金属铼粉单管还原炉自动控制系统
2022-06-26 04:47:04程惠伦
世界有色金属 2022年4期
1 引言
还原炉是生产金属铼粉的重要生产设备。炉管内通还原性H
和中性保护N
气氛,用于金属铼粉的还原。其具体工作原理为:①先将物料装入装料舟皿;②由液压推杆将装料舟皿推入还原炉内;③在满足工艺要求的H
(还原介质)气氛和温度下,物料逐步与H
完成还原反应;④经过冷却装置冷却;⑤产品出炉。设备主要由推舟装置、耐高温(保温)炉体、耐高温炉管、冷却装置、支架、水气管路、料舟、检测仪表、主侧推控制系统、温度控制系统等组成。
为了使产品达到较高的纯度和合适的粒度,我司采取两段法生产金属铼粉:使用2台单管还原炉设置不同温度段进行连续性生产。设备投入生产后,逐步暴露出了一些问题:设备运行不稳定、自动化程度低、工人劳动强度大等。
在充分分析、吸收和消化了整套设备、产品需求、控制技术后,在原有设备的基础上,设计了一套更加完善可靠的自动控制系统,保证了生产的连续性、降低了工人的劳动强度、提高了生产效率。
2 设备现状
升级改造前2台单管还原炉的结构如图1所示。
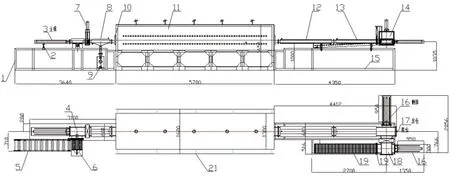
炉壳为一长方体,由型钢和钢板焊接而成。炉壳内由数节矩形耐火炉衬连接砌筑而成。加热元件均匀分布于炉衬的上、下部。炉衬与炉壳之间采用隔热性能好的保温层。
InSAR技术包括图像配准、去平地效应、干涉图滤波、相位解缠等步骤[3].相位解缠作为其中一个环节,其算法优劣直接影响测量精度,是整个InSAR测量技术成功与否最为关键的部分[4-5].由于设备固有噪声和自然环境噪声影响,局部相位残差点增多,形成不可靠数据斑块,使该区域相位解缠出现漏解或错解,导致InSAR图像恢复失败,是InSAR相位解缠算法中需要克服的一个难题[6-7].
电炉炉管采用耐高温不锈钢制成。进料炉管、加热炉管、出料炉管三部分连成一体,且具有良好的密封性,以利于工作时通保护气体。出料管焊有冷却水套,以保证产品出炉前的降温。
资本主义社会与合理化进程有着密不可分的联系。马克斯·韦伯写道:“资本主义精神的发展似乎最好理解为合理主义整体发展的一部分,并且似应能够从合理主义对生活基本问题的原则立场中推演出来。”[22]51他还将宗教社会学与社会经济关系联系起来,确认由新教伦理生发的勤奋劳动、诚实经营刺激着理性的工具化扩张,构成理性工具化的文化根源。借助于天职的概念,伦理从宗教信仰转向了世俗信念,系统而合理的追逐利润的价值观构成了资本主义之精神。理性成就了世俗信念的伦理观,却瓦解了理性超越与批判力量,价值合理性被遮蔽。
人工将物料放置于第一还原炉的进料输送平台,物料自动进入还原炉进行还原方应,并自动出炉;再由人工将还原后的物料搬运至第二个还原炉的进料输送平台,进行第二段的还原与出炉。
