
防磨喷涂技术在锅炉受热面防磨防爆中的应用
2022-07-04 06:15孙好英
科学与财富 2022年6期
关键词:腐蚀
孙好英



摘 要:通过对根据近几年火电燃煤机组可靠性统计,锅炉设备所造成的非计划停机时间约占全部非计划停机时间的53.1%,其所造成的非计划停机次数约占全部非计划停机次数的48.9%,其中锅炉四管爆漏所造成的非计划停运时间约占锅炉设备非计划停运时间的80.8%,其所造成非计划停运次数约占锅炉设备非计划停运次数的60.5%。
防止电力生产重大的二十五项重点要求中规定:防止大容量锅炉承压部件爆漏事故的发生,锅炉承压部件的爆漏是指因某种原因使管壁的局部应力超过材料的屈服极限、持久强度而发生爆漏。通常包括材料不当、管壁磨损、腐蚀、侵蚀减薄使应力升高、管壁超温使材料组织发生劣化而导致材料强度下降以及附加应力或交变应力等因素使管壁发生爆漏。防磨喷涂技术是作为许多电厂锅炉受热面减少爆漏的重要举措。
关键词:锅炉四管爆漏;管壁磨损、腐蚀、侵蚀;原因分析;防磨喷涂技术应用;取得效果
1 前言
某发电公司锅炉为上海锅炉厂产SG—2093/17.5—M910型亚临界参数锅炉,∏型汽包炉,采用控制循环、一次中间再热、单炉膛、四角切圆燃烧方式、燃烧器摆动调温、平衡通风、固态排渣、全钢悬吊结构、紧身封闭布置的燃煤锅炉。炉顶采用大罩壳热密封,炉顶管采用全金属密封,炉墙为轻型结构带梯型金属外护板,屋顶为轻型金属屋盖。
炉膛水冷壁热负荷区域均存在严重的结焦现象,且靠近吹灰器部位水冷壁管有吹损现象;低温段过热器、省煤器受飞灰磨损及吹灰蒸汽吹损较为严重。
热喷涂技术是利用热源将喷涂材料加热至溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。
冷喷涂是一种金属喷涂工艺,但是它不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,所以喷涂基体表面产生的温度不会超过150℃。
在火力发电厂根据锅炉受热面布置的位置不同,采用不同的喷涂工艺,达到锅炉受热面防磨防腐蚀的效果,有效防止锅炉受热面爆管,从而保证锅炉安全经济运行。
2 锅炉受热面磨损、腐蚀情况
2.1 水冷壁结焦腐蚀情况
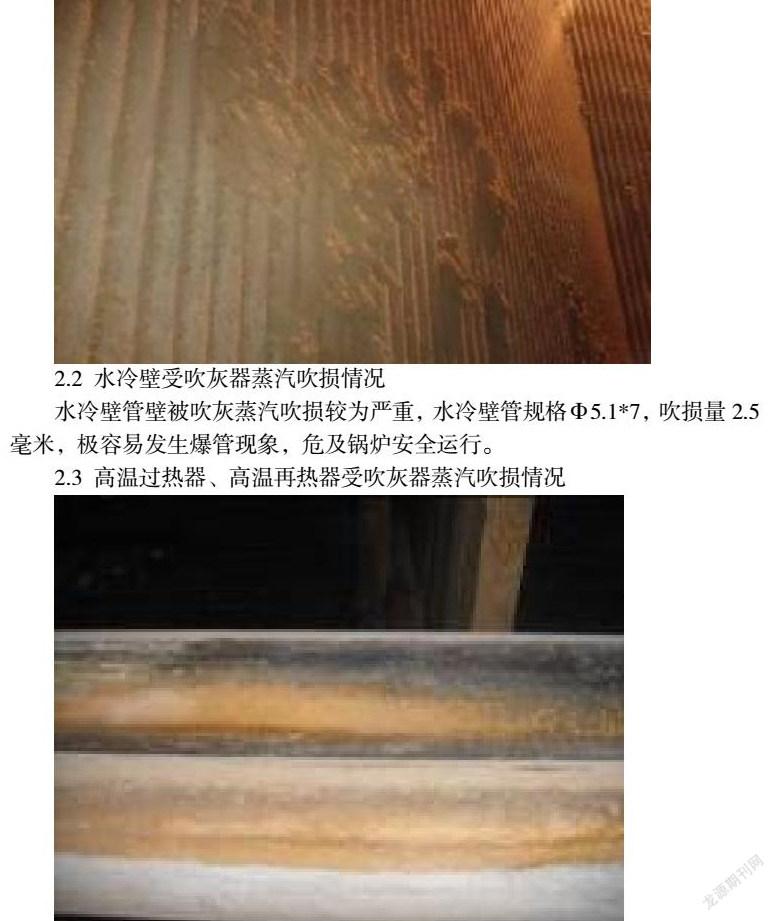
2.2 水冷壁受吹灰器蒸汽吹损情况
水冷壁管壁被吹灰蒸汽吹损较为严重,水冷壁管规格Φ5.1*7,吹损量2.5毫米,极容易发生爆管现象,危及锅炉安全运行。
2.3 高温过热器、高温再热器受吹灰器蒸汽吹损情况
2.4低温过热器受吹灰器蒸汽吹损情况
后烟井区域吹灰器吹扫面积区域和吹灰器走廊处,由于吹灰频繁,管子表面出现轻微冲蚀。低温过热器下层,L/R-30吹灰器通道水平管段正下方、正上方均有吹损现象。管子规格Φ57*6看,吹损量0.8毫米,如果长时间运行,也容易发生爆管现象。
2.5 省煤器受吹灰器蒸汽吹损情况
省煤器悬吊管区域管子吹损较为明显,且吹损量呈扩大趋势。
3 防磨喷涂技术介绍
3.1 热喷涂技术工艺
热喷涂技术是利用热源将喷涂材料加热至溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。热喷涂技术是表面过程技术的重要组成部分之一,约占表面工程技术的三分之一。
