
煤运火车车厢防冻液自动喷洒系统研究与应用
2022-06-24 10:36赵洪辉
自动化仪表 2022年4期
赵洪辉,张 倩
(陕西陕煤榆北煤业有限公司榆林信息化运维分公司,陕西 榆林 719000)
0 引言
由于我国选煤厂多采用湿法洗选工艺,外销煤炭水分较高。我国北方煤炭企业冬季铁路运输时,外销运煤容易发生黏连、挂壁、结块、冻车等现象,导致卸车困难、车厢卸煤不彻底等问题[1]。向火车车厢和其装运的煤炭喷洒防冻液是解决上述问题的较好方法。
当前,我国防冻液喷洒方法主要有3种,分别为人工喷洒、手动喷洒、自动喷洒。人工喷洒为装车员手持喷洒工具对车厢和煤炭进行喷洒,喷洒效率低,劳动强度大。手动喷洒为装车员手动控制防冻液管道阀门开闭进行喷洒,相比人工喷洒效率有所提高,但防冻液喷头方向固定,无法实现均匀喷洒。自动喷洒当前应用较多的是太原理工大学开发的防冻液自动喷洒系统。该系统可通过识别来车速度、高度控制防冻液自动喷洒[2-5]。自动喷洒系统多为摆臂式,主要由1个立杆和1个横向摆臂组成。摆臂端有喷洒接口,可将溶剂喷洒到车厢内。
目前,我国已应用防冻液自动喷洒技术的企业,诸如太原选煤厂、介休选煤厂、屯兰选煤厂等,在火车运销环节取得了良好的经济和管理收益[6-9]。虽然防冻液自动喷洒技术已经有了现场应用实例,但在列车位置、行驶速度识别和流量精确控制方面仍有不足之处。此外,喷洒防冻液在北方极端天气下仍有冻车风险,而防冻干粉作为防冻液的补充目前基本无自动喷洒方面的研究。
基于此,本文拟通过机械结构、电气控制和智能算法等方面的研究,优化防冻液自动喷洒系统和设计防冻干粉喷洒系统,更好地实现防冻液与防冻干粉自动化和智能化喷洒、精确计量喷洒量,从而做到精细化管理,提升喷洒效率和整体经济效益。
1 防冻液喷洒系统现状
铁路运煤列车均为铁路统一调配,因此列车经常出现混编现象。混编列车车厢高度参差不齐、各不相同,因此要求喷洒防冻液时必须根据不同的车厢高度调节喷洒装置高度,以避免防冻液喷洒系统与列车车头的干涉,以及由于高度不适造成的喷洒不均匀现象。
防冻液喷洒系统应当具有检测车头和车厢空隙的能力,并能根据检测结果控制阀门开闭,防止在非车厢位置喷洒,造成浪费;同时,该系统还应具备快速计算能力,能够根据检测到的车厢各面面积计算并定量调整喷洒量,保证喷洒均匀以起到防冻效果。这样可以保证在不影响铁路运输的情况下完成车厢防冻液的自动定量喷洒。
按照以上思路,本文设计了升降滚筒式喷洒装置,改善了传统摆臂式喷洒装置易受场地高度限制的缺点;结合可编程逻辑控制器(programmable logic controller,PLC)和智能算法,实现了防冻液喷洒系统的自动化和精细化管理。
2 防冻液喷洒系统设计
2.1 硬件设计
