O-AO-MBR 组合工艺处理煤化工综合废水
2022-06-23 03:27:10徐冰洁
工业水处理 2022年6期
徐 斌,徐冰洁
(1.中石化九江分公司,江西九江 332004;2.九江学院资源环境学院,江西九江 332005)
我国煤炭资源丰富,以煤为原料的化工产业近年来发展迅速,特别是以煤气化为龙头的煤制甲醇、煤制烯烃及煤制天然气等新型煤化工项目高速发展〔1-2〕。然而,煤化工装置在生产过程中会产生大量废水,这些废水具有高氨氮、高COD、高含盐量及难生物降解等特点〔3-4〕,须妥善处理。
鄂尔多斯某煤炭深加工示范项目以煤炭为原料,将水煤浆气化后合成甲醇,进一步合成烯烃。生产装置区排放的废水主要有煤气化废水、煤制烯烃(S-MTO)净化废水及全厂其他废水(包括烯烃装置生产废水、酸性气废水和生活污水)。煤气化废水水量较大,污染物组成复杂且含量较高,特别是废水中氨氮及悬浮物(SS)含量较高,须在煤气化装置内对气化废水进行汽提脱氨、混凝沉降预处理。另一股水量较大的废水为S-MTO装置生产过程中产生的净化废水,该废水COD 高,且含有少量不易降解的醛类、酮类、有机酸等大分子有机物,须经过厌氧生化、气浮除油及水解酸化预处理将大分子污染物长链打断,提高其可生化性。这2 股大水量废水经预处理后与全厂其他废水一起排入废水处理装置,并采用O-AO-MBR 组合工艺处理,产水达标后送至深度处理单元,经除硬、除浊、脱盐后回用至循环水场,产生的高浓盐水经蒸发结晶单元处理,实现了废水的零排放。
1 设计进出水水质和水量
该装置设计最大进水水量为1 300 m3/h,主要设计进、出水水质见表1。
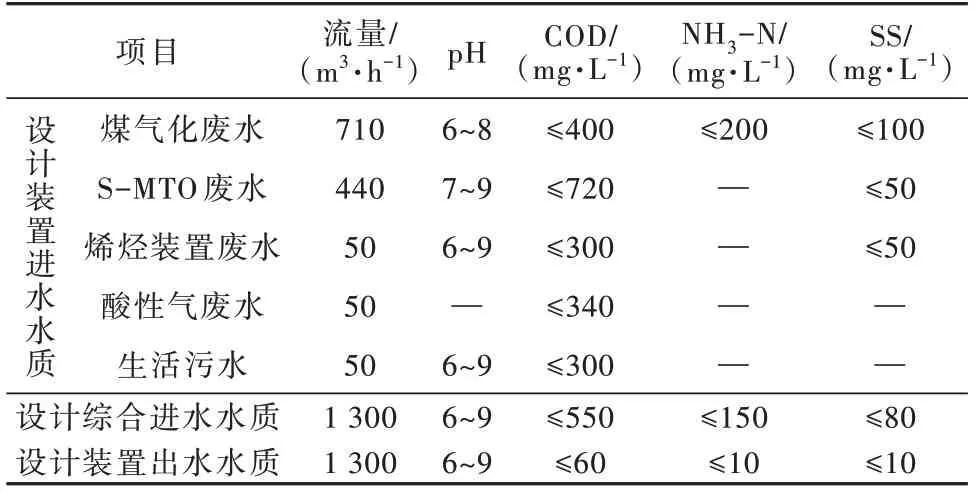
表1 设计进、出水水质Table 1 Design influent and effluent quality
2 工艺设计及主要构筑物
2.1 工艺设计
污水的生化处理技术是目前普遍采用且比较经济的处理方法,但传统生化处理工艺由于工艺机理上的限制,普遍存在COD 和NH3-N 去除效率低且不稳定、受环境因素影响大、抗冲击负荷能力弱等特点〔5-6〕。随着污水处理标准的提高,传统生化处理一般都需要增加后续深度处理工艺才能满足出水指标要求,容易造成工艺流程长、占地面积大、工程投资高等一系列问题。
本装置进水水质、水量波动大,具有一定的冲击性,在AO 生化段前增加一级好氧池作为预处理,以提高装置的抗冲击能力;由于装置出水需送至深度处理单元,经超滤(UF)、反渗透(RO)等装置处理后回用,对出水悬浮物的含量要求较高,故选用膜生物反应器(MBR)来保证高质量产水〔7-8〕,最终形成以O-AO-MBR 组合工艺为主体的工艺。
O-AO-MBR 工艺将生化处理技术与膜分离技术相结合,O-AO 工艺可以实现高效除碳和脱氮〔9〕,MBR 技术以超滤膜分离过程取代传统生化处理过程中的泥水重力沉降分离过程,固液分离效果远好于传统沉淀池,出水悬浮物和浊度接近于零;MBR技术将微生物完全截留在MBR 池内,有利于增殖缓慢的硝化细菌、反硝化细菌的生长和繁殖,可提高系统的硝化、反硝化效率,具有微生物浓度高、生物种群多样性好、耐冲击负荷等优点〔10〕;MBR 技术还实现了反应器水力停留时间(HRT)和污泥龄(SRT)的完全分离,运行控制更加灵活稳定。