3 存在问题
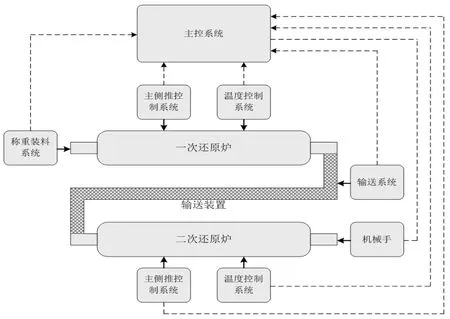
升级后的系统结构如图2所示。
(1)设备卡舟、碎舟的情况突出。
各子系统的人机界面集成在昆仑通态触摸屏上,通过触摸屏可设置进料重量、平铺高度、进舟时间、温度控制参数、介质流量、机械手控制等参数。对各子系统重要数据进行归档,可随时查看工艺曲线打印报表数据。
(2)劳动强度大、劳动低值低效。
生产工艺为每十几分钟进出一个舟皿,每次都需要人工称料、布料、耙料、装舟、出料、倒料、清舟、收尘、输送等作业,操作时间长,劳动强度高。在人工布料、运输过程中,难免发生掺杂、物料在空气中停留时间过长导致物料氧化等情况。
炉膛加热区共5区,各加热区的控制是独立的,温度控制柜由5组TCW-32ZK控制器组成,并分别与5个温区热电偶连接,能对炉膛内5段加热温度进行测量、显示与自动控制。
(3)分散式仪表控制、信息集成度低。
改设备仅对舟皿的运行和5段加热温度进行了自动控制,而且5段加热温度采用了5台相互独立的单回路岛电温控仪表进行控制。不能氢气流量、氮气流量、炉压、温度等均未进行集中采集和数据记录,不能有效的进行工艺数据分析。
机械电气一体化设备的管道是设备重要的组成部分,因此,在安装管道阶段,工作人员更应完善自身的工作素养,提高专业能力,在人员安排中把控好安装工作的每一步。同时,对于管道的购置也应由拥有专业技术以及经验丰富的技术人士参与,在保证质量的前提下,选择价格最优的管道,确保机械电气一体化设备能够尽快的投入到生产之中,推进经济效益最大化目标的进程。最后,在安装管道阶段,技术人员应确保技术的先进性,将最完善、最符合设备实情的管道安装方案设计规划好,并严格按照设备安装相关规定施工,同时严格把关安装设备的每一步,争取做到无后顾之忧。
(4)重要控制参数采用手动控制,无法确保工艺执行的准确性。
诊断:①主动脉夹层(Standford A型);②高血压病。即行完善相关检查,排除手术禁忌,患者于当日在全麻、体外循环下行Bentall+全弓置换+降主动脉支架植入术,患者植入生物瓣膜;术后安返ICU。
金属铼粉质量主要是通过温度、进舟时间和氢气流量来控制。该设备进舟时间控制采用时间继电器实现、氢气流量通过手动阀门控制。在日常生产中,员工执行工艺纪律存在偏差,导致产品质量波动。
4 升级方案
结合设备现状、存在问题、工艺需求,主要从以下四个方面着手进行方案设计:
(1) 提高控制的精度。解决舟皿过(欠)推的问题;5段加热温度协调控制,改善温度场分布。
(2) 提高设备的自动化水平,减少人工操作环节、降低劳动强度。
(3) 实现系统全集成,对生产过程的所有环节进行集中监控、数据记录,为进一步分析研究生产过程做好准备。
