
一次快速烧成红坯细炻彩釉(仿古)砖的坯体配方研制
2022-07-01 15:26刘培功桑月侠王刚万春海侯帮权
佛山陶瓷 2022年6期
刘培功 桑月侠 王刚 万春海 侯帮权


摘 要:实验采用肯尼亚当地的软质黑粘土、粉色高岭土、硬质高岭土、高温砂、低温砂、铺路石、透闪石等坯用原料进行一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖坯体配方的研制。通过相关实验,最终确定红坯细炻彩釉(仿古)砖的最优坯体配方。实验结果表明:当坯体配方组成范围为软质黑粘土25-30(wt.%)、粉色高岭土5-10(wt.%)、硬质高岭土15-20(wt.%)、高温砂8-12(wt.%)、低温砂20-30(wt.%)、铺路石5-8(wt.%)、透闪石3-6(wt.%)、五水偏硅酸钠0.5-0.8(wt.%)时,在1170℃(5个高温区)左右烧成(烧成周期25min左右),可稳定试生产出产品综合性能良好的400mm×400mm红坯细炻彩釉(仿古)砖。
关键词:红坯 ;细炻砖;彩釉(仿古)砖; 一次快速烧成;坯体配方
1 前言
随着非洲建筑装饰材料行业的蓬勃发展,肯尼亚建材市场上陶瓷墙地砖的产品规格也在不断增大。过去由300mm×300mm彩釉(仿古)砖占据市场主流,现正逐渐被400mm×400mm彩釉(仿古)砖所取代。目前,红色坯体的细炻彩釉(仿古)砖在陶瓷市场中占比很小,大量含铁量高的原料被拒之门外。红色坯体的细炻彩釉(仿古)砖对各个原料本身的含Fe2O3量和含TiO2量无要求,并且无需进行除铁,Fe2O3、TiO2和K2O、Na2O、MgO等熔剂一样作为助熔剂使用。目前大多数建陶生产企业对坯体白度的要求很高,故对各个原料中Fe2O3、TiO2成分的含量要求越低越好,则造成Fe2O3、TiO2成分含量高的原料无法用于细炻彩釉(仿古)砖的生产。现大多数建陶生产企业对在开采过程中Fe2O3、TiO2成分含量高的原料主要采用填埋和铺路的方式,对原料也造成了浪费。而且,随着陶瓷原材料和燃料价格的不断上涨,及国家对陶瓷企业制定了节能、降耗、减排、环保的行业发展政策,亦严重阻碍陶瓷行业的可持续发展。
本文主要介绍一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖的坯体配方研制。
2 实验过程
2.1 坯用原料
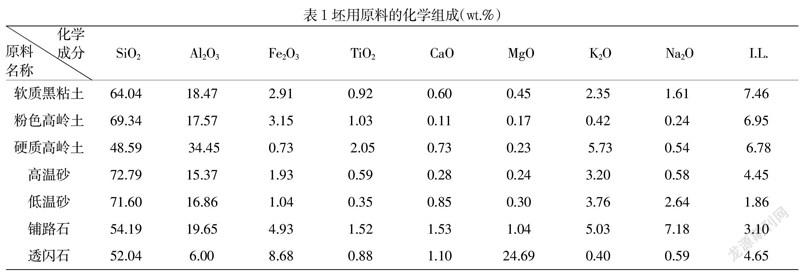
采用大生产的各坯用原料及添加剂进行实验。主要包括软质黑粘土、粉色高岭土、硬质高岭土、高温砂、低温砂(采用风化低温砂代替长石类原料,且无需进行破碎)、铺路石、透闪石、五水偏硅酸钠等。各种坯用原料的化学成分分析结果详见表1。
2.2 工艺流程
一次快速烧成红坯细炻彩釉(仿古)砖的主要生产工艺流程如下:配料 → 球磨 → 过筛(60目)(无需除铁)→ 泥浆均化及陈腐 → 过筛(80目)(无需除铁)→ 喷雾干燥塔制粉 → 粉料陈腐(48h) → 压制成型 → 坯体干燥 → 施底釉 →施面釉 → 喷墨印花 → 施保护釉→ 坯体煅烧 → 成品检验 → 包装入库。本实验的坯体配方组成范围详见表2。
实验用坯体配方的化学组成详见表3。
实验具体工艺参数详见表4。
2.3 产品性能测试
化学成分测试:采用型号WGH6400火焰光度计和型号DHF82化学成分快速分析仪;
破坏强度测试:采用数显陶瓷TZS-10000B抗折试验机;
吸水率测试:采用TXY-400陶瓷吸水率真空装置测定仪;
其它性能指标检测依据为GB/T 4100-2015(附录J)《陶瓷砖 附录J 干压陶瓷砖》;
经对一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖进行上述综合性能指标检测,检测结果判定合格,故实验配方判定为合格。
3 产品主要性能
为了对比一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖的主要物理性能指标,同时检测了肯尼亚市场上的西班牙进口的450mm×450mm红坯细炻彩釉(仿古)砖。下表5为红坯彩釉(仿古)砖主要性能指标对比结果。由下表可知,一次快速烧成红坯细炻彩釉(仿古)砖的表面平整度与来自西班牙进口的同类产品接近;吸水率在4.7%~4.9%范围,属于细炻砖范畴;断裂模数平均值为40.3MPa,远高于来自西班牙进口的同类产品,与瓷质抛光砖的断裂模数相当。