2.2 工艺流程
图1 为废水处理的工艺流程。
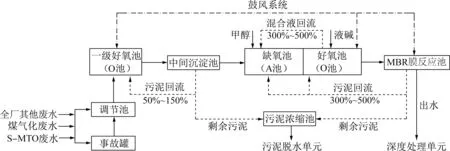
图1 废水处理工艺流程Fig.1 Flow chart of wastewater treatment process
如图1 所示,正常情况下来水直接进入调节池,异常时先进入事故罐暂存。经混合、均质后的煤化工综合废水首先在一级好氧池内进行好氧曝气处理,利用微生物的同化作用,将部分有机污染物碳化,使污染物得到一定降解。一级好氧池出水进入A/O 池,通过硝化、反硝化去除氨氮、降低总氮,并降低有机污染物浓度。污泥混合液进入MBR 池后,固液被高效分离,难降解的大分子有机物被截留,产水进入后续深度处理单元。
一级好氧池、中间沉淀池及A/O 池均为4 个系列并联运行,MBR 池为8 个系列并联运行。
2.3 主要构筑物及设计参数
2.3.1 一级好氧池
一级好氧池设计停留时间为12 h,池底均匀铺设直径65 mm、长度1 m 的管式曝气管2 600 根,由离心风机输送的压缩空气通过曝气管通入池底,池内DO 达到2~3 mg/L,污泥回流比控制在50%~150%,污泥质量浓度控制为3 000~5 000 mg/L。
通过好氧曝气处理,来水中的有机污染物在池内得到一定程度的降解。同时,一级好氧池可兼作生物软化池,当来水水质较差、Ca2+和Mg2+含量较高、气化废水混凝沉淀预处理效果不能满足要求时,可利用碳化有机污染物生成的CO2和压缩空气中的CO2与Ca2+、Mg2+反应生成CaCO3、MgCO3,通过排泥降低硬度,防止结垢,保证后续工段的稳定运行。
2.3.2 A/O 池
A池采用氧化沟式池型,设计停留时间为18 h;为防止污泥沉积、增加缺氧生物与污水接触面积、提升脱氮效果,在池内共设置16 台低转速潜水搅拌器(N=56 r/min),硝化液回流比控制在300%~500%。O 池采用推流式池型,设计停留时间为28 h,池底铺设与一级好氧池同规格的管式曝气管6 500 根,池内DO 控制在2~4 mg/L,污泥质量浓度控制为4 000~6 000 mg/L。
A池的主要功能是反硝化脱氮,同时兼具一定的水解酸化作用,以改善废水的可生化性、提高后续好氧处理效率。O 池的主要功能是进行碳化和硝化反应,去除废水中的有机污染物及氨氮,通过硝化液回流形成充分的硝化-反硝化作用。
2.3.3 MBR 池
MBR 池共设计8 座,每座设置10 个膜组件,采用淹没式聚偏氟乙烯(PVDF)中空纤维帘式超滤膜,膜的截留孔径为0.1 μm。每座膜池装填膜面积16 000 m2(20 m2/帘×80 帘/膜组件×10 个膜组件),膜通量为10.3 L/(m2·h),由自吸泵间歇抽吸出水,抽停时间比为7 min/1 min。池内污泥质量浓度控制为6 000~10 000 mg/L,相比一般活性污泥法(3 000~5 000 mg/L)高 很 多。设 置3 台Q=90 Nm3/min、H=58 kPa 的离心鼓风机为活性污泥供氧并实现对膜面污染物的擦洗。同时,设置了污泥回流泵,回流比控制为300%~500%,可根据来水水质变化及处理程度分别回流至A 池和O 池,提高脱氮降碳效率。
