
餐厨垃圾处理项目臭气控制及应急除臭工艺优化
2022-07-04 07:59吴潇潇
中国资源综合利用 2022年6期
徐 振,李 薇,吴潇潇
(1.华北电力大学,北京 102206;2.天津辰力工程设计有限公司,天津 300010)
餐厨垃圾包括餐饮垃圾和厨余垃圾,主要为饮食剩余物和果蔬、肉食、油脂、面点等加工过程的废弃物[1]。随着我国居民生活水平的不断提高及餐饮行业的快速发展,中国餐厨垃圾产生量与日俱增。据统计,2021年前三季度全国餐饮收入达32 750 亿元,同比增长29.8%[2]。市场存在大量急需收集、转运、处置的餐厨垃圾。近年来,国家出台了垃圾分类政策,其中餐厨垃圾处置受到行业的广泛关注,各地餐厨垃圾处置项目相继提上日程,部分生活垃圾焚烧发电厂凭借自身经济优势,投资建设餐厨垃圾协同处置项目。
恶臭废气作为餐厨垃圾处置过程中不可避免的产物,其感官体现为综合性恶臭异味。张妍等[3]对3个餐厨垃圾处置项目的废气进行采样分析,结果表明,恶臭废气中典型的恶臭物质为氨、硫化氢、甲硫醇、甲硫醚和二甲二硫等,可初步考虑将其作为国内餐厨垃圾处理设施的典型恶臭物质。上述恶臭物质是二次气溶胶粒子形成的重要前体物,能进一步诱发灰霾污染,严重危害人体健康和生态环境[4]。餐厨垃圾协同处置工艺能将恶臭废气引入垃圾仓,经焚烧后实现无臭化处置。但和其他垃圾处置项目一样,餐厨垃圾的处置过程存在车间内恶臭废气逸散、积聚以及应急除臭排放的废气仍有异味等问题。因此,如何有效控制和处理这些恶臭废气是餐厨垃圾处理企业急需解决的主要难题。
1 工程概况
某企业建设有200 t/d 餐厨垃圾处理间,其与城市垃圾焚烧发电厂合建,处理工艺如图1 所示。餐厨垃圾处理间内的设备位于一个单独空间。车间抽气保持负压,最大风量为70 000 m3/h,恶臭废气进入焚烧炉焚烧或经应急除臭系统中碱酸洗涤和紫外线(UV)光解处置达标后排放。
