
一种烟箱批量自动加盖取盖装置
2022-07-04 14:51:59徐伟东陈立
科学与财富 2022年6期
关键词:自动化
徐伟东 陈立
摘 要:在烟草生产线中,为实现物流输送自动化,成品烟丝被存放在烟箱中。喂丝系统为保证正常供丝,每条喂丝输送线会有四个不带盖烟箱。在实际生产中,一天生产结束或者卷包机台出现故障,烟丝会长时间滞留在输送线上,需要进行加盖处理。而现有卷烟企业普遍采用的是人工方式解决这一问题。人工缺点是需要大量人力,存在安全隐患且不符合自动化工厂的设定目标。本装置所要解决的是提供一种结构简单、操作简易、定位准确、自动化程度高的喂丝输送线烟箱批量自动加盖取盖装置。
关键词:喂丝输送线;加盖取盖;不锈钢框架;自动化
主要问题:
自杭州卷烟厂卷包车间实行大2班生产模式以来,制丝车间在中班收尾后,需对喂丝站的“在线烟箱”加装防护罩,以保证烟箱内成品烟丝的品质。然而制丝喂丝站共有32台喂丝机,每台喂丝机输送线上一般存放4只烟箱,共有128个左右的烟箱箱盖需人工加装,需时30分钟左右。因此,烟箱加盖取盖劳动强度大,作业效率低和存在安全隐患的问题。
对策措施:
设计本装置所要解决的是提供一种结构简单、操作简易、定位准确、自动化程度高的喂丝输送线烟箱批量自动加盖取盖装置。
烟箱批量加盖取盖装置由不锈钢框架、辊筒、无纺布、电机、轴座支架、弹簧、支撑杆、轴承、弹簧、底板以及控制面板等组成。不锈钢框架为一个长方形空心框架,框架的一端与无纺布的一端固定连接,框架的另外一端通过底板与输送线的下方活性固定。无纺布的另外一端固定在辊筒上,剩余的无纺布整齐得卷置在辊筒上。辊筒两端通过两个轴座支架固定在小车系统框架上。电机由其中一个用于固定辊筒的轴座支架与另一个轴座支架固定在小车系统框架上。本装置采用的电机具有自锁装置,电机收紧后不会松开。控制面版由上电开关,隔离开关以及四组升、降、停按钮组成。当启动“降按钮”时,电机带动辊筒做旋转运动,进一步带动不锈钢框架做直线运动。当不锈钢框架刚开始做直线运动时,利用安装在不锈钢框架两侧的弹簧保证它做匀速运动;当不锈钢框架与输送线角度超过90度时,利用框架本身自重保证它匀速向下。当启动“升按钮”时,原理与前者相反。当遇到特殊情况时,启动“停按钮”。在不锈钢框架进行升降运动时,本装置采用了双重限位保护:一是电机旋转运动转化为直线运动后由螺母控制电机启停;二是安装在输送线上的行程开关防止不锈钢框架升起时过载。另外,支撑杆的主要作用是确保降下的不锈钢框架能够不发生左右偏移准备到达预期位置,从而保证由不锈钢框架以及辊筒连接的无纺布将输送线上烟箱完全覆盖。
实施步骤:
实施一:选择框架与卷帘布材料。
1、选择框架材料,整个框架既要轻巧又要坚固,由于钢管长度有4米,发现不锈钢框架壁厚不够,中间就会产生应力弯曲现象。经论证:选择壁厚2.5-3mm左右的, 直径25mm外径的不锈钢管。
2、选择烟箱帘布材料,根据烟箱烟丝的特性,选择密封性好,耐磨且强度高的材料。
实施二:现场测绘,设计零部件,同时对轴承支撑座与轴承进行选型。
1、对框架底部转动支撑轴进行设计。
2、对卷帘电机传动轴进行设计。
3、轴承支撑座与轴承选型,根据设计要求选择轴承与轴承座
实施三:卷帘驱动电机选型。
1、 选择带行程控制的卷帘驱动电机,可以控制卷帘伸缩长度满足我们4烟箱的同时盖住的需求。
2、 对框架、卷帘驱动轴与框架横梁轴、卷帘重量进行测算,选择卷帘电机的载荷必须大于100公斤承载量,才满足布帘和框架转动所需的动力。
3、 最终选定JINSSN,带行程控制、刹车、手动等功能,能负荷600公斤的卷帘机以保证使用。
实施四:电气配件选型。
1、 正反转控制开关选择。
2、 本地开关选择。
3、 急停开关选择。
4、 行程开关选择。
