基于3D打印的拖体导流壳设计与应用
2022-06-23 10:58朱张立
机电工程技术 2022年5期
郭 鹏,朱张立
(杭州应用声学研究所,杭州 310012)
0 引言
拖体也叫水下拖曳体,是一种由水面舰艇或水下航行器拖拽航行在水中的的运载平台,主要用于搭载各类传感器、声学及光学探测设备等。拖体导流外壳作为拖体的主要结构组成之一,其作用一是可以起到保护搭载设备免于外部撞击;二是其水动力外形能够保证拖体的拖曳稳定性,使探测设备发挥更好的探测性能。
长期以来,国内拖体导流外壳体主要采用玻璃钢手工糊制的制作方法,但是玻璃钢加工周期长、难以满足复杂结构的设计加工等缺点极大限制了拖体导流外壳体的创新与进步。玻璃钢制作在材料和加工工艺方面一直没有革命性的变化,间接导致了拖体导流外壳体的加工方式也没有新的升级,极大限制了拖体导流外壳体的技术更新。与此同时3D打印技术迅速发展,其已经在工业设计、汽车制造、航空航天和医学等领域得到广泛应用,这给拖体导流外壳体制作带来了新的可能。3D打印是快速成型技术的一种,也被称为增材制造。通常是采用数字技术材料打印机将粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件[1-4]。本文将针对3D 打印技术在拖体导流外壳体设计与制作中的应用进行了探索。计划首先通过工业设计软件建立拖体外壳三维模型,然后选取符合要求的材质通过3D 打印机即可在短时间完成拖体外壳的加工制作,通过一系列对比检查3D 打印制作的拖体导流外壳是否能达到甚至优于玻璃钢材质导流外壳的性能[5-6]。
1 拖体导流外壳设计
拖体导流外壳是包覆在拖体框架外侧的5~10 mm 厚度的硬质外壳,起到保护搭载设备免于外界撞击的作用,外形多为流线型以保证拖体具有良好的水动力特征。拖体导流外壳的好坏直接影响着所搭载设备能否正常工作。目前随着各类探测技术的不断进步,导致了对拖体设计提出了更多需求:一是拖体搭载的设备越来越多,越来越复杂,要求拖体内腔结构可以做到复杂多变;二是加工装配难度加大,要求严格控制装配精度、外壳变形量及拼装质量,不能影响探测设备的探测精度;三是要求拖体外形更加对称使拖体有更高的航行稳定性。拖体导流外壳需要保证拖体导流外壳外形加工对称,以保证应拖体有良好的水动力特性,同时应该具备一定防护能力,避免搭载设备受外力损坏。
(1)应用工业设计软件进行设计。通过三维设计软件可以先设计出拖体外壳的结构初步方案,设计时注意各设备装配关系、空间干涉等问题。然后通过流体仿真软件得出拖体水动力特性辅助进行拖体外壳迭代设计改进。
(2)选择加工工艺。应该根据拖体的实际工况和需要,选取出满足要求的材料和壳体壁厚以满足结构强度,然后根据材料的特性决定加工方式,如手糊玻璃钢。
(3)成型后处理技术。对加工完的拖体导流外壳需要进行必要的打磨、修整和喷漆,确保拖体导流外壳表面光洁,入水后不易残留汽泡而导致影响声学换能器的性能。
2 拖体导流外壳加工工艺设计
拖体导流外壳加工工艺设计是拖外壳设计的重要环节,拖体导流壳设计中使用的传统玻璃钢加工工艺存在着许多不足之处,本案例通过3D打印技术对传统导流外壳加工工艺进行优化。
2.1 传统导流外壳加工工艺