主要构筑物参数见表2。

表2 主要构筑物参数Table 2 Main structures parameters
3 装置运行及处理效果
3.1 装置运行中出现的问题及优化措施
3.1.1 来水水质、水温波动大
因预处理设施运行不稳定,装置来水中气化废水水质波动大,有时氨氮高达903 mg/L、SS高达739 mg/L,远超设计指标,导致生化段频受冲击。微生物在生物处理过程中最适宜的温度为20~35 ℃,超过37 ℃时处理效率显著下降〔11〕,而气化废水及S-MTO 废水预处理设施换热器结垢频繁,运行周期短,废水水温高,尤其是夏季气温叠加,生化段水温高达42~44 ℃,影响装置处理效率。
优化措施:
(1)强化源头管理,开展技术攻关,将合成气净化装置的CO2引入混凝沉降设施,解决了Ca2+在汽提脱氨工序的沉积问题,改善了汽提脱氨的运行工况,减少了装置的酸洗次数,提高了汽提脱氨效率,气化废 水 氨 氮、SS 分 别 稳 定 在300 mg/L 和100 mg/L 以内;同时充分利用公司其他装置闲置的换热器作为备用,为换热器清洗创造条件,将排入废水装置的废水水温降低到40 ℃以内。
(2)加强过程管控,将人工监测与在线监测相结合,对来水水质、水温实时监控。岗位人员每隔2 h 取各股来水及调节池混合出水水样,使用试纸检测pH、氨氮,并与在线监测结果比对,及时汇报、调整异常情况。
(3)优化末端治理,充分发挥调节池和事故罐的缓冲、均质作用,改善生化段进水水质。原设计调节池及事故罐为并联运行,为增加调节池及事故罐调节水质、水温的灵活性,增加了调节池及事故罐串联运行流程,可视来水情况采取串联或并联方式运行,确保后续工段进水稳定。
3.1.2 A/O 池运行负荷低
经统计,调节池出水COD 为450~900 mg/L,平均为655.6 mg/L,超出一级好氧池进水COD≤550 mg/L的指标要求,造成一级好氧池处理负荷过高,甚至对一级好氧池造成冲击。而经一级好氧池处理后,出水COD 为92~467 mg/L,平均为264 mg/L,按最大处理水量1 300 m3/h 计算,A/O 池的平均COD 容积负荷仅为0.14 kg/(m3·d),处于低负荷运行状态,不仅造成曝气风机等设备运行能耗浪费,还需补充大量碳源以提高A 池反硝化脱氮效率。
优化措施:
(1)增加调节池出水至A/O 池进水流程,形成多点进水。根据调节池出水水质及一级好氧池和A/O池的运行负荷,调整各工段进水水量,不仅降低了一级好氧池的运行负荷,还为A 池反硝化反应提供了碳源,减少了碳源的补充量。
(2)将A/O 池4 系列同时进水运行改为3 系列运行和1 系列备用。备用系列停止进水和曝气,使备用系列微生物处于休眠状态,同时每月更换备用系列,保持污泥活性,不仅提高了3 个运行系列的处理效率,节约了设备运行能耗,降低了职工劳动强度,还可在异常情况下投用备用系列,稳定装置运行,确保装置出水达标。