4 结论
实验一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖坯体配方已通过中试评审并已于2021年10月上旬付諸生产,现单窑日产量30000㎡,优等品率达95%。一次快速烧成红坯细炻彩釉(仿古)砖的表面平整度与来自西班牙进口的同类产品接近;吸水率在4.7%~4.9%范围,属于细炻砖范畴;断裂模数平均值为40.3MPa,远高于来自西班牙进口的同类产品,与瓷质抛光砖的断裂模数相当。
一次快速烧成400mm×400mm红坯细炻彩釉(仿古)砖是替代一次快速烧成300mm×300mm红坯细炻彩釉(仿古)砖实现高档装修的理想材料,同时契合肯尼亚建材市场目前细炻彩釉(仿古)砖产品规格的流行趋势,在肯尼亚具有广阔的市场前景。现公司产品的市场占有率为70%左右,势必对持续提升公司产品的市场占有率、市场竞争力和品牌美誉度大有裨益。
参考文献
[1]刘可春,屈彬. 陶瓷中板的制备与性能研究[J]. 佛山陶瓷, 2020, 30(11):4.0C2B79D6-84C9-47FF-8A25-D89CE0C14F2B
Development of a Green Body Formula for Red Body Fine Stoneware Colored Glazed (Antique) Tiles with One Time Fast Firing
LIU Pei-gong,SANG Yue-xia,WANG Gang,WAN Chun-hai,HOU Bang-quan
( Keda(Kenya) Ceramics Co., Ltd., Kenya )
Abstract: He experiment used Kenyan local soft black clay, pink kaolin, hard kaolin, high-temperature sand, low-temperature sand, paving stones, tremolite and other raw materials for rapid firing into 400mm×400mm red body fine stoneware glaze (antique). Development of brick body formula. Through related experiments, the optimal body formula of the red body fine stoneware colored glazed (antique) brick is finally determined. The experimental results show that: when the green body formula composition range is soft black clay 25-30 (wt.%), pink kaolin 5-10 (wt.%), hard kaolin 15-20 (wt.%), high temperature sand 8 -12 (wt.%), low temperature sand 20-30 (wt.%), paving stone 5-8 (wt.%), tremolite 3-6 (wt.%), sodium metasilicate pentahydrate 0.5- When 0.8 (wt.%), it is fired at about 1170°C (5 high temperature zones) (the firing cycle is about 25 minutes), and it can stably produce a 400mm×400mm red body fine stoneware glaze (antique) with good overall performance. )brick.
Keywords: Red billet, fine stoneware brick, colorful glazed (antique) brick, one-time fast firing, green body formula0C2B79D6-84C9-47FF-8A25-D89CE0C14F2B
