
海上油田伴生气凝液回收工艺方案分析与优化
2022-07-11 08:33:44王玮健王涛王君如刘博
石油和化工设备 2022年5期
王玮健 王涛 王君如 刘博
(海洋石油工程股份有限公司 天津市 滨海新区 300451)
引言
南海某油田含有大量伴生气,由于气质较富,伴生气在增压、洗涤、冷却过程中产生大量凝液。天然气凝液是天然气中析出的液态烃混合物类物质的总称,可以作为产品直接存储销售,也可以通过相应工艺将凝液分离成乙烷、丙烷、丁烷、天然汽油等燃油产品。合理的回收工艺是决定天然气凝液使用效率的关键性因素。
在海上生产中,天然气凝液可经过分离得到合格的LPG产品,其余较轻的组分(C1、C2)可作为燃料气;较重的组分(C5+)作为稳定原油储存。
1 基础数据
原料凝液主要来自燃料气系统涤气罐,经聚结分离器脱水至50ppm后进入LPG回收装置,凝液压力为2600kPaG,温度为45度。
凝液典型组分如表1所示,LPG产品指标如表2所示。

表1 原料凝液分析(mol,%)

表2 LPG产品指标[1]
2 现有工艺分析
2.1 工艺介绍
目前凝液回收装置采用直接精馏法。如图1所示,经聚结分离器脱水至50ppm的凝液进入脱乙烷塔,塔顶得到燃料气,塔底产品进入脱丁烷塔;经脱丁烷塔分离后,塔顶得到LPG,其余重烃从脱丁烷塔塔底流出,进入原油舱。

图1 FPSO凝液回收流程
2.2 物料平衡
产品组分和LPG收率如表3所示,整体功耗为1345KW,LPG收率不足85%。
对回收流程分析可知,本套流程优点在于装置数量少,操作简单,LPG回收装置整体能耗较低;但缺点在于LPG收率较低,大量气态C3和C4组分随伴生气从脱乙烷塔塔顶排出,不仅降低了LPG收率,同时影响燃料气气质,下游设备容易出现黑烟和结焦等问题。
3 工艺优化与分析
为进一步回收脱乙烷塔塔顶气相中C3和C4组分,可采用油吸收法,利用脱丁烷塔塔底的凝析油对脱乙烷塔气相进行再吸收,将C3和C4组分变为液体,进入脱丁烷塔分离,进一步提高LPG收率。
3.1 油吸收法简介
油回收工艺利用了装置自产稳定轻烃作为吸收剂,打破原料气中原有组分的气液平衡状态,达到组分分离的目的。根据亨利定律:
K= yi/xi
其中,xi为组分i在液相中的摩尔分数;yi为组分i在气相中的摩尔分数;K为平衡常数。
当多组分体系达到平衡后,所有组分的气化速率与液化速率相同,从而保证了气液组分不变。
为了保证在平衡常数不变的情况下使平衡朝着产生更多凝液的方向移动,可以通过添加重组分凝析油,减少轻组分在液相中的比重,迫使气相中的轻组分变为液态,从而增大轻组分在液相中的摩尔浓度,打破现有平衡,使新的平衡朝着产生更多凝液的方向移动[2-3]。
根据操作温度,油吸收法可分为常温吸收和低温吸收。常温吸收多用于中小型装置,低温吸收采用通过外部制冷系统冷却的吸收油与原料气直接接触,将天然气中的轻烃吸收下来,解吸后的贫吸收油可循环使用。
3.2 工艺流程
考虑到装置处理量较小,为尽可能降低设备能耗,本次选用常温吸收法。
回收流程如图2所示。脱乙烷塔塔顶气体进入重吸收塔塔底,脱丁烷塔塔底凝析油经海水冷却器冷却后,部分进入原油货舱,其余经循环泵加压后进入重吸收塔塔顶。经重吸收塔后,气相中部分C3和C4变为液相经重吸收塔塔底排出,进入脱丁烷塔分离;气体从吸收塔塔顶排除,作为燃料气供下游用户使用。

图2 重吸收回收流程
3.3 收率影响因素
油吸收法根据吸收原理,打破原料气中原有组分的气液平衡状态,达到组分分离的目的。影响重吸收塔收率的可控因素主要有进料温度、操作压力和进料气液比。
3.3.1 重吸收塔操作温度
吸收塔操作温度越低,越有利于轻烃吸收。考虑到本次采用常温油吸收法,冷却器利用海水对原料进行冷却,过低的冷却温度将造成海水用量激增,换热器尺寸增大,跟据模拟可知,最佳冷却温度为30度。
3.3.2 脱丁烷塔回流比
影响LPG收率另一个重要因素是吸收塔气液比。气液比过高,液烃无法完全吸收气体中的轻烃组分,影响收率;气液比过低,将使脱丁烷塔负荷过高,同时气体中的C1和C2组分进入重烃中,影响LPG组分。回流比和收率关系如下,由图3可知随着回流比增大,LPG收率不断上升,但收率增速明显降低。
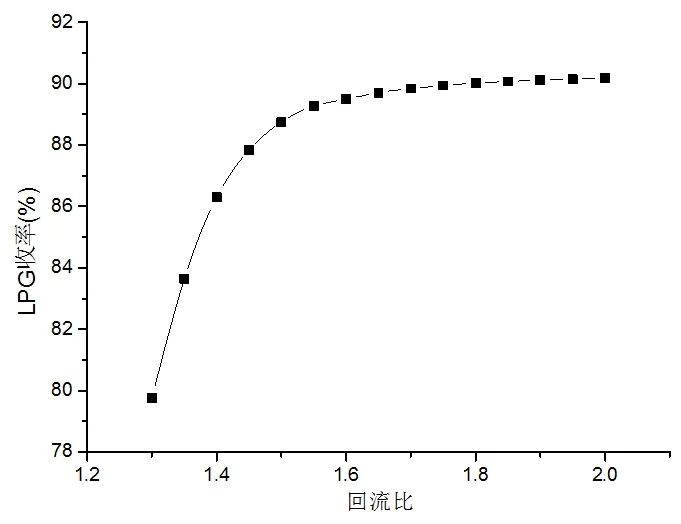
图3 回流比-收率关系
如图4和图5所示,增加回流比将使脱丁烷塔塔底再沸器和海水冷却器功耗提高,因此建议回流比为1.6。