与其他工程项目质量管理的单项性不同的是,BIM技术能够实现建筑工程项目管理的全生命周期性,并能够实现信息沟通的充分和共享性,相对于传统的建筑工程管理方法的低效性、阶段性,BIM技术可以充分应用于建筑工程项目管理的设计阶段、决策阶段、施工阶段以及后期的运行维护等各个阶段。
教师要求学生从遗传物质的“信息流”角度理解蛋白质与核酸的关系,理解生命历程中基因选择性表达的具体过程:在特定时间DNA分子上特定的基因转录为mRNA,核糖体以mRNA为模板合成肽链,该过程中需要tRNA运载不同的氨基酸,mRNA密码子与tRNA的反密码子相互识别,决定肽链的氨基酸组成及排列顺序。蛋白质结构多样性的根本原因是基因的多样性。
具体的升级方案为:
案例教学一般是由教师根据所学内容,结合目前技术的发展,给学生制定一个范围,让学生在此范围内查找相关实例,对实例进行相关技术的讨论,最终以小组答辩的形式给出成绩。在学生答辩时,不仅教师提问,其他学生也可以就相关内容提出疑问,增强互动性。案例教学在石河子大学电气工程及其自动化专业已经实施四届,效果逐渐体现:学生对于课程的兴趣提高,查阅文献和阅读文献的技能也不断增长,这反映在学生做毕业设计时对文献的查阅和快速反应上,对学生的帮助很大。
公司层面的控制是指存在于公司整体层面,对业务层面实施的控制措施产生普遍、深远影响的控制,体现公司的风险管理理念、风险承受能力、公司治理监控水平、对道德价值观的遵守、人员素质与发展水平以及职责权力分工。根据《企业本部控制基本规范》,公司层面控制的主要内容包括内部环境、风险评估、信息与沟通及内部监督四个部分,其基本要求主要体现在企业体制、机制、规章、制度等方面。
(5) 将原有的液压主推系统改造成伺服电机系统。精准设置推进速度和位移、将限位开关改造成非接触式的,解决卡舟的问题。通过伺服电机设定推送距离加上尾部非接触距离开关的双重保护,确保舟皿不过推和欠推。防止侧推时,舟皿不到位导致舟皿卡舟现象发生。通过时间计算,分析计算舟皿所在炉膛位置、炉膛内舟皿数量,生产时间。实现可视化生产。
(6)在炉头增加物料自动测量卸料系统,实现物料自动称重装料;在两台还原炉之间增加一套输送装置,使一次还原周皿自动输送到二次还原炉头;增加一套机械手,完成周皿的自动倒料和清舟。
(7) 采用西门子1500系列控制系统作为主控制器和数据采集、记录服务器。实现对还原炉主侧推控制、温度控制、称重装料系统、输送装置、机械手等的集中统一控制,实现对5段加热温度的协调控制。
(8) 优化系统自带欧姆龙PLC控制程序,通过步进流程设置各仓门开启步骤,气体置换压力流量时间可调。还原过程中氢气流量可控。自动点火、自动排水。
设备投入生产以后,逐步暴露出以下问题:
5 主控系统