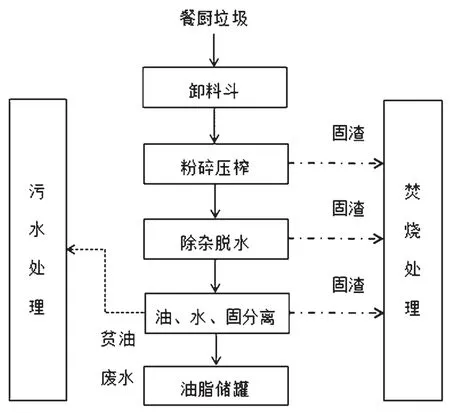
图1 餐厨垃圾处理工艺
2 车间环境问题
生产过程中,车间内恶臭废气的逸散和积聚等环境问题呈现控制难度大的特点。一方面,臭源点密封性差,造成恶臭废气逸散;另一方面,车间环境负压与臭源点负压不协调,导致恶臭废气积聚。目前,国内部分餐厨垃圾处理厂普遍采用的措施是增大车间负压,但仍不能有效解决臭气逸散和积聚问题,同时增加了引风机能耗,造成处理废气的成本显著增加。
3 车间环境治理措施
为减少恶臭废气产生量、控制处理成本,实现车间环境无臭化,该企业有针对性地制定了源点控制、梯度引流、精细控制和强化生产管理的治理方案。
3.1 减少臭源点、隔离重点臭源点区域并密封臭源点,确保源点恶臭废气可控
餐厨垃圾处置项目的臭源点主要存在于卸料间、各类储液水池(水箱)、渣间、车间地沟、螺旋和设备观察窗口等位置。一是减少车间内臭源点数量。车间内布置监控设施,现场仪表与电动/气动阀门联锁控制,实现生产过程的自动化监管,并采用透明视盅等,取代传统打开式设备观察窗口,仅取样管保留了必需的人工观测点。二是隔离重点臭源区域。用隔离间将卸料斗卸料区域封闭,利用螺旋将固渣输送至垃圾仓,取消原开放式渣间。三是封闭臭源点。水池密封采用水封方式,罐体/箱体盖板进行密封。通过以上措施,严格控制车间臭源点恶臭废气。
3.2 合理分配臭源点换气量,在一定空间范围内形成气流梯度
车间通过合理分配臭源点换气量,使废气按照预设的气流梯度路线流动,能局部改善车间内臭气分布,起到引流导向作用。既定路线为:外界环境—车间环境—非密封臭源点—收集风管—焚烧炉/应急除臭系统、密封臭源点—收集风管—焚烧炉/应急除臭系统、非密封臭源点—密封臭源点—收集风管—焚烧炉/应急除臭系统。