图4 加热器功率与回流比关系

图5 海水量与回流比关系
3.3.3重吸收塔塔板数
重吸收塔塔板数与收率关系如图6所示,增加塔板数量有助于重吸收塔达到气液平衡,但过多的塔板将增加重吸收塔塔高、增加投资,建议重吸收塔理论塔板数4块为宜。

图6 塔板数与收率关系
3.4 物料平衡
采用重吸收回收法后产品组分和LPG产率如表所示,与表3相比,采用重吸收法后燃料气重烃含量减少,气质更优;LPG和凝析油产量增加,LPG回收率上升。

表4 油吸收法产品组分和LPG收率
3.5 方案对比
下表展示了两种工艺的经济指标对比结果。虽然重吸收法燃料气和海水耗量更大,但经济效益更好。采用重吸收法后,LPG每年产量较原方案增加13397.4吨,净利润增长38.4%,同时LPG回收装置得到的燃料气能够满足自身能耗需求。因此,重吸收法更有优势。
4 结论
利用ASPEN HYSYS对于南海某FPSO上的LPG回收装置进行工艺模拟与优化分析,提出了重吸收回收方案。跟据模拟,采用重吸收法回收工艺后LPG收率可达89.21%,较原回收工艺增加5.28%;同时经济效益也有上升,年净利润较原设计增加1660万元。跟据对重吸收方案分析,建议重吸收塔操作温度为30度、重烃回流比为1.6、重吸收塔塔板数为4块,此时经济效益最佳。
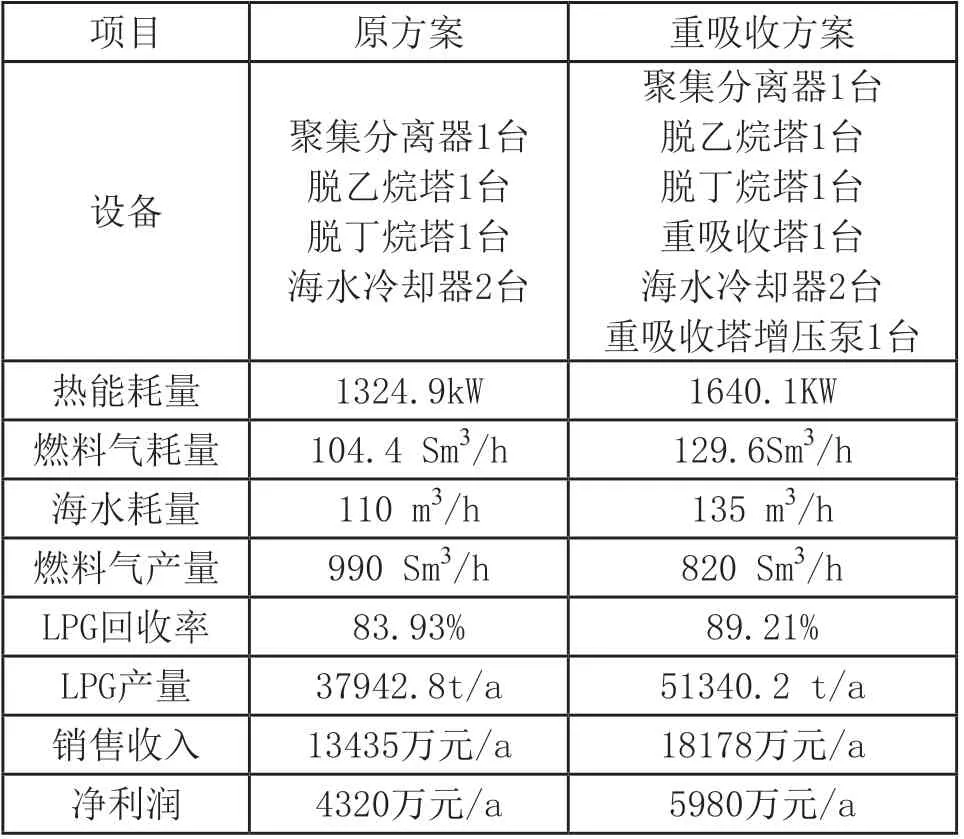
表5 方案对比
猜你喜欢
中国民族民间医药(2024年6期)2024-04-10 02:07:24
新疆大学学报(自然科学版)(中英文)(2022年4期)2022-08-02 10:56:40
山西化工(2022年3期)2022-07-06 10:16:38
化工设计(2022年1期)2022-03-07 12:11:18
科学技术创新(2021年19期)2021-07-16 10:07:18
中国矫形外科杂志(2021年11期)2021-04-17 16:14:04
石油化工(2020年8期)2020-09-15 06:33:16
锦绣·下旬刊(2019年2期)2019-10-14 23:09:43
山东化工(2019年15期)2019-09-04 08:42:46
山东化工(2017年14期)2017-09-16 03:11:47