3.2 装置运行效果
2020 年6 月,该公司开展全厂大检修,经检修后各装置保持高负荷运行。2020 年7 月12 日至2020 年12月31日共173 d的运行时间里,该废水处理装置历经夏季高温(30~35 ℃)和冬季严寒(-20~-10 ℃),来水量为1 000~1 100 m3/h,A/O 池保持3 系列运行1 系列备用状态,其余运行参数均控制在设计参数范围内。经装置处理后,平均出水COD、氨氮、SS 均达到了装置设计出水水质指标要求。
3.2.1 COD 去除效果
图2 显示了该废水处理装置对煤化工综合废水COD 的去除效果。

图2 O-AO-MBR 组合工艺对COD 的去除效果Fig.2 The removal effect of COD by O-AO-MBR process
从图2 可以看出,系统进水COD 基本在450~900 mg/L,平均为655.6 mg/L,超出装置设计进水COD 指标,但无论进水COD 如何波动,出水COD 基本稳定在<30 mg/L,平均出水COD 为27.2 mg/L,平均COD 去除率达95.9%。O-AO-MBR 组合工艺可以有效去除煤化工综合废水中的有机污染物,使整个系统保持较高的COD 去除率。
3.2.2 氨氮去除效果
图3 显示了该废水处理装置对煤化工综合废水氨氮的去除效果。

图3 O-AO-MBR 组合工艺对氨氮的去除效果Fig.3 The removal effect of NH3-N by O-AO-MBR process
由图3 可知,系统进水氨氮基本在90~300 mg/L之间变化,平均进水氨氮为169.9 mg/L。虽然进水氨氮存在较大波动,但出水氨氮基本<2 mg/L,平均出水氨氮为0.99 mg/L,平均氨氮去除率达99.5%,说明该工艺具有良好的氨氮去除效率,且具有较强的耐冲击负荷特性。
3.2.3 总氮去除效果
图4 是该废水处理装置对总氮的去除情况。
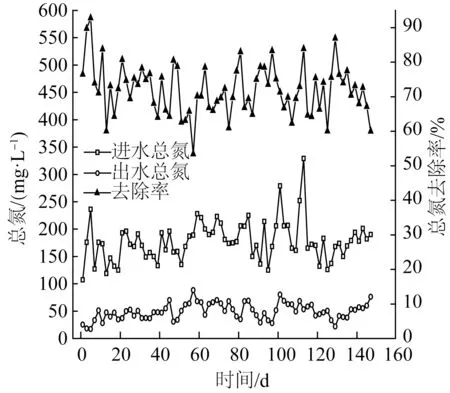
图4 O-AO-MBR 组合工艺对总氮的去除效果Fig.4 The removal effect of TN by O-AO-MBR
由图4 可知,系统进水总氮为107~329 mg/L,平均为178.3 mg/L。经处理后,出水总氮均小于80 mg/L,且平均出水总氮为49.5 mg/L,平均总氮去除率为72.2%。因MBR 出水至废水深度处理单元对总氮未作要求,在运行过程中为节约能源消耗,降低了对反硝化碳源的投加量及MBR 膜池污泥回流比,故虽然该系统已表现出良好的总氮去除效果,但还有进一步提升的空间。
3.2.4 SS 去除效果
图5 显示了系统进水和MBR 膜过滤出水的SS变化以及对SS 的去除效果。
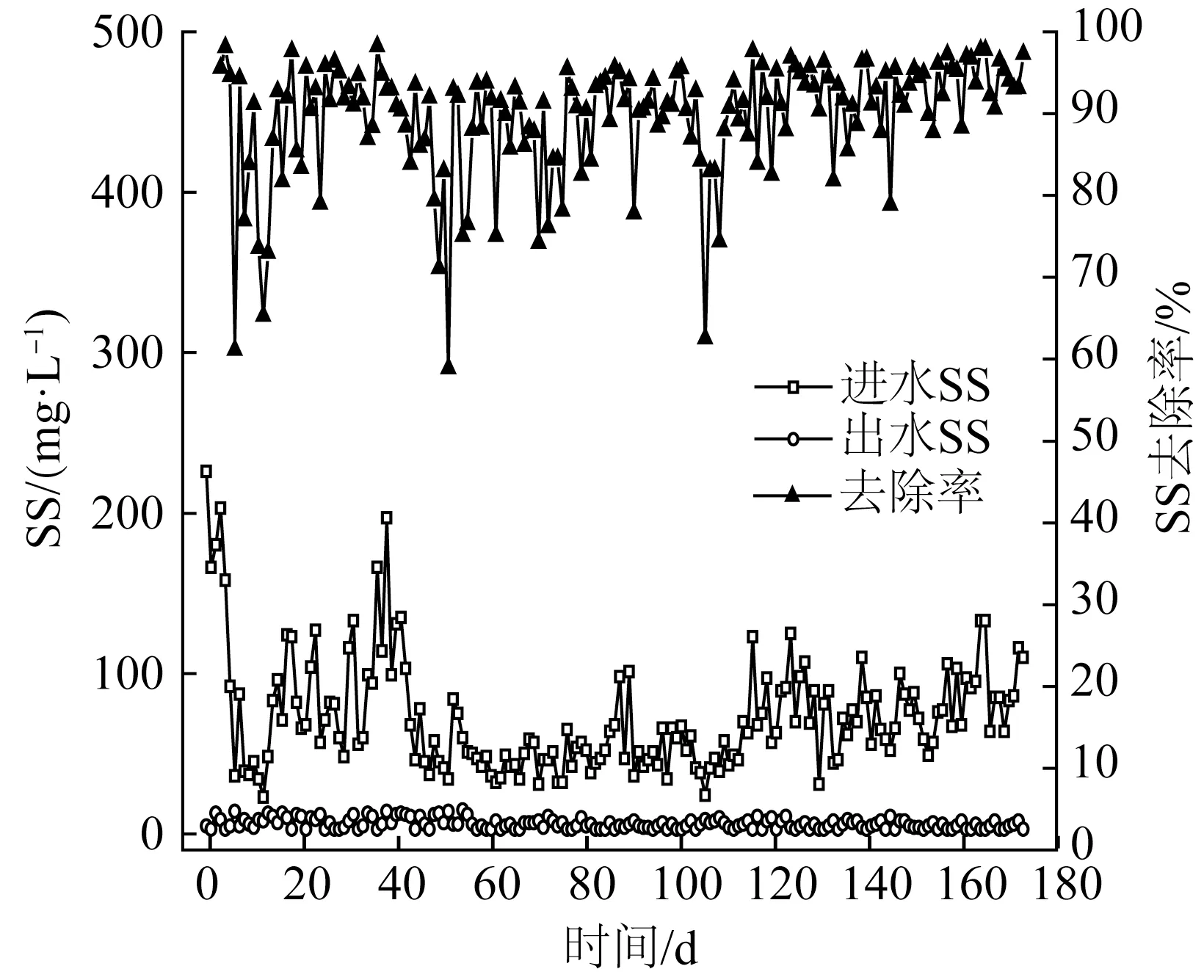
图5 O-AO-MBR 组合工艺对SS 的去除效果Fig.5 The removal effect of SS by O-AO-MBR