3.3 确定引风系统最优参数,降低收集风管静压,确保恶臭废气产生量最小化
臭源点的物料蒸发量(臭气产生量)与该点抽气的风压有关,通过精细调整臭源点的臭气收集管手阀,保障臭源点抽气量稍大于废气产生量,能减缓物料蒸发,实现恶臭废气产生量最小化。目前,引风系统收集风管静压由600 Pa 降至350 Pa,风机频率由41 Hz 降至20 Hz,末端排风量由25 000 m3/h 降至 10 800 m3/h 左右,大大降低了后续处理系统的负荷和引风机能耗,达到节能减排的目标。
3.4 强化生产管理,非密封臭源点不积存臭源物
非生产期间,为保障车间内臭源点恶臭废气可控,降低除臭成本,应及时清理非密封臭源点物料,避免引风机24 h开启。
采用上述恶臭废气治理措施后,车间内恶臭废气的逸散、积聚问题得到解决,基本实现无臭化。当前,车间各臭源点信息如表1所示。
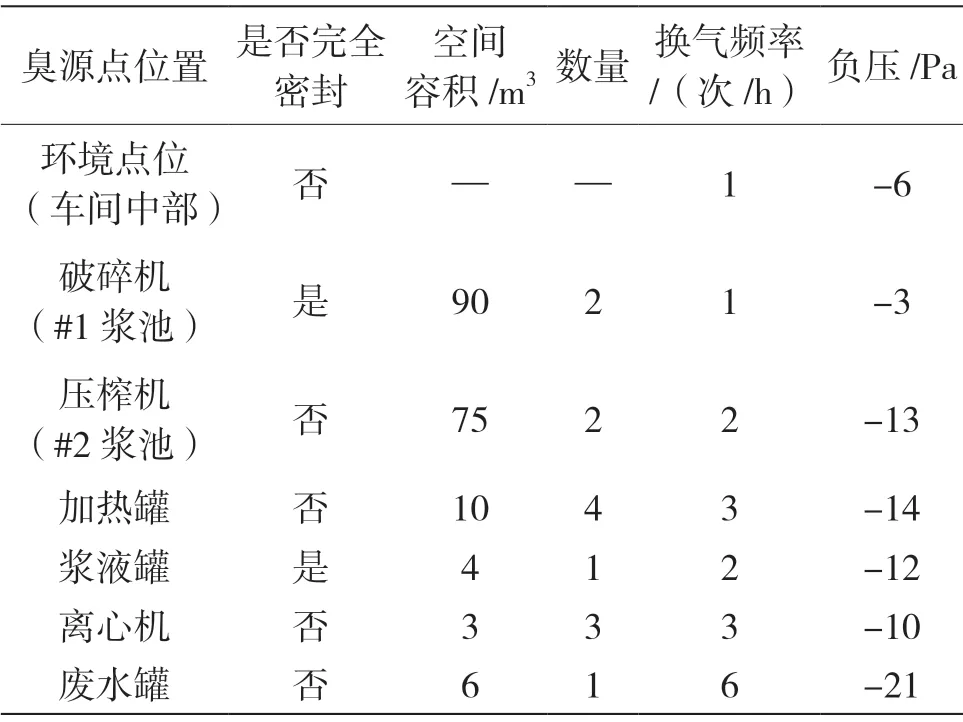
表1 车间各臭源点信息
4 应急除臭工艺
在焚烧炉故障的情况下,启用应急除臭系统,恶臭废气经应急除臭系统处理后外排。但排气区域存在明显的异味。为保障排气区域的环境质量,对排气口的达标恶臭废气进行成分分析,探讨异味产生的原因及现有应急除臭工艺的优化措施。
4.1 应急除臭废气排放分析
恶臭废气经应急除臭工艺处理后,排放气体的成分浓度应符合《恶臭污染物排放标准》(DB 12/059—2018)。该企业25 m 烟囱排放口的气体成分浓度与标准限值如表2 所示。由此可以看出,排放口处硫化氢、氨、甲硫醇、二甲二硫含量和恶臭废气浓度均超出标准限值。其中,硫化氢含量超出150%,氨含量超出500%,甲硫醇含量超出57.14%,二甲二硫含量超出324%,恶臭废气浓度超出1 980%。

表2 恶臭废气成分浓度及标准限值