传统拖体导流外壳一般由玻璃钢制作手工糊制的方式加工制作,为了方便设备安装使用,一个拖体上的导流外壳一般分为几个部分分别加工,然后组装而成。玻璃钢的手工糊制包含4 个主要步骤:(1)生产制作前的准备工作;(2)成型模具制作;(3)玻璃钢的糊制与固化;(4)脱模与后期修整。玻璃钢具有耐腐蚀、强度高、工艺相对简单等优点,但其也有加工步骤和流程相对繁琐、涉及工种多、占用场地大、耗用工时多等缺点。以制作一个长宽高分别为800 mm、300 mm、500 mm 的拖体导流外壳为例,通过以往经验可知传统玻璃钢手工糊制的方式加工制作则需要模具制作、糊制、打磨3 个工种一共5~6 人用时20 个工作日左右完成。玻璃钢手工糊制时,模具制作、糊制、打磨3 道工序分别需要在不同车间完成,糊制过程中的化学制剂和打磨过程中的粉尘对操作者身体健康有严重损害。由于施工人员手法和模具等条件的限制,手工糊制玻璃钢的加工精度难以达到0.5 mm 以上,因此可能影响拖体导流壳整体外形的对称性,进而影响拖体拖曳稳定性。
2.2 通过3D打印技术优化设计
3D 打印技术目前在制造业中已经有了很广泛的应用,如建筑、工业设计、汽车以及航空航天等领域,特别是在一些结构复杂,制造时间段的定制化零件加工中3D 打印技术优势尤为明显[7-8]。目前,主流3D 打印技术主要分为熔融沉积成型技术和光固化技术。
(1)FDM:熔融沉积快速成型,主要材料ABS 和PLA。熔融挤出成型(FDM)工艺的材料一般是热塑性材料,如蜡、ABS、PC、尼龙等,以丝状供料。材料在喷头内受到高温后熔化。喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料喷出,材料降温并快速固化,与之前喷出的材料粘结。每一个截面都是在上一截面上累积而成,上一截面可以作当前截面提供定位和支撑的作用。
(2)SLA:光固化成型,主要材料光敏树脂。光固化成形是最早出现的快速成形工艺。其原理是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长(x=325 nm)和强度(w=30 mW)的紫外光的照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态[9]。光固化成型是目前研究得最多的方法,也是技术上最为成熟的方法。一般层厚在0.1~0.15 mm,成形的零件精度较高。通过此类3D 打印技术制作预计仅需1~2 人在5 个工作日左右即可完成前文所述的拖体加工功工作。
不难发现光固化成型的3D打印方式能完成高精度的加工,打印工作主要由打印机完成,期间不会产生有污染的废弃物。分析认为3D打印技术完全有可能成为玻璃钢手工糊制拖体导流外壳传统方法的替代方法,克服玻璃钢手工糊制方法费时、费力、对人体有害等缺点,从而提高拖体导流外壳的制作效率和质量。虽然目前树脂类3D打印材料强度还远低于玻璃钢,但是已经能够满足绝大部分拖体导流外壳的使用要求,而且3D打印技术制作出来的精度和复杂程度都高于手工糊制的方式,更好地满足拖体外壳整体线型要求,还能有效避免人为失误造成的图物不符。
发生函数的方法在解决格路计数问题中有着很强的实用性,是解决格路问题的一种典型方法。有不少组合计数问题都是对任一给定的非负整数n,求一个与n有关的数an,因此本质上是求一个未知数列{an:n≥0}。发生函数方法的基本思想是:欲求未知数列{an:n≥0},可先求出由此数列做成的幂级数的和函数再反过来把f(x)展成幂级数以求出an。发生函数方法已成为离散数学领域中的重要方法,其以某种统一的程序方式处理和解决众多不同类型的问题。
3 拖体导流外壳研制
本实例通过3D打印技术成功在一个月内为某项目制作了一套拖体导流外壳,实际应用中该导流外壳完成了各项试验,很好地满足了项目使用需求。以下是对此次拖体外壳试制过程的记录。
3.1 设计条件分析