本文设计的防冻液喷洒系统可安装在具有一定高度的固定结构上,具体可视选煤厂装车站实际情况而定。以小型龙门架为例,喷洒系统的升降结构安装在龙门架的钢体结构上,喷洒系统处的龙门架净宽不小于2.0 m。防冻液喷洒系统结构如图1所示。

图1 防冻液喷洒系统结构Fig.1 Structure of antifreeze spraying system
由图1可知,升降滚筒式防喷洒系统主要由喷淋泵、管道、电磁阀、电机、托臂、激光测距、滚筒、喷头、光电开关、测速雷达、监测仪表等组成。流量计、压力表、温度计安装在防冻液喷淋泵与喷头之间的管道上,用于检测防冻液输送中的流体和环境参数,并指导防冻液配比。喷头安装在托臂上[10]。托臂两边与钢丝绳柔性连接。旋转滚筒作为套筒罩在托臂上。驱动电机带动钢丝绳运转,进而带动托臂、喷头、软管、滚筒一起上升或者下降。旋转滚筒由伺服电机驱动,表面开有相应的喷洒孔。喷洒孔数量与喷头数量相同、位置与喷头横向位置相同,从而保证防冻液顺利喷洒。喷头采用1/4PZ8Ol10B4型喷头[11]。此喷头可形成扇形水雾面,喷洒面积较广。测距仪利用激光测距原理测量仪表与车厢底部深度和车厢中煤炭高度,并将其换算成喷头与二者间距离。激光雷达安装在车厢一侧,雷达以与车厢30°~40°角发射电磁波,接收反射信号后测量车厢行进速度。光电开关与激光雷达布置在激光雷达同侧,共2组,相隔40~50 cm。其细节调整依据列车车厢连接空挡宽度而定,用于确定当前喷洒位置为车头、车厢或车厢连接处。
系统工作过程及其工作原理如下。
①准备阶段。
列车正式进入装车站之前,启动防冻液自动喷洒系统。防冻液自动喷洒系统首先进行开机自检,当检测系统硬件工作状态良好后,依据环境参数(温度等)确定防冻液自动配比参数,完成防冻液配置。
②列车姿态检测阶段。
列车即将进入装车站时,光电开关、激光测速雷达、激光测距装置开始对列车行进姿态进行检测,包括列车行进速度、车头位置、车厢位置。
③喷头姿态调整阶段。
当检测到列车进入喷洒区域时,驱动电机驱动钢丝绳运转,调整钢丝绳高度,进而调整托臂整体位置与车厢深度匹配。然后,伺服电机驱动旋转滚筒旋转,使喷头与滚筒表面开孔处于上下垂直平面,且中心对齐。喷头姿态调整伴随整个列车车厢行进过程。当列车装运煤炭后,可根据车厢中煤炭高度继续调整相关姿态。
④喷洒阶段。
喷头抵达确定位置后,喷洒系统控制电磁阀打开,管路畅通后开启喷淋泵,并根据管道压力参数以及检测到的车厢长度、车厢深度、煤炭高度、行进速度计算喷洒量,最终通过变频装置调整喷淋泵工作频率以调节实际喷洒量。
⑤喷洒中止阶段。
当光电开关检测到列车车厢位置处于喷洒系统边缘时,判定喷洒即将结束。此时,开始调节喷淋泵降低频率至0,并关闭电磁阀;同时,伺服电机驱动旋转滚筒旋转半周,将开孔位置调整至上方,并承接管路中溢出的防冻液,防止防冻液撒至运煤轨道上;此外,驱动电机调整钢丝绳长度,将托臂整体上移,避免碰撞至下一车厢。
