非标定制产品生产订单跟踪系统
2022-06-23 10:58邱俊豪胡常伟余春来李毕壮吕小娟
机电工程技术 2022年5期
邱俊豪,胡常伟※,余春来,李毕壮,吕小娟
(1.广东工业大学机电工程学院,广州 510006;2.佛山知匠科技有限公司,广东佛山 528000;3.深圳市浩海昌实业有限公司,广东深圳 518000)
0 引言
全球疫情影响下,供应链受到巨大冲击,许多中小型供应商面临着客户需求锐减甚至倒闭的风险。对企业而言,如何在疫情防控要求下完成客户订单的生产加工和准时交付显得尤为重要。市场需求和供应链端的急剧变化也要求以人工生产加工为主的非标定制型生产企业具备高度的精益化和灵活度,运用信息化手段提高生产透明度便是许多企业努力的方向。非标定制型制造企业特点鲜明,依靠产品柔性优势满足客户需求获取利润。但对比普通企业生产经营模式存在差异,主要依靠人工进行生产数据上报统计和管理,信息化数字化升级难度更大。据调研显示,仅有不足3%的中小企业处于数字化深度应用阶段[1]。针对非标定制产品生产过程中的订单进度跟踪问题,并不存在统一而又合适的完美解决方案。
国内有相关的论文对不同行业背景下的非标定制离散型制造企业订单跟踪问题进行了分析。陈龙伟[2]提出,离散型制造企业的信息化是建立在企业现场执行流程标准化的标准化后,将各种IT 信息系统把各种生产方式固化在软件中。结合企业实际是面向离散制造企业生产信息化项目成功实施的关键。早期,陈蔚芳等[3]提出基于条码技术的在制品数据采集方法,设计和开发了原型系统,并在某企业得到了成功应用。应用结果表明,条码技术运用于在制品的生产过程管理是切实可行的。刘海涛等[4]实现了客户从生产计划开始,到订单完成,加工中心出库至客户为止的整个供应链的计划、订单、生产、出库的所有状态的跟踪。陈晓明等[5]结合汽车电机企业业务过程功能划分,建立起多层次架构的订单跟踪体系,侧重订单跟踪的策略制定,形成订单执行进度的多种评价指标。大上述两种方法都在企业中得到了应用,并在一定范围内取得了不错的效果。但对于小规模的非标定制产品生产企业而言,与大多数方法一样并未解决产品种类繁多、按重量统计在制品数量和人员素质较低等核心问题。
本文针对于深圳某非标定制产品的制造企业生产订单跟踪相关问题进行了研究,以工业工程的思想为核心对当前企业现状进行剖析,并设计开发了一款专门针对于非标定制企业的生产订单跟踪系统方案。该系统简化现场报工步骤,解决生产现场的各类问题,提高企业核心竞争力。
1 现状分析
1.1 产品和生产执行特点
该非标定制加工企业主要生产精密五金零配件产品。主要依靠人工进行生产进度报工和跟踪,企业产品和生产执行特点[6]如下。
(1)多品种小批量,按单生产。混合排产难度大;订单需要频繁跟催,百家管理;生产优先顺序频繁改变,插单情况较多;库存不断增加,常常缺乏关键物料。
(2)产品件小难以统计,依靠重量数据进行报工。产品类比众多,单个产品重量存在多个标准重量数据,如带油和净重等,人工统计无法进行单位换算和数量统计。现场纸质进度报工信息无法从订单角度统计在制品数量。
(3)订单生产进度难以及时反馈和跟踪。生产订单进度难以评估,缺乏数据支持无法提前预判订单交期预警。纸质数据统计存在滞后性,需要耗费大量人力进行统计,往往采用频繁出入库进行在制品数量的统计。仓库往往承担生产报表的制定和在制品数量统计的关键环节,增大仓库人员工作负担和压力。
1.2 生产任务执行和进度跟踪流程现状分析
