省煤器集箱进行材质检测,未发现有材料问题(图6)。2017年5月4日更换省煤器集箱,对新到货集箱材质检验合格,而且材料选用的是20G高压锅炉用无缝钢管(图7)。

图6 省煤器集箱材质检验

图7 新省煤器集箱材质检验
(3)5#锅炉省煤器由四川锅炉厂设计制造,具有专业锅炉设计和制造资质,并经特种设备检验机构检验合格。
省煤器集箱泄漏管束与集箱采用承插焊形式,承插焊形成的是角焊缝,承插焊的承口有补强的作用,所以高压下也多有使用,省煤器管束与集箱的短接管采取对接焊的方式进行连接(图8)。

图8 省煤器集箱管焊接处
省煤器安装完成后进行试运,发现烟气换热温度不能满足脱销工艺要求,设计单位提议对上级省煤器烟气入口加装挡板以调整换热面积,挡板加装后在对上级省煤器支管管壁测温时,发现部分管束存在超温现象,设计单位技术人员进行核算分析后,指导对超温管束进行截断,集箱截断短接管进行封堵,共计封堵8组省煤器换热管束(共30组),换热面积减少728 m2,才能够满足使用要求,同年对省煤器出口集箱进行更换,至今未发现省煤器管束超温现象。
封堵的管束由于长时间在烟气中干烧,现场出现塌陷变形现象,部分翅片变形后插入到相邻管翅片中(图9)。

图9 省煤器管塌陷
(4)省煤器改造后运行时间较短,出口集箱更换后累计运行时间仅为12 300 h。省煤器集箱处多次拆装保温,未发现外部腐蚀现象,大连特检院在对省煤器集箱全面检验也没有发现腐蚀现象。另外,水质有车间和质检中心的化验数据监督,未出现水质不合格的现象,如水质腐蚀应为点腐蚀或腐蚀减薄,不会出现裂纹现象。
(5)对省煤器出口集箱进行更换后,至今未发现省煤器管束超温现象。但在省煤器安装过程中存在管束组对焊接时有采用机械力强制管束对中的情况,可能有应力未消除问题。
(6)对漏点进行检查可见,漏点位置均为集箱短接管角焊缝焊接熔合区和热影响区域内,均为横向裂纹,并存在重复出现的情况。
锅炉在启、停过程的温度变化产生应力变化,特别是在启、停过程中热应力使设备产生较大的膨胀力,对于省煤器集箱本身几乎不能发生变形和移位,只有与之相连接的管束应力变化传递给集箱,致使集箱发生位移。通过观察膨胀指示可见省煤器集箱向东南(ES)方向发生位移,主要应是省煤器管Ⅰ和Ⅱ产生的热膨胀力F1和F2造成的(图10),集箱位置沿着位移方向发生变化,但也由于集箱卡具,3根DN100的出水管Ⅲ和固定在4根钢梁上的省煤器管束支撑Ⅳ等作用,使集箱位移受到限制,致使省煤器管Ⅰ和Ⅱ产生的膨胀力集中在集箱短接管根部,如果某一根管承受不住集中的应力,就会在集箱接管角焊缝熔合区或热影响区相对薄弱的接管母材一侧发生裂纹。

