
浅析影响数控加工质量的因素
2022-06-29 07:18王波李小锋慈国强
装备维修技术 2022年6期
王波 李小锋 慈国强


摘 要:数控加工作为一种先进的加工方法,被广泛地用于航空工业、舰船工业以及电子工业等高精度、复杂零件的加工生产。在数控加工中,影响数控加工质量的因素很多,即工艺系统中的各组成部分,包括机床、刀具、夹具的制造误差、安装误差以及刀具使用中的磨损等都直接影响工件的加工精度。
关键词:刀具 机床 加工质量 刀柄 编写程序
一、机床的合理选用环节
数控加工在中国制造业中已经有了较长的使用时间,虽然有严格的数控机床操作规范、良好的机床维护保养,但是其本身的精度损失是不可避免的。为了控制产品的加工质量,我们定期对数控设备进行检测维修,明确每台设备的加工精度,明确每台设备的加工任务。对于大批量成批生产的零件加工工厂,应严格区分粗、精加工的设备使用,因为粗加工时追求的是高速度、高的去除率、低的加工精度,精加工则相反,要求高的加工精度。
二、刀柄的合理选用环节
当我们的机床不可改变时,与机床相关的刀柄、刀具对数控加工质量的影响又变得突出了。在任何旋转刀具加工系统中,主轴与夹头(或其组合体)的联结是刀具加工性能实现的基石。
1.刀柄與机床的联结
目前企业常用刀柄与机床的接口主要有BT刀柄和HSK刀柄,刀柄结构如图1所示。BT刀柄与机床主轴的接口锥柄锥度为7∶24,这种方式的刀柄只适合于低速加工,因BT刀柄与主轴只是锥面配合,当转速太高,由于离心力的作用会使锥面配合间隙增大,从而影响数控加工质量。当机床最高转速达到15000转/分时,通常需要采用HSK型刀柄,HSK刀杆为过定位结构,提供与机床标准联结,在机床拉力作用下,保证刀杆短锥和端面与机床紧密配合。
2.刀柄与刀具的联结
对刀柄另一个重要的技术要求就是刀柄与刀具的联结方式,包括加工时的夹持力度、径向跳动精度和平衡质量,刀柄的径向跳动精度要小于0.003mm。为支持机床的线性传动,主轴、刀柄和刀具的总重量越小,对获得优良切削效果越有利。刀柄对刀杆、刀具的夹紧方式主要有4种刀柄:侧固式刀柄、弹性夹紧式刀柄、液压刀柄和热胀冷缩刀柄等。
侧固式刀柄的特点是简单容易操作、快速方便、安全性极高;弹性夹紧式刀柄的特点是刀具的夹紧或松开是在刀柄材料的弹性形变范围内实现的,不仅可以提供极高的刀柄回转精度,而且对刀具使用寿命没有限制;液压刀柄特点为采用这一刀具夹紧系统,可使系统径向跳动误差精度和重复定位精度控制在3μm以下。由于刀柄内存在有高压油液压力,当刀具被夹紧时,内藏的油腔结构及高压油的存在大大地增加了结构阻尼,可有效防止刀具和机床主轴的振动;热胀冷缩刀柄的优点是径向跳动误差小,精度很高,可达到3μm以下水平,传动扭矩大,而刀柄的设计相对比较小巧,但其缺陷在于,相比液压刀柄或应力锁紧式刀柄来讲,其防振性能较差。
三、刀具的准确选择和使用环节
硬质合金刀具应用范围在企业越来越广,硬质合金将代替大部分高速钢刀具,包括钻头、立铣刀和丝锥等简朴通用刀具,使这一类刀具的切削速度有很大的提高,硬质合金将在刀具材料中占主导地位,覆盖大部分常规的加工领域。在粗加工中尽可能采用大直径的牛鼻刀,使用R2左右的硬质合金刀片,做到粗加工排屑“多”;半精加工选用高转速高进给R0.8左右的镶片立铣刀,做到半精加工走刀“快”;精加工时尽量选用硬质合金刀杆和高精度球头镜面刀片,这样可在保证加工质量的同时节省选用整体合金刀具的高昂费用。
四、数控编程环节
程序是数控机床唯一能够识别的语言,它向机床发出一条一条加工指令,控制着机床的每一步骤,程序的好坏直接影响到加工的质量和效率。这就需要在全面了解机床性能、加工的每一环节以及必要的相关知识的基础上,通过不断的实践,提高编程技能,从而达到提高数控加工质量的要求。
1.数控编程的步骤
程序编制是数控加工中的一项重要工作,理想的加工程序应保证加工出符合产品图样要求的合格工件,同时应能使数控机床的功能得到合理的应用与充分的发挥,使数控机床安全、可靠、高效地工作,加工出高质量的产品。
2.数控编程的关键问题