以某企业为例进行现状分析,从当前的生产订单执行泳道图可以看出,从业务部下达生产订单开始,由PMC 进行基础信息维护和物料、作业计划的制定,并下发到对应的执行部门。接着采购根据物料需求清单进行物料采购,由仓库和质检部门进行收料、检验和入库。生产计划下发到生产部门后,由主管进行生产任务的投放。接着机台操作人员进行领料生产,期间进行首检与过程检。然后根据产品加工要求进行后续外协加工等,最后进行OQC、包装入库和发货。当前生产任务执行和进度跟踪流程泳道如图1所示。
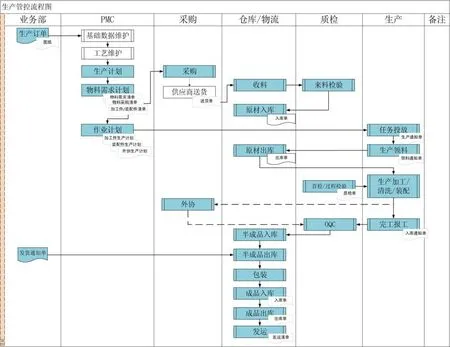
图1 当前生产任务执行和进度跟踪流程泳道
1.3 生产订单执行现状问题分析
经过对上述生产任务执行和进度跟踪流程调研和梳理后,总结存在以下问题。
(1)缺乏生产过程信息的直观监控和反馈。从上述流程可以发现,在生产过程中,依靠纸质单据对生产过程数据进行记录和报工。收料人员依靠产品单位容器的重量进行记录和统计,无法精确到产品个数。因此生产主管和PMC 无法对在制品的数量进行准确把握,只能依靠仓库提供的生产报表数据(误差较大)进行生产计划的后续编排。虽有生产过程信息和数据,但是无法却实现过程的监控和反馈。
(2)收料入库数据事后补录缺乏时效性和准确性。收料人员需要对每一道工序进行重量报工记录。每次工序完成进入缓存区时,收料人员需要登记“属于自己”的收料台账。事后由其他人员进行ERP 系统的出入库处理。同时,收发料过程中,存在先发料,再走系统的情况。这不仅增加了收料人员(多次记录重量数据)和仓库管理人员(系统出入库操作)的工作负担,而且数据积累一定程度再进行系统录入(事后补录数据),导致信息缺乏了时效性和准确性。
(3)员工文化水平低,对电子设备的使用存在抗拒和不自信。当前制造业普遍存在招人(特别是年轻人)困难的问题,因此企业无法避免存在年纪较大的员工。在进行计算机操作,如打印、仓库出入库信息录入和库存查询等操作时,年纪较大的员工并不愿意进行学习和操作。往往以自己年纪较大学不会为由,对电子设备存在抗拒心理和对自己不自信。但这对企业的发展和信息传递效率的提高是不利的,企业更应该积极培训员工,鼓励员工学习突破自我。
2 流程优化分析
对一个产品来说,从原材料到达顾客手中的生产主要流动路径是至关重要的。价值流就是使一个产品通过这些主要流程所需要的全部活动,包括增值活动、必要但非增值活动和非增值活动(即浪费)三类。因此将订单生产流程绘制当前的价值流程如图2 所示。根据价值流程可以非常直观的发现,该冲压订单产品的生产时间和增值时间并不是一致的。生产时间高达112 h,而真正增值的时间仅有48 h,无增值的时间占产品生产周期的为42.8%。这与非标定制产品订单数量多,批量小,计划变动较为频繁等特点有关。
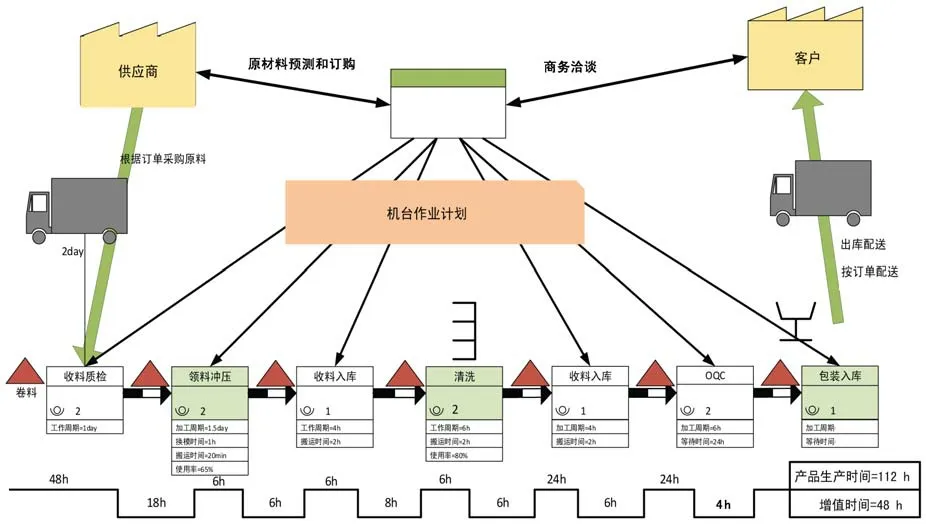
图2 企业定单生产案例价值流程
缩小“总周期时间”和“创造价值的时间”的差异就是精益改善的目的。在OQC 和包装工序中,工作周期只需要10 h,但实际的等待时间却高达48 h。导致OQC和包装成为瓶颈是因为订单数量过多,并未能得到及时地管控和监督。计划管住了生产上游的加工工序,但对品质和包装管控较为薄弱,这与计划的制定和管控的方式有关。为了减少无效的延误和等待时间来缩短总周期时间,OQC 和包装是提升生产效率和提高产品价值的关键。
因此在计划阶段,制定工序加工约束时间。并将关键的原料到料和OQC 包装纳入工序管理,通过对工序流程的编排,实现生产过程各节点的管控。对每道工序加
入完成时间节点要求,减少职能部门私自变化的可能性。任务变更需要由PMC进行计划的调整和重新下发。
2.1 下机收料报工流程
现状的仓库收料报工主要由两个人完成,首先是机台操作人员根据生产通知单上的信息开具生产交接单,每生产一筐产品,均需要手写一份交接单跟随。机台