主控系统分别实现与称重装料系统、2套主侧推系统、2套温度控制系统、输送系统、机械手之间的通讯,对整个还原工序进行集中采集、协调控制。
主控系统采用西门子全集成自动化(TIA)控制系统S7-1500系列控制器,遵循工业自动化领域的国际标准,着眼于满足先进自动化理念的所有需求,并结合系统完整性和对第三方系统的开放性,以一致的软件和硬件接口,可实现与运营层、管理层数据的无缝集成。
TIA博途软件为全集成自动化的实现提供了统一的工程平台。是工业领域第一个带有“组态设计环境”的自动化软件。自动执行工程组态任务、连接产品生命周期管理与自动化工程组态、基于云平台的高效组态、虚拟调试、集成能源管理、设备与信息安全、云服务数据采集、通过通信网络处理物联网数据。
称重装料系统、输送系统选用西门子S7-1200控制器,通过Profinet与主控系统通讯;主侧推系统采用欧姆龙PLC,通过工业以太网与主控系统通讯;温度控制系统为智能温度控制表,通过Modbus与主控系统通讯;机械手与主控系统之间采用Profinet通讯。
(4) 对吹扫系统进行优化,提高氢气、氮气的控制精度,确保系统安全和氢气控制精度。
KUKA:KR-10
在还原过程中,经常出现舟皿过(欠)推情况,导致侧推无法将舟皿推出,更有甚者将舟皿击碎,严重影响了生产的连续性,产生了安全隐患。
6 温度控制
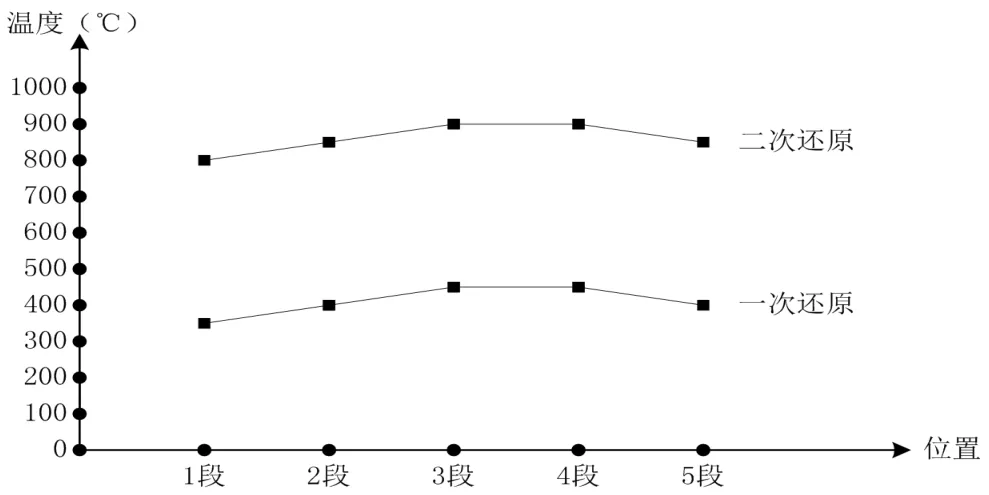
稳定且符合工艺要求的温度是还原过程的关键,对产品的品质起到了至关重要的作用。在还原炉内,温度场相互影响,仅靠5段加热温度单回路的PID温度控制器不足以保证加热温度的稳定和精度。本工艺中,两段还原炉分别有各自的加热升温曲线要求。加热升温曲线要求如图3所示。
本文设计了一种多入多出的智能协调温度控制器,实现了对还原炉加热温度的稳定和精确控制,同时也实现了节能的目标。算法结构如图4所示。
仪表电缆绝缘层的厚度主要与导体的截面积、耐压等级、绝缘材质等有关,绝缘层厚度应不小于所选用电缆相关标准的规定。绝缘层还作为仪表电缆绝缘线芯的识别标识,通常采用阿拉伯数字、标准颜色来区分多芯电缆的不同线芯或标明线芯的功能。
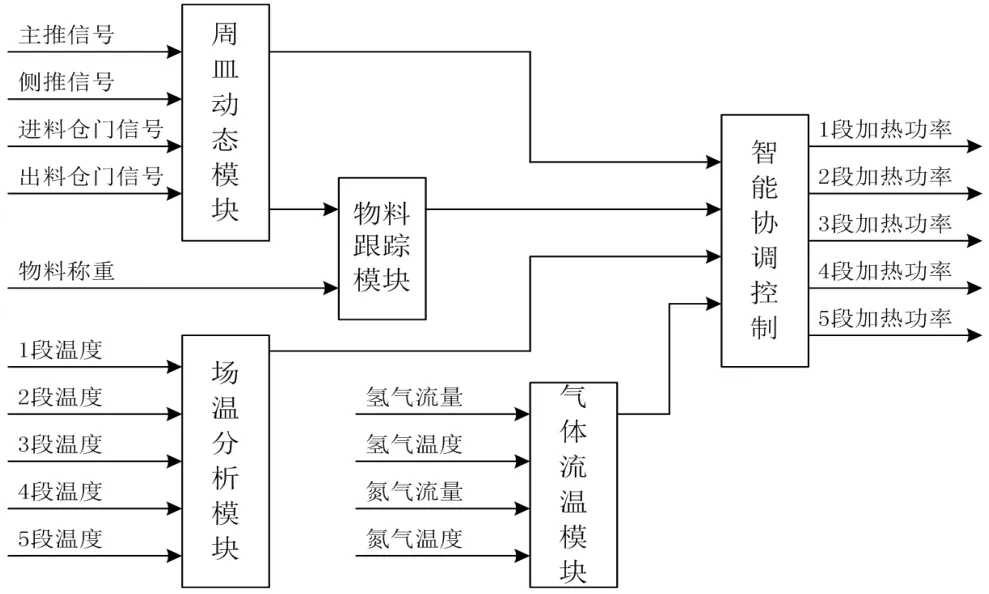
在智能协调控制器中即考虑了各段温度的相互影响,对温度场进行了整体分析,又考虑了冷气体对炉内温度影响;即考虑了进出料仓门开启对温度的影响,又考虑了物料重量对热量吸收的影响。
7 机械手控制
机械手是一种能自动化定位控制并可重新编程序以变动的多功能机器,它有多个自由度,可用来搬运物体以完成在各个不同环境中工作。目前工业机械手主要用于流水线传送、焊接、装配、机床加工、铸造、热处理等方面,无论数量、品种和性能方面都能满足工业生产发展的需要。