(1)、加工零件及其工艺分析:加工零件及其工艺分析是数控编程的基础,和手工编程、APT语言编程一样,基于CAD/CAM的数控自动编程首先也要进行这项工作。在目前计算机辅助工艺过程设计(CAPP)技术尚不完善的情况下,该项工作还需人工完成。随着CAPP技术及机械制造集成(CAMS)技术的发展与完善,这项工作必然会被计算机所代替。加工零件及其工艺分析的主要任务如下。(1)零件几何尺寸、公差及精度要求的核准。(2)确定加工方法,工具、夹具、量具及刀具。(3)确定编程原点及编程坐标系。(4)确定走刀路线及其工艺参数。
(2)、零件数字化模型:加工部位建模是利用CAD/CAM集成数控编程软件的图形绘制、编辑修改、曲线曲面及实体造型等功能将零件被加工部位的几何形状准确绘制在计算机屏幕上,同时在计算机内部以一定的数据结构对该图形加以记录。加工部位建模实质上是人将零件加工部位的相关信息提供给计算机的一种手段,它是数控自动编程系统进行自动编程的依据和基础。随着建模技术和机械制造集成技术的发展,将来的数控编程软件可直接从CAD模块获得相关信息,无须对加工部位再进行建模。采用线框建模、特征建模和实体建模等不同方式,建立零件的几何数字化模型。或者是采用无纸化设计制造技术,零件的几何数字化模型直接由设计而来。
(3)加工方案的确定:主要针对产品结构特点、质量要求选择不同的加工方法,如:曲面加工是选择投影加工还是放射加工。不同的加工方法对零件的表面质量影响较大。
(4)加工参数的选择:加工参数的选择主要取决于工件材料、刀具形状和材料、机床性能等因素。加工参数选择的合理性对零件的表面质量也有较大影响。
(5)刀具轨迹的生成:刀具轨迹生成是复杂零件、多轴数控加工中的重要内容,有效的刀具轨迹直接决定了加工的可能性、质量与效率。刀具轨迹(如图2)的生成首要目标是使所生成的刀具轨迹满足平稳、光滑、负荷变化小、轨迹连续,切入、切出次数少,无干涉及碰撞等要求。同时,刀具轨迹还需满足稳定性好、编程效率高等条件。
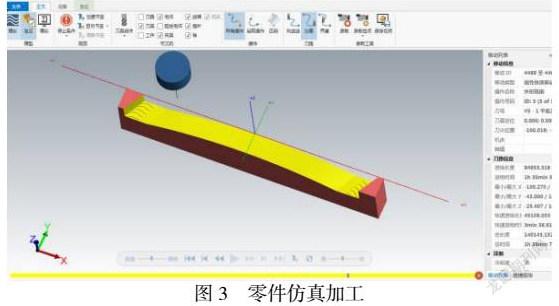
(6)数控加工仿真:由于零件形状及加工环境的复杂性,要确保所生成的加工程序不存在任何质量问题十分困难,其中最主要的是加工过程中的过切、机床各部件之间的干涉碰撞等问题。特别对于高速加工,这些问题常常是致命的。因此,在加工前对加工程序进行仿真验证是十分必要的。数控加工仿真通过软件模拟加工环境(如图3),刀具轨迹与材料切除过程来检验程序,具有成本低、效率高且安全可靠等特点,是提高数控编程质量及加工质量的重要手段。
数控程序编制步骤
(7)后置处理:后置处理是数控加工编程中的一项重要内容,其技术内容包括:机床运动学建模与求解、机床坐标运动变换、非线性运动误差校验、机床结构误差补偿及数控代码转换等。因此,采用正确的后置处理对于保证加工质量、效率与机床可靠运行具有重要作用。
五、机床操作者环节
机床操作者是数控加工的执行人,他们对数控加工质量的控制也是很明显的。他们在执行加工任务的过程中对机床、刀柄、刀具、加工工艺和切削参数的实时状态最了解,他们的各项操作对数控加工影响最直接,所以机床操作者的技能和责任心也是提高数控加工质量的重要因素。
六、结束语
通过对数控加工中影响加工质量因素的分析,为合理有效地提高数控机床的利用率提供了可行的依据。其应用可有效保证数控机床的加工精度及良好的加工效果。
参考文献:
[1]《数控加工工艺与编程》熊显文主编,化学工业出版社;
[2]《数控加工工艺》贺曙新 张思弟 文少波主编,化学工业出版社。
猜你喜欢
装备维修技术(2020年10期)2020-11-19
学苑创造·C版(2020年2期)2020-03-16
中国质量与标准导报(2018年8期)2018-09-10
科学与财富(2018年11期)2018-06-11
科技创新与应用(2018年36期)2018-01-29
中国新闻周刊(2017年7期)2017-03-22
江河文学(2016年6期)2017-01-09
轻兵器(2016年11期)2016-06-20
智能制造(2015年5期)2015-05-29
短篇小说(原创版)(2010年7期)2010-06-28
