
不锈钢门板粘接热变形浅析
2022-06-29 07:18孙雨
装备维修技术 2022年6期
孙雨


摘 要:不锈钢门板粘接变形问题 (轮廓度误差),一直困扰着工艺人员,由于门板 结构为不锈钢+铝骨架+铝蒙皮,不同材料的热膨胀系数的差异,门板在加热、冷却时不锈钢板与铝合金收缩,最终体现在门板轮廓度上的误差,导致门板弧度发 生变化,不能满足设计要求,通过工艺分析与验证进行寻找变化规律,对门板进行预变形和反变形来解决粘接热变形形成的轮廓度超差的问题。
关健词:不锈钢、膨胀系数、轮廓度、变形、门板、铝合金、粘接
中图分类号:TH162.1
1:引言
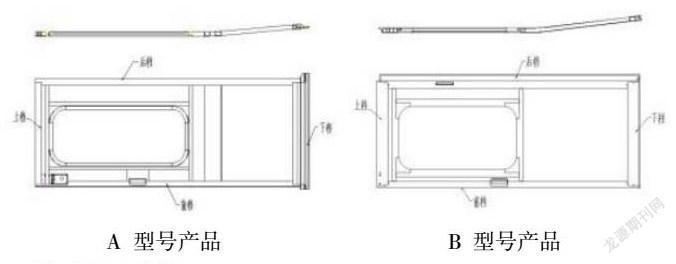
下图为某公司生产的两种不锈钢门板,外蒙皮为不锈钢板、中间骨架为铝合 金,内蒙皮为铝合金,不锈钢与铝合金材料的膨胀系数不同,门板在粘接固化(中 温,135- 145 度) 时,因膨胀系数的不同,在此温度下产生的材料膨胀,导致冷却时的收缩不同,造成了门板弧度变形,不符合图纸设计要求。
A 型号产品 B 型号产品
2:影响因素分析
剖析门板,从结构、材料 (胶)、温度、模具这几个方面分析,着重从材料膨胀,在加热、冷却这一循环上导致的变化。
2.1 结构分析
以A型号和B型号为例,两种门板均为移门,区别:A 型号在弯曲弧度上增加了一个横筋型材。两种门板的下档型材不同 。
2.1.1 由于在弯曲R部位增加一横筋,R 处弯曲变形受限制,门板整体的变形分为了两个区间,分别为上半直线部分和下半直线部分。使得在固化后变形以R分为两个部位,这种结构变形后更难复位与校正。
2.1.2 B型号的结构变形的整体性更好,且 R 处的弯曲变形连接上下两个部分,便于复位与校正。
2.1.3 下档的对称性问题;A型号的下档为非对称型材,与不锈钢、铝合金蒙皮 粘接面积不同,导致的变形差异大,而B型号下档型材对称,与不锈钢蒙皮粘 接面积相等,变形一致性相同。
2.2 粘接胶膜
门板使用粘接胶型号为热塑性胶膜(型号AH01),胶膜在135-145度下固化,保温75分钟,由于粘接结构为不锈钢板+铝型材框架+铝蒙皮,整体粘接固化后,粘接力全部有AH01胶提供,这种三明治结构,直接影响的因素由于不同材料的膨胀不同,当粘接成整体后收缩也不一致,不能同时收缩,从而导致门板线轮廓度的收缩差异,通过对铝合金、不锈钢的冷热收缩性的对比,两种金属材料的收缩率为铝合金>不锈钢,其中AH01胶固化后有一定的弹性,胶膜随着金属材料 的变化而变化。
2.3 温度
温度是影响材料变化的最大因素,门板粘接过程由室温加热到135度左右,保温75分钟,然后再降温到50度以下卸除压力,材料通过加热冷却这一循环,由于胶粘剂粘接力作用点的温度为135度左右,铝合金、不锈钢在加热膨胀最大值时进行了粘接固化,使得不锈钢板、铝型材、铝蒙皮三种材料连接成一体,但是,在冷却的过程中,不同种材料的膨胀与收缩不同,且由于胶粘剂的粘接作用,收缩复位不能等同,造成了门板向收缩率大的方向变化。
2.4 门板收缩分析
门板由粘接胶连接固定,固化温度135- 145度之间,粘接胶分子交联,将材料粘接整体,此时相对材料而言是最大膨胀点,粘接胶分子交联达到最大粘接强度,其不同材料的相对位置已固定,保温后冷却,金属材料由于膨胀原因而收缩,材料不同,收缩不同,在粘接胶作用下,发生向收缩大的方向变形,所以通过分析,需要进行预设计反变形与预变形。
3:门板前后档变形设计