机械手主要由执行机构、驱动机构和控制系统构成。执行机构包括手部、手臂和躯干。手部装在手臂前端,可以转动、开闭手指。机械手手部的构造系统模仿人的手指,分为无关节、固定关节和自由关节三种。手指的数量又可以分为二指、三指、四指等,其中以二指用得最多。可根据夾持对象的形状和大小配备多种形状和尺寸的夹头,以适应操作的需要。手臂的作用是引导手指准确地抓住工件,并运送到所需要的位置上。躯干是安装手臂、动力源和各种执行机构的机架。驱动机构主要有四种:液压驱动、气压驱动、电气驱动和机械驱动。其中以电气、气动用得最多,占90%以上,液压、机械驱动用得较少。液压驱动主要是通过液压缸、阀、油箱等实现传动。气压驱动所采用的元件为气压缸、气马达、气阀等。控制系统可以根据动作的要求,设计采用数字顺序控制,它首先要编制程序加以储存,然后再根据规定的程序,控制机械手工作。
采用kuka KR 10机械手实行产品回收和舟皿堆垛。主要参数如下:
(1)机器人型号
总的来说,初中体育教学评价其关键在于应结合体育教学的目标。新课改的有效深入为体育教学评价带来了新的活力,体育教师应当注重教学评价的有效深入,在保证评价的指导性作用的同时,还应当注重学生多方面能力的有效发展。
称重装料系统由称重计量模块、给料仓、铺料装置、电气控制系统等组成的系统。采用梅特勒托利多称重传感器对装料重量进行精确测量,粉料进入舟皿后,通过铺料装置对舟皿内粉料进行平铺。平铺完成,物料通过平带输送机送入还原炉炉管内。主侧推系统在原有欧姆龙plc控制基础是上进行优化与拓展,增加对伺服电机控制程序,优化舟皿入炉、出炉控制流程,提高设备运行的安全性和控制精度。温度控制采用富士多功能温控表,在触摸屏上设置温控程序与多功能表进行通讯,实现还原炉的温度控制。机械手采用KUKA品牌,将舟皿从还原炉尾部平带上取出并将铼粉倒入产品回收桶内。吹扫后,堆垛摆放。
最大可搬重量10kg
配套机器人控制柜和示教器
控制系统:KR C4 compact
(2)机器人取件抓手
根据舟皿尺寸(350*280*7mm),设计抓手,卡主舟皿的短边,通过手抓控制箱控制舟皿的加持、翻转和松开等动作。手抓与机械手采用法兰连接。主要控制元器件有气缸、电磁阀、光电开关和吹扫装置。
从伦理学角度看,“爱情中的道德是以平等、爱情与义务的统一、以恋爱双方的爱情为基础的”。[1](P168)心理学家弗洛姆在《爱的艺术》中写道,爱情的基本要素包括“给予、关心、责任心、尊重和了解”。[2](P32)这些要素相互依赖、相互促进,给予与关心引发爱情的可能性;责任心是爱情延续的重要条件;尊重和了解则是爱情成功的核心要素。了解是指认识真实的对方,而尊重是在了解的基础上努力使对方成长并实现自我发展。在《勇敢者》中,不管是戴安娜与雷或是汤米与吉娜都因为某些不符合爱情伦理的行为致使他们的感情最终破裂。