⑥喷洒重复阶段。
随着列车继续行进,下节车厢即将进入喷洒位置,系统传感器持续检测。当检测到下一车厢时,重复阶段②~阶段⑤流程,直至最后一节车厢喷洒完毕。
⑦喷洒完成。
当整编列车车厢完成喷洒后,系统进入待机状态,等待下一整编列车进入喷洒流程。
2.2 电气控制设计
防冻液自动喷洒系统的电气设计基于西门子1200型PLC[12]。本系统通过PLC控制电机转动。电机带动钢丝绳实现钢丝绳的收放,实现对托臂的升降控制。托臂正上方安装的激光测距可实时监测托臂运行到的高度,保证精准调节托臂位置。
本设计安装了两组对射型光电开关。光电开关工作示意图如图2所示。
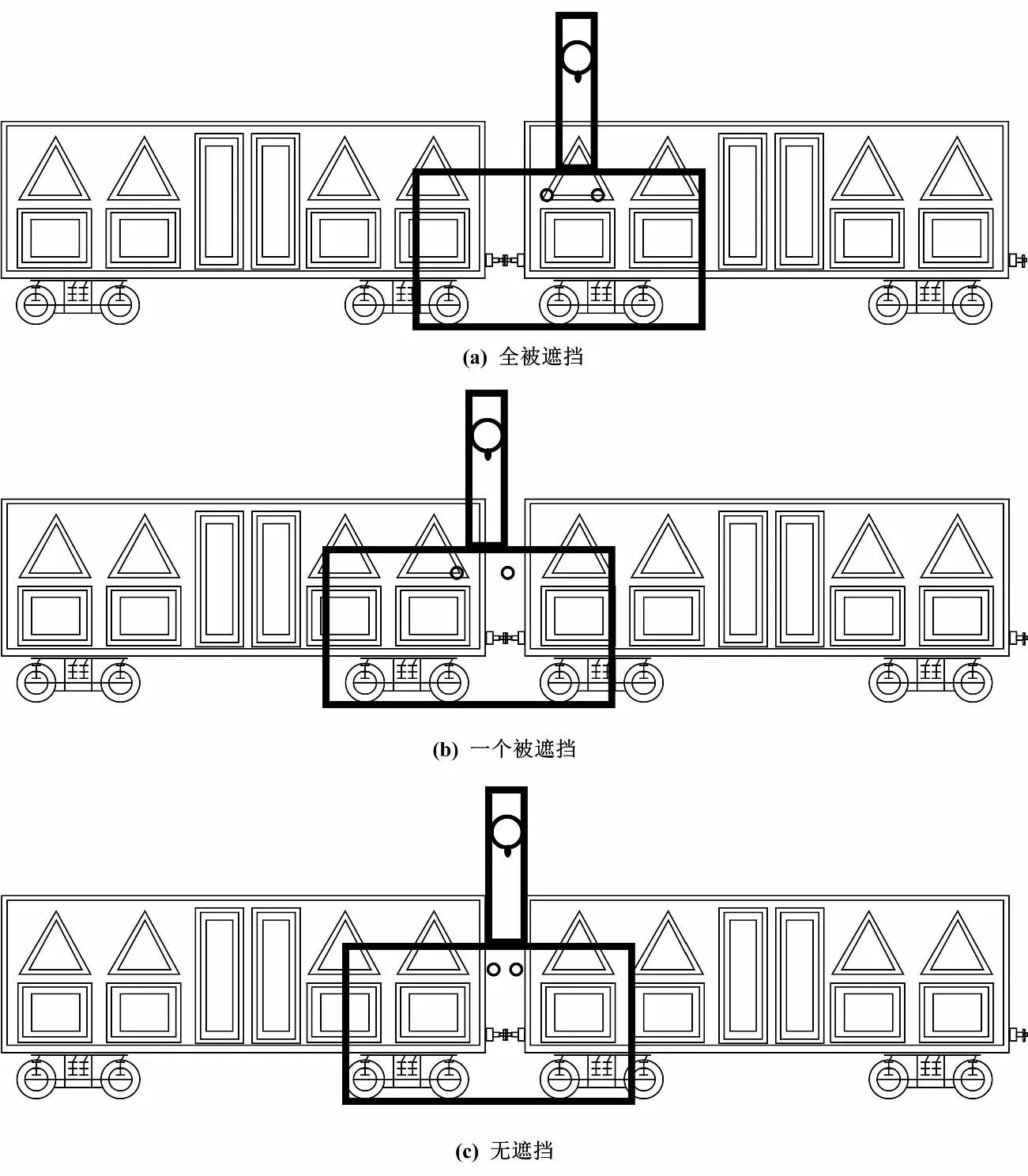
图2 光电开关工作示意图Fig.2 Working diagram of photoelectric switch
由图2可知:2个对射全被挡住时为车厢中部,如图2(a)所示;只有1个被遮挡时为车厢边缘部,如图2(b)所示;2个对射开关都没有被遮挡时为车厢间隔处,如图2(c)所示。PLC通过记录对射的遮挡情况,记录车的节数,并且根据识别出的车厢空隙控制滚筒的旋转。当对射全部被遮挡识别为车厢中部,滚筒正转,露出喷头孔[13],喷洒防冻液;当对射全部没被遮挡识别为车厢间隔部,滚筒反转,遮挡喷头孔,停止喷洒防冻液。
本设计中安装测速雷达的目的为监测车速,把车速的快慢和正向负向传输给PLC。PLC通过返回的车速控制摆臂升降和滚筒正反。当车速为正时,泵和电磁阀会根据车速快慢调节频率和开度:车速快、频率高,则开度大;车速慢、频率低,则开度小。当车速为负,也就是倒车时,滚筒会反转关闭喷洒,以免反复喷洒造成的溶液浪费。
安装温度计的目的是监测室外温度。温度计值返回到PLC中,作为PLC控制配比的参数。防冻液是用防冻干粉和水配比而成的,根据不同温度,防冻干粉和水的比例不同[14]。防冻液配比如表1所示。

表1 防冻液配比
2.3 软件功能设计
本文依照防冻液自动喷洒装置设计了对应的软件系统。系统具备如下功能。
①防冻液控制。
在防冻液控制中,有智能、自动、手动这3种控制模式。智能模式完全依靠程序检测计算和控制,不需要人工参与。自动模式由人工输入目标流量值,程序会根据此目标流量,自动控制泵和阀的频率和开度。手动模式由人工给出泵频参数和喷阀开度,再由系统自动按照这2个参数值去执行喷洒工作[15]。
②状态展示。
状态展示是将需要喷洒的列车信息、进度、喷洒量、泵、阀、播撒机等设备的状态展现给用户,使用户实时获取系统整体运行状态。
③趋势曲线。