由于材料的热膨胀系数不同,结合实际的门板结构,门板骨架为铝合金,内侧为铝蒙皮,外侧为不锈钢蒙皮的弧门,初步分析,铝合金蒙皮在内侧,不锈钢蒙皮为外侧,因为铝合金的收缩率大于不锈钢板,所以门板固化后的收缩变形为内侧收缩。根据这一分析,门板的前后档就需要在固化前事先进行一个预先的变形,这样才能保证门板固化后抵消铝合金的收缩,使得前后档收缩后保持与图纸相符的角度与轮廓度。
根据以往经验与分析相结合做出以下预先的变形设计:
3.1 将前后档的角度至于圆弧的角平分线中间,再将整体的门板角度放大1-2度(视门板结构而定)。
3.2 以形成夹角的两个直线端为预变形对象,分别将长端与短端下降比为 2:1 的关系进行预变形,通过圆弧中心切点与下降后的端点连接成直线,以此直线进行反变形偏移,一般根据经验所得反变形量按照长边与短边之比为2:1,实际反变形量為2mm与1mm,所得直线端有三点,这样形成一个圆弧,按照圆弧后形成的一个初步的整体预变形与反变形结合的曲线做为不锈钢门板的前后档弯曲线制作弯曲模及样板,同样以此曲线增加不锈钢蒙皮厚度形成了固化模具线,按照此线设计固化模。
3.3 按照上述的预变形与反变形的结合设计方法,可以得到一个初步的前后档弯曲线及固化模具的设计基准线,制作相应模具进行试制生产,由机加工、焊接、粘接固化后形成一组试验数据,根据门板固化后测量数据进行第二次的微调整曲线,对固化模具修模,重新生产门板测量,得到符合图纸要求的不锈钢门板生产预变形与反变形曲线并固定。
根据上述方法,以北京九号线为例,通过基本方法,列出第一次固化曲线,推导出机加工前后档及焊接工装曲线。
B 型号门板曲线生成过程,如下图:
通过第一次基本曲线,固化后经过门板测量得出数据,反馈进行第二次曲 线的修订,同时对固化模具的曲面进行调整修模,再进行门板的固化生产,测量门板弧度,整理出一个相对合理的曲线,并固定。
同时基于移门下档中安装下滑道,同样需要有直线度要求,通过分析与试验,对称性下档,我们在固化模具上进行了0.7mm左右的反变形,保证固化后 的不锈钢与铝板膨胀变形进行补偿。
对于非对称性下档,目前方法很难进行控制,只能通过固化后人工校正,但是质量很难稳定,风险高,故建议设计时尽量避免采用这一结构。
4:总结
本文总结了对前后档的预变形及反变形,预先将门板夹角放大1度左右,再将前后档直线部分按照比例进行反变形,使得整个门板呈现由三段圆弧连接而成 的曲线。
通过上述方法进行不锈钢门板曲线设计,结合门板试验,对数据汇总并修正曲线参数,得到正确生产预变形与反变形的曲线并加以固定。积累了不锈钢门板变形曲线设计经验,缩短门板前期试验周期,使得门板质量与生产效率大幅提高。由于不同型号不锈钢板的差异性,实际生产时还需要试验,加以辅助性参数调整,才能得到更准确的参数并固定,该工艺方法对类似产品的生产制造有借鉴指导作用。
参考文献
[1]吴宗泽 罗圣国 机械设计课程设计手册[M].北京高等教育出版社 1995
猜你喜欢
兵器装备工程学报(2022年10期)2022-11-01
航天制造技术(2022年4期)2022-09-30
教练机(2022年1期)2022-08-18
教练机(2022年1期)2022-08-18
新民周刊(2022年4期)2022-02-11
河南科技(2021年28期)2021-03-10
文萃报·周二版(2021年4期)2021-03-08
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
名城绘(2018年12期)2018-10-21