y(默认补偿)=-4.859+3.224x1-2.633x2+2.018x3+2.723z1-0.982z2+0.375z3+
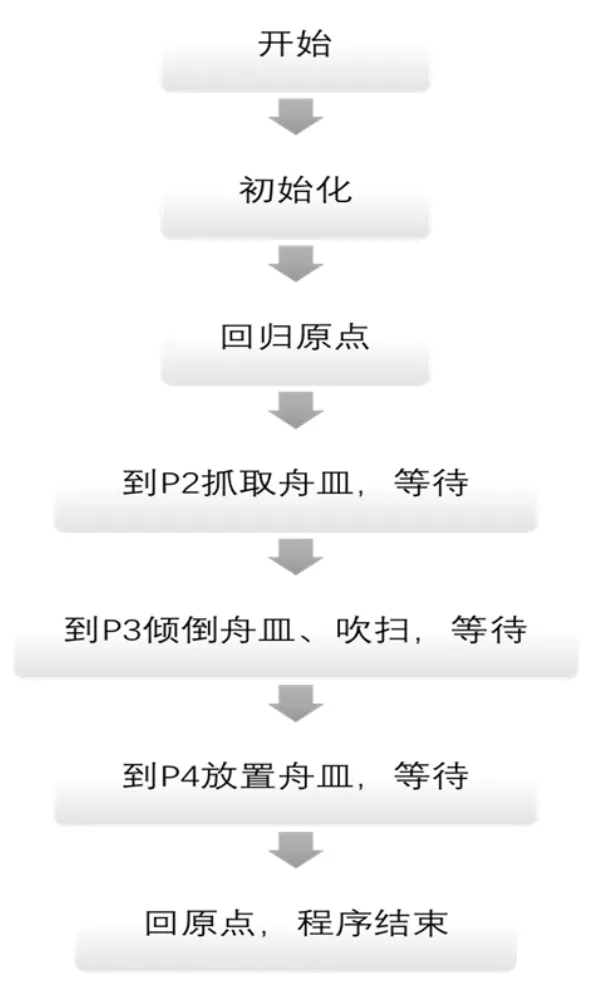
(3)程序流程
机械手主要完成三个动作,取料-倾倒吹扫-堆垛。具体。简要流程图如下:
(4)与PLC通讯
(2)从时间演变来看,成都平原城市群县域经济实力存在排名变化,整体变化相对较小.上升型县域主要分布在成都市区周围,下降型县域主要分布于经济实力相对薄弱的研究区外围,实力相对稳定的县(区)占到研究区的51.7%,空间分布比较分散.
采用Profinet协议实现KR 10与S7-1200通讯,主要操作如下:
网线连接至控制柜门上的KLI端口,另一端连接到交换机,PLC也连接到交换机,使用机械手默认网段。
在博图软件组态中,导入GSD文件,设置通讯参数。
使用WorkVisual对KUKA进行设置,修改设备名称(与PLC端相同)进行地址映射,生成代码,下载。
8 结语
针对金属铼粉单管还原炉的现状,设计了模块化、主控协调的升级方案,解决了生产不稳定、劳动强度大、生产过程不能集中监控与记录的问题。采用西门子全集成自动化(TIA)控制系统做为主控系统,与各模块化的工作单元采用多种通讯方式,最终实现了生产监控的高度集成和协调控制。针对还原炉加热温度这一生产中的关键控制点,设计了智能协调温度控制器,满足了工艺需求,提高了生产安全性稳定性和控制精度。利用机械手、输送皮带,解决劳动强度高的问题。
[1]廖常初。S7-1200/1500PLC应用技术[M].北京:机械工业出版社,2018.
[2]麦桂飞,PLC编程技术的灵活教学与运用[J].广东教育(职教版),2015,61(3):87-88.
[3]郁汉琪,郭健. 可编程序控制器原理及应用[M]. 北京:中国电力出版社,2004.
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
疯狂英语·新读写(2021年8期)2021-11-05 08:44:26
太阳能(2020年7期)2020-08-01 13:27:52
世界有色金属(2019年19期)2019-12-27 02:37:22
小学生优秀作文(高年级)(2018年4期)2018-09-11 01:23:24
通信电源技术(2016年1期)2016-04-16 04:57:29
少儿科学周刊·儿童版(2016年1期)2016-03-14 04:00:33
山东青年(2016年1期)2016-02-28 14:25:28
机电信息(2015年3期)2015-02-27 15:54:53
化学工业与工程(2015年1期)2015-02-10 03:01:36