恶臭废气浓度是多种污染物综合的结果,下面分析排放口主要致臭成分的浓度和嗅阈值[5],结果如表3 所示。由表3 可知,氨、硫化氢、甲硫醇、二甲二硫在25 m烟囱排放口的实测值均超过人体嗅阈值。其中,硫化氢和甲硫醇恶臭贡献值较高,二甲二硫的恶臭贡献值一般,氨的恶臭贡献值最低。
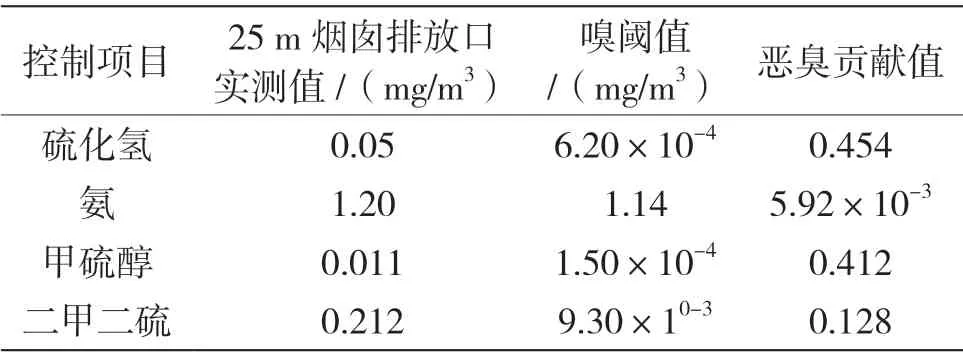
表3 主要致臭成分浓度及致臭贡献值
4.2 应急除臭工艺的优化
目前,国内外餐厨垃圾处理厂恶臭废气处理工艺主要包括焚烧法、生物法、等离子法、活性炭吸附法和UV 氧化法等,其主要原理及优缺点如表4所示。
基于表4 对各种除臭工艺的比选,考虑当前餐厨垃圾臭气的特点和成本等因素,该企业在现有的应急除臭流程后加装活性炭吸附设备,如图2 所示。优化后的工艺不仅具有处理能力大、启动快速、能间断运行的特点,而且能适用于成分更复杂、比例不固定的恶臭废气处理。

图2 优化后的应急除臭工艺
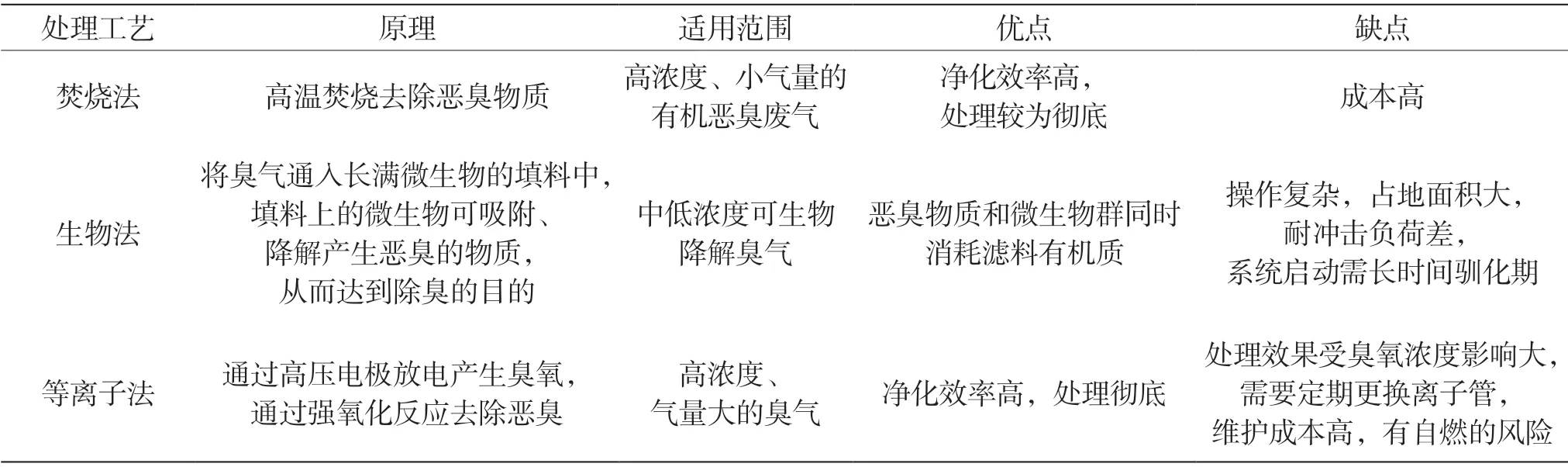
表4 不同恶臭废气处理工艺的原理及优缺点
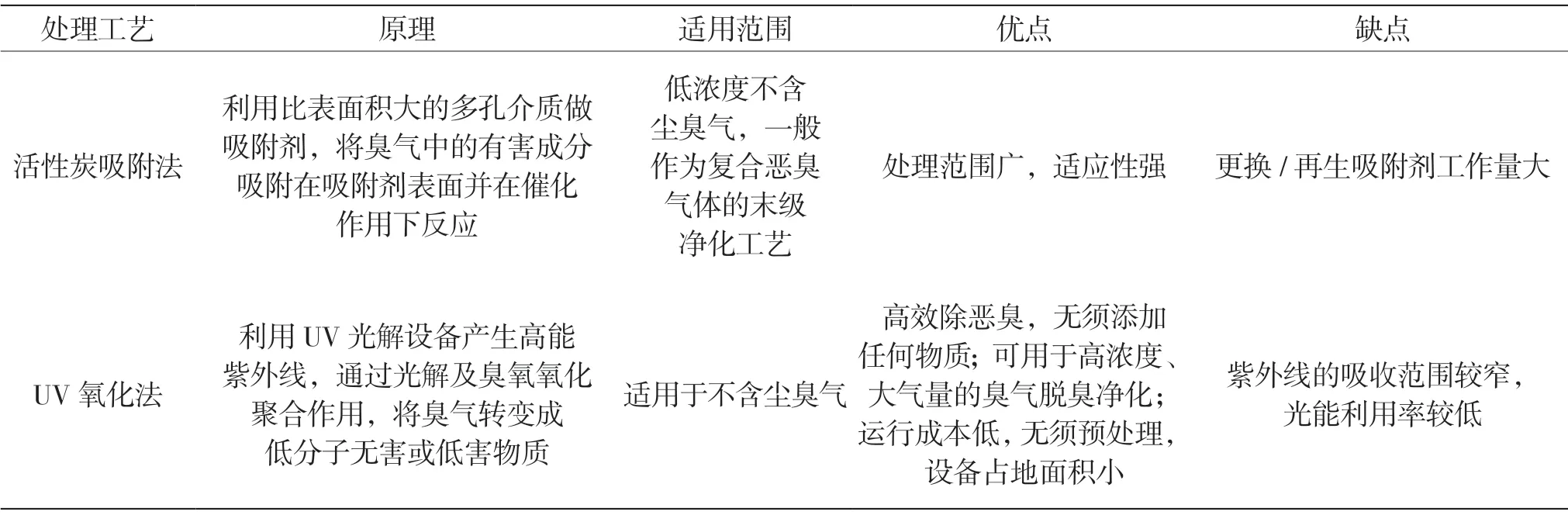
(续表4)
4.3 应急除臭工艺的可行性
活性炭吸附的机理是物理吸附和化学吸附,其对该餐厨垃圾处置项目恶臭组分中低浓度的硫化氢、氨、甲硫醇、二甲二硫具有良好的去除效果。活性炭在除臭方面的应用比较广泛,技术成熟,符合备用系统需求。活性炭具有比表面积大、孔隙结构丰富的特性,表面有羰基、吡喃酮等含氧基团及含氮基团。因此,可利用活性炭吸附废气中的恶臭物质。其中,含氧基团作为极性基团,能吸附水蒸气并在活性炭表面形成水膜,增强活性炭对硫化氢的吸附能力;含氮基团能增强活性炭的碱性,进而增强对硫化氢的吸附能力。