由图5 可知,系统进水SS 基本在30~160 mg/L范围内,平均为72.6 mg/L。经处理后,MBR 出水平均SS 为6.3 mg/L,平均去除率为91.3%。该工艺对废水中的SS 具有较好的去除效果。SS 的去除率存在一定的波动,主要原因为该装置已投运近5 a,MBR 膜丝存在一定程度的断丝现象,对产水SS 造成一定影响。
4 运行成本分析
经统计,2020 年7 月12 日至2020 年12 月31 日期间,装置运行电耗为2.43 kW·h/m3,其中O-AO 生化处理单元占59.6%,MBR 单元占21%,污水均质提升单元及污泥处理单元等占19.4%,较聂水源等〔12〕利用两级A/O 融合工艺处理煤化工废水电耗(2.72 kW·h/m3)低0.29 kW·h/m3。电价为0.3 元/(kW·h),运行电费约为0.73 元/m3,甲醇、液碱及膜清洗药剂费用合计约为0.93 元/m3,人工成本为0.73 元/m3,合计直接运行成本为2.39元/m3(不含设备折旧及脱水污泥委外处置费用)。
徐晓 妮等〔13〕对A2/O 与MBR 工艺在同规模城镇污水厂中的工艺占地面积进行了对比,MBR 工艺占地面积比A2/O 工艺减少28.8%~42.5%。该废水处理装置主体工艺O-AO-MBR 实际构筑物占地面积合计14 400 m2,设计最大进水量为1 300 m3/h(即31 200 m3/d),则该组合工艺单位处理水量占地面积为0.46 m2·d/m3。
5 结论
(1)采用O-AO-MBR 组合工艺处理煤化工综合废水,出水水质稳定,处理效率高,经装置处理后平均出水COD、氨氮、总氮、SS 分别为27.2、0.99、49.5、6.3 mg/L,平均去除率分别为95.9%、99.5%、72.2%、91.3%,达到了装置设计的出水水质指标要求。
(2)O-AO-MBR 组合工艺提高了系统的污泥浓度,具有较强的耐冲击负荷特性,即使装置进水COD、氨 氮 分 别 在450~900 mg/L 及90~300 mg/L 范围内波动,仍能实现稳定运行。
(3)根据装置运行负荷,将部分高浓度废水引入A 池并调整A/O 池运行模式,可提高装置运行效率,降低装置运行成本。
(4)O-AO-MBR 组合工艺解决了传统活性污泥处理工艺占地面积大、处理效率不稳定等问题,在煤化工综合废水处理方面具有良好的应用前景。
猜你喜欢
化工管理(2022年14期)2022-12-02 11:43:52
云南化工(2021年8期)2021-12-21 06:37:36
区域治理(2021年37期)2021-11-01 11:50:18
氮肥与合成气(2021年7期)2021-04-04 10:11:00
中氮肥(2019年2期)2019-04-22 10:46:02
环境保护与循环经济(2017年7期)2018-01-22 02:58:12
山西建筑(2016年29期)2016-11-22 02:37:26
环境科技(2016年6期)2016-11-10 05:14:06
中国环境科学(2016年3期)2016-02-08 15:07:14
环境科技(2015年3期)2015-11-08 12:08:34