本次拖体主要用于安装一个水声换能器,用于航速4 节的拖曳试验。拖体的设计及加工周期总时间只有一个月左右,而且拖体总体尺寸小,要求加工精度高,并能抵挡一般强度的碰撞并具有良好的拖曳稳定性。为了在规定时间内制作出满足需求的拖体,项目组应用了3D打印的方式设计加工拖体导流外壳。
3.2 拖体导流外壳的研制
按照相应的装配关系和使用需求,首先依托现有三维设计软件强大的设计与仿真能力,设计并优化适用于3D 打印的拖体导流外壳。针对拖体需求开展初步设计迭代,在满足功能、水动力性能和结构强度等需求后,再对拖体导流外壳进行细节优化,通过筛选对比几种常用3D 打印材料,得到PA12 尼龙适合本次拖体导流外壳的制作,打印精度可以达到0.1 mm,其特点是强度较高、表面光滑、成本低、打印精度高。最后使用3D打印机打印出满足要求的拖体导流外壳[10-12]。
3D 打印的方式加工时将拖体导流壳分为上盖、中体和下盖3 部分分别制作。根据换能器透声需求和外壳需要一定强度,导流壳体基本厚度为6 mm。考虑到要保证中体用于安装拖头的上甲板有足够的结构强度,上甲板厚度加厚至10 mm。设计中主要关注以下问题:(1)保证拖体导流外壳外形具有良好水动力稳定性;(2)避免出现局部和边缘位置过薄或者有锐利尖角;(3)注意配合位置的公差,在配合面留有0.1~0.15 mm的装配余量方便后期调整。
成型过程中由计算机控制光源定位装置按照数字化模型精确定位,使照射位置原料粉末升至融化点上,进行烧结并与已制作的部分融为一体;打印平台会在一层截面烧结成型后升高至下一截面继续进行打印,往复工作直至整个打印工作完成;最后,可直接取出已成型的拖体导流壳零件。
4 应用效果
使用3D打印技术成功制作了满足使用要求的拖体导流外壳,并成功完成了拖曳试验,拖体导流外壳如图1所示。最终整套导流外壳的生产周期仅为100 h,成本仅为1 万元。根据以往经验通过传统手工玻璃钢糊制工艺加工,各种工序总计需要25 天以上,成本超过3 万元。此次通过3D打印技术加工出的未经打磨的拖体导流外壳尺寸精度小于0.1 mm,远高于玻璃钢0.2~0.5 mm 的精度。对导流外壳外部施加500 N 的压力也未发现其有开裂变形等现象。
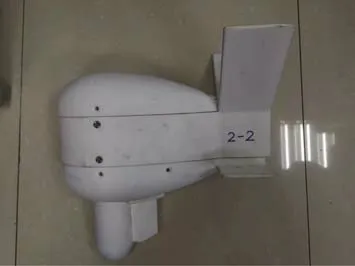
图1 3D打印拖体导流外壳成品
实际过程中拖体导流外壳与常用的玻璃钢外壳相比也没有明显不同。从此次应用情况来看3D打印技术可以作为传统玻璃钢拖体外壳加工方法的重要补充,甚至有全面替代的可能,具有极高的研究价值。
5 结束语
本文通过应用案例验证了利用3D打印技术可以实现拖体导流外壳的加工制作,并且3D打印技术可以满足一般拖体导流外壳的基本要求,以其快速、经济、精度高等特性使其具有很好的推广前景。
本文虽然验证了3D打印技术用于拖体导流外壳的加工制作的可行性,但受限于时间和对3D打印这门新兴技术的知识局限,仍未将3D打印技术的优势最大程度地发挥出来。目前,3D 打印机技术正处于高速发展阶段,用于3D打印新材料不断涌现,可以继续研究并选取出更适合拖体导流外壳的加工制作的3D打印材料。
猜你喜欢
中国钼业(2022年3期)2023-01-04
舰船科学技术(2022年20期)2022-11-28
天津科技(2021年7期)2021-07-29
建材发展导向(2021年10期)2021-07-16
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
煤气与热力(2021年3期)2021-06-09
科学与财富(2021年35期)2021-05-10
防爆电机(2020年4期)2020-12-14
模具制造(2019年7期)2019-09-25
电影新作(2018年3期)2018-10-26