实施五:机械与电气安装。
所有零部件制作采购完成后,在现场进行安装实验,电气程序改进,机电调试运行。
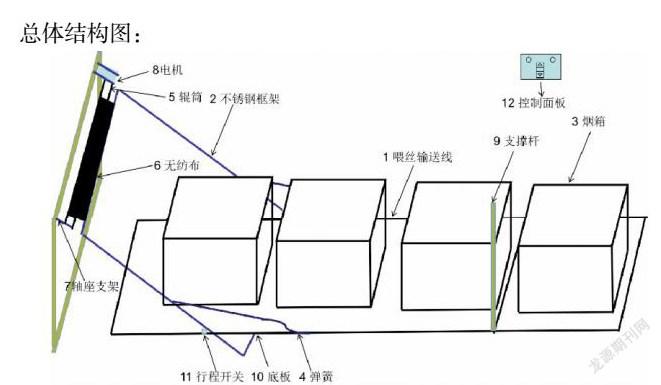
总体结构图:
工作原理如下:
当现场操作人员需要对喂丝输送线上的烟箱进行批量加盖时,打开控制面板如图7所示的上电开关1201以及隔离开关1202后,按下降按钮1205。电机8启动,电机8带动辊筒5做旋转运动,卷置在辊筒5上的无纺布6随着辊筒5的转动逐渐摊开,安装在不锈钢框架2上的弹簧4由原有拉伸状态慢慢收紧带动不锈钢框架做匀速运动。当不锈钢框架2与输送线成90度后,弹簧4完全处于原始状态,不锈钢框架2利用自身重量做匀速直线运动直至与支撑杆9接触。支撑杆9主要作用是保证不锈钢框架2不发生左右偏移准备到达预期位置。辊筒5继续转动,无纺布6不断摊开直至螺母控制电机8停止。此时,喂丝输送线1除翻箱位以外的烟箱3已被无纺布6完全覆盖,翻箱位烟箱只需进行自动回库。操作结束后,关闭隔离开关1202以及上电开关1201。
當现场操作人员需要对喂丝输送线上的烟箱进行批量取盖时,打开控制面板如图7所示的上电开关1201以及隔离开关1202后,按下升按钮1203。电机8启动,电机8带动辊筒5做旋转运动,覆盖在烟箱3上的无纺布6慢慢被卷起。当无纺布6被辊筒5以及不锈钢框架2拉紧后,不锈钢框架在辊筒的旋转力以及自身重力的作用下,不锈钢框架2开始做匀速直线运动。当不锈钢框架2与输送线成90度后,弹簧慢慢开始被拉伸,不锈钢框架2在辊筒旋转力、自身重力以及弹力三者作用下匀速运动直至螺母控制电机8停止。不锈钢框架2回到图1位置。为了避免不锈钢框架2收起过度,输送线1上安装了一个行程开关。当不锈钢框架2与行程开关11接触时电机8停止转动,起到双重限位保护的作用。操作结束后,关闭隔离开关1202以及上电开关1201。
当现场操作人员在加盖、取盖操作过程中需要暂停操作,按下停按钮1204,电机8停止转动,不锈钢框架2也停止运动。
实施效果:
本装置的有益效果是:根据喂丝输送线上的批量烟箱存放时间超过4小时只能人工进行加盖取盖操作,这种操作方式存在许多不足之处,本设计的目的是制作一种自动化程度高的烟箱批量自动加盖取盖装置。该烟箱批量自动加盖取盖装置能够自动有效完成对烟箱加盖、取盖工作,符合工厂自动化要求,节约人工,缩短加盖、取盖时间,同时避免人工操作过程中存在的安全隐患。
总结:
1.、通过“一种烟箱批量自动加盖取盖装置”的实施,进一步加大了机械与电气的相互协作。
2.、锻炼了小组成员的团队合作意识和科技创新意识。
3、提高了设备稳定性,提高了生产效率,降低了人力物力,解除安全隐患。
参考文献:
[1]陈立德,机械设计基础[M],2004.
[2]刘鸿文,材料力学,高等教育出版社1991
[3]芮延年,机电一体化系统设计[M],北京机械工业出版社,2004.
猜你喜欢
经营者(2016年12期)2016-10-21 07:39:01
中国科技博览(2016年19期)2016-10-19 14:47:24
中国科技博览(2016年19期)2016-10-19 13:40:37
中国科技博览(2016年18期)2016-10-19 07:01:13
中国市场(2016年36期)2016-10-19 03:40:15
科学与财富(2016年28期)2016-10-14 21:28:54
科学与财富(2016年28期)2016-10-14 19:52:27
科学与财富(2016年28期)2016-10-14 19:49:55
科学与财富(2016年28期)2016-10-14 19:33:38
科学与财富(2016年28期)2016-10-14 03:14:22