积累在活性炭孔隙中的废气组分(硫化氢等)能与活性炭表面羰基、吡喃酮发生氧化反应。研究表明,通入氨气,能够提高活性炭对餐厨垃圾臭气中硫化氢和甲硫醇的吸附性能。因此,增加活性炭吸附设备能显著提升应急除臭工艺的处理效果。为了验证处理效果,该企业将优化应急除臭工艺前后的恶臭废气排放数据进行了对比,结果如表5所示。
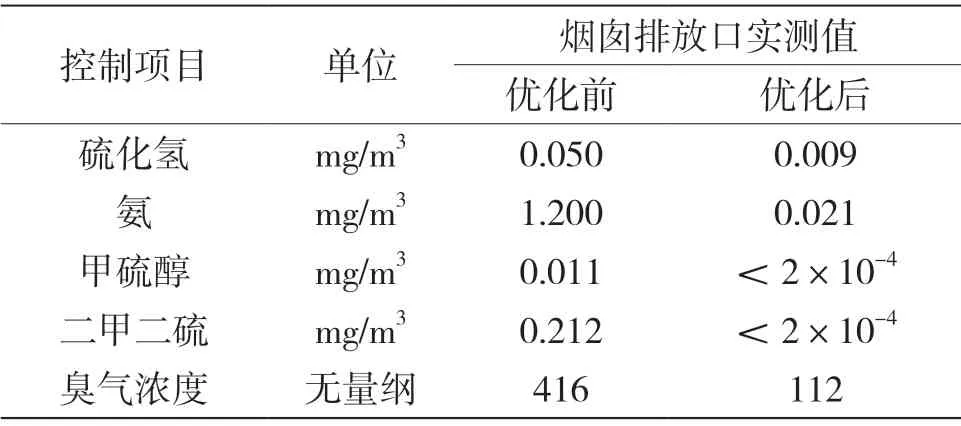
表5 烟囱排放口废气检测结果对比
对比发现,优化后的应急除臭工艺能显著降低烟囱排放口废气中氨、硫化氢、甲硫醇、二甲二硫等恶臭物质的含量,有组织排放臭气浓度也降至112,排放区域体感异味基本消失。
5 结论
针对恶臭废气治理,餐厨垃圾处理项目要结合车间内部布置及垃圾处置工艺流程,进行全方位的防臭除臭措施分析,形成一整套与工艺流程相适应的处理体系。该企业通过车间内源点控制、梯度引流和精细控制等措施打造了无臭的车间环境,同时降低了恶臭废气的排放总量和引风机功率,达到了节能减排的目标。优化后的“碱酸洗涤+UV 氧化+活性炭吸附”应急除臭工艺能有效降低排气口恶臭废气的浓度和排放量,从而降低恶臭废气排放对周边环境的不良影响。
猜你喜欢
化工管理(2022年31期)2022-12-23
煤气与热力(2021年12期)2022-01-19
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
能源工程(2021年1期)2021-04-13
矿业安全与环保(2021年1期)2021-03-06
中国食品(2019年1期)2019-09-10
劳动保护(2018年11期)2018-10-26
艺术科技(2017年1期)2017-04-05
人民教育(2016年18期)2016-07-17
小学教学参考(语文)(2016年3期)2016-03-23