图10 省煤器管热膨胀力分析
从泄漏次数统计分析,Ⅰ组省煤器管的漏点较多,按工艺原理Ⅰ的温度应最高,温度越高膨胀长度就越大,Ⅰ和Ⅱ的弯度都应能够起到自然补偿来消除管道膨胀带来的应力,但Ⅱ的弯度更大,所以,Ⅱ能承受的应力变化能力更强,而Ⅰ最先遭到破坏。
具体受力情况如图11所示,省煤器管束由安装在4处空心钢梁上的支柱Ⅳ进行支撑,所以,蛇形管更多的向上方(U)膨胀,Ⅰ在集箱的弯处受到向左上方(UL)的力,而对接焊缝的强度、受力状况等要优于承插焊缝,所以,泄漏点发生在集箱根部角焊缝焊接熔合区和热影响区域内。
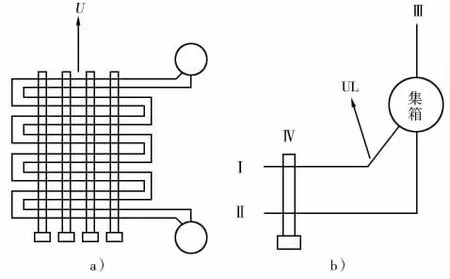
图11 省煤器管受力方向
4.3 原因确定
根据可能存在的原因和检查结果判断,发生上级省煤器出口集箱短接管频繁泄漏的根本原因如下:
(1)直接原因:管线受应力影响,导致在集箱接管角焊缝相对薄弱的接管母材一侧发生泄漏,即焊道与母材间的熔合区或热影响区发生横向裂纹。
(2)间接原因:①省煤器设计存在缺陷,而且管束封堵后,截断的省煤器管束塌陷,翅片插入相邻管翅片内受限,烟气流量也较大,附近的管束受热影响,与其他管束热应力出现差异,膨胀变形不同;②集箱支撑限制设备自由膨胀;③管束对接过程采用机械力强制牵引,导致管束承受应力;④施工质量验收不到位,没有及时纠正和整改采取机械力强制对中焊接的问题,安装跟踪不及时,没有进行省煤器支撑、限位等关键点确认。
4.4 整改措施
(1)安装膨胀指示器,及时监督设备膨胀情况。
(2)检查烟道内的省煤器管束,对塌陷的管束上方进行挡板隔离,减少临近省煤器管束的高温烟气影响。
(3)拆除省煤器集箱检查孔,检查集箱内管束口没有异物堵塞。
(4)检查省煤器穿墙管处为浇注料封闭,为了消除浇注料影响管束膨胀的可能性,将浇注料改为硅酸铝纤维毡进行封闭。
(5)漏点处理:①选用J427电焊条,采取手工电弧焊的方式进行多层多道作业;②对裂纹部位尽量进行打磨之后进行补焊;③对漏点相邻短接管焊道处进行加强;④对无法补焊的管束弯管处进行更换,将弯管弧度加大,增加膨胀量,集箱处掏孔角焊缝,水平管对接焊;⑤进行焊接热处理,减缓焊缝和热影响区的冷却速度,保护焊缝及热影响区的组织和性能。
(6)省煤器出口集箱支撑之初安装形式为集箱坐落在U形支撑内,可能存在膨胀受限的情况。首先,经过分析和对比4#锅炉省煤器集箱支撑形式,将5#锅炉省煤器出口集箱支撑形式改造成水平支撑和倒U形卡限位相结合,且U形卡可调整(图12)。
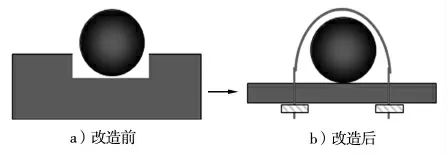
图12 省煤器集箱支撑形式改造
(7)由于集箱位置限制省煤器管束在集箱处的热膨胀,使管束始终承受较强的热应力,先后在集箱支撑处曾加两块3 mm厚的钢板(图13),目前集箱已提高6 mm,目的是将省煤器管在冷态下受力拉伸,当管束在热态膨胀时起到补偿作业,由于部分管束弯管进行了更换,目前垫板拆除1片。
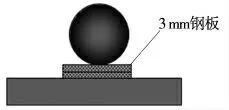
图13 省煤器集箱垫板
(8)加强对省煤器上级集箱的巡检和定期检查,包括膨胀指示,温度变化等内容。
(9)加强工艺操作监督,发现问题严肃考核。
(10)加强学习培训,提高业务水平,并继续进行泄漏原因的技术分析和消减措施实施工作。
(11)制定大修计划,对上级省煤器进行重新设计,采用悬吊结构,在管夹内可以适当自由膨胀,利于吸收热膨胀应力;集箱管接头张得较开,也有利于吸收热膨胀应力;管接头为厚壁管,与集箱角接焊透(图14)。

图14 省煤器布置
5 总结
锅炉作为关键设备,设备完好尤为重要,上级省煤器出口集箱管接头泄漏直接影响锅炉安全运行,经过现场排查情况进行原因分析,在逐步落实整改措施的同时,对上级省煤器进行重新设计,采用悬吊结构,集箱管接头张得较开,管接头为厚壁管等措施,彻底解决省煤器集箱管接头泄漏问题。另外,要严格控制运行参数和工艺操作,禁止出现超温和超压等异常参数,并且要加强检修质量管控,检修质量验收严格执行标准规范,按照检修作业规程作业,步步有确认,发现问题及时纠正。
猜你喜欢
内燃机与动力装置(2022年4期)2022-09-30
城镇供水(2022年4期)2022-08-20
科技视界(2022年9期)2022-04-09
昆钢科技(2021年6期)2021-03-09
合成树脂及塑料(2021年1期)2021-01-13
航空维修与工程(2020年7期)2020-09-18
科学技术创新(2020年2期)2020-03-24
科技与企业(2015年19期)2015-10-21
科技视界(2014年25期)2014-04-27
中国新技术新产品(2011年14期)2011-11-09