曲线中有理论值、实际值这2条曲线。理论值为程序计算的合理最佳量。实际值是通过仪器仪表检测到的实际用量。由于工业品存在一定和误差,并且在常年使用过程中元器件灵敏度降低等问题,理论值和实际值可能存在趋势性偏差,所以需要看到这2个值的趋势对比,并在发现趋势存在偏差时人工对参数进行调节,从而达到补偿的作用[8]。如果调参仍不能校准,需要对元器件进行更换。
④报表统计。
系统在自动喷洒后会将具体数据以列为单位自动记录下来,方便之后对用量的统计分析。
3 自动喷洒系统的应用
本系统于陕煤化集团下属某选煤厂应用后,在-15~+10℃的环境中稳定运行。本文连续采集11 282节列车车厢涉及5类车型的喷洒防冻干粉消耗量数据,并与本系统应用前同种列车防冻范干粉历史消耗量进行比较。各车型自动喷洒量对比如表2所示。

表2 各车型自动喷洒量对比
由表2可知,原有喷洒方式的防冻液平均用量为136 kg/每节、采用防冻液自动喷洒系统的防冻液平均用量为108 kg/每节、总节省量为302 632 kg。因此,分析表2可知,应用该防冻液自动喷洒系统后,相比原有喷洒方式,平均药耗节约率可达19.74%;随着喷洒车型体积的减小,药耗节约率呈现增加趋势。该结果证明,本系统可有效降低防冻液消耗,大致可节约20%的防冻液消耗。
该系统目前可完全自动化完成喷洒任务。出于安全起见,尚需有人监督。当出现事故报警时,系统将自动触发停止,并采用声光电形式提醒监督者系统出现异常,报警复位后恢复自动喷洒。本系统将原有多人完成的大量工作化简为只有1人监督即可完成的工作,在大量解放人力的同时有效降低药耗,有利于企业生产效益最大化。同时,在装车环节提升了企业智能化建设和管理水平。
4 结论
本文以铁路煤运车厢防冻液自动喷洒系统的研究及应用为目的,从硬件、电气控制、软件功能等诸多方面进行了分析论述。系统结合实际物理硬件应用研究成果,实现了防冻液、防冻干粉全程自动化智能化的控制,简化了作业流程提高了工作效率,节约了溶剂药耗,降低了人员成本。该系统可进一步通过智能化手段结合智能装车系统协同作业,提高整体工作效率,实现工业自动化智能化。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
幼儿教育·父母孩子版(2021年6期)2021-08-05
中国食品(2020年23期)2020-12-23
中国中医药信息杂志(2019年10期)2019-11-15
家庭百事通·健康一点通(2019年8期)2019-08-29
幼儿教育·教育教学版(2019年9期)2019-02-02
船海工程(2018年1期)2018-03-01
农家科技中旬版(2016年11期)2017-01-16
大众科学(2015年11期)2015-09-10
汽车维修与保养(2014年2期)2014-12-16