热喷涂技术的特点:
(1)由于热源的温度范围很宽,因而可喷涂的涂层材料几乎包括所有固态工程材料,如金属,合金,陶瓷,金属陶瓷,塑料以及由它们组成的复合物等。因而能赋予基体以各种功能(如耐磨,耐蚀,耐高温,抗氧化,绝缘,隔热,生物相容,红外吸收等)的表面。
(2)喷涂过程中基体表面受热的程度较小而且可以控制,因此可以在各种材料上进行喷涂(如金属,陶瓷,玻璃,布疋,纸张,塑料等),并且对基材的组织和性能几乎没有影响,工件变形也小。
(3)设备简单,操作灵活,既可对大型构件进行大面积喷涂,也可在指定的局部进行喷涂;既可在工厂室内进行喷涂也可在室外现场进行施工。
(4)喷涂操作的程序较少,施工时间较短,效率高,比较经济。
热喷涂分类方法:
按照加热喷涂材料的热源种类来分的,按此可分为:(1)火焰类,包括火焰喷涂、爆炸喷涂、超音速喷涂;(2)电弧类,包括电弧喷涂和等离子喷涂;(3)电热法,包括电爆喷涂、感应加热喷涂和电容放电喷涂;(4)激光类:激光喷涂。
3.2 冷喷涂技术工艺
冷喷涂是一种金属喷涂工艺,但是它不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,所以喷涂基体表面产生的温度不会超过150摄氏度。
冷喷涂的理论基础是:压缩空气加速金属粒子到临界速度(超音速),金属粒子直击到基体表面后发生物理形变。金属粒子撞在基体表面并牢固附着,整个过程金属粒子没有被融化。
冷喷涂是一个新的技术,并不被重视。近十几年以来,本方法在各领域发展得如此之快,是与它的基本特性有直接的关系。这个特性就是能采用未熔融的金属颗粒,在被加工表面上制造金属涂层。冷喷涂技术与众所周知的热喷涂方法不同,涂层气孔率很低,基体材料和涂层的热负荷很小,材料氧化少,消除了涂层中结晶化不均匀的现象。
4 防磨喷涂技术在火力发电厂锅炉受热面防磨防腐蚀的应用
4.1 热喷涂技术在火力发电厂锅炉受热面的应用
在火力发电厂生产中,针对锅炉高温区域,特别是布置在炉膛四周的水冷壁管,根据热喷涂工艺特点,宜采用热喷涂工艺进行防磨防腐蚀。
4.2冷喷涂技术在火力发电厂锅炉受热面的应用
在火力发电厂生产中,锅炉后烟井低温区域布置的过热器、省煤器,根据冷喷涂工艺特點,采用冷喷涂工艺进行防磨防腐蚀。
5、结束语
通过对锅炉受热面管(水冷壁、过热器、再热器、省煤器等)磨损腐蚀机理进行分析,采用不同的喷涂工艺进行防磨防腐蚀,在实际应用中取得了较好的效果,该电厂四台600MW火力发电机组投产十年来,锅炉未发生过此类磨损、腐蚀爆管现象,有效防止了锅炉受热面爆管的发生,从而保证了机组的安全经济运行。
参考文献
[1]郭家奇.电厂锅炉受热面检修关键问题探讨[J]. 科技创新导报. 2018(16):25+27.
[2]张小辉,刘正,王树群. 电站锅炉受热面涂层抗高温氧化性能的研究[J]. 热力发电. 2010(03):53-56.
[3]李杰.锅炉受热面爆管原因分析及防范措施[J]. 科技风. 2019(19):161.
[4]顾青. 某厂WG670T/h锅炉受热面改造[J]. 科技资讯. 2015(07):83-84.
[5]隋高山. 发电厂锅炉的运行和维护[J]. 科技创新与应用. 2018(06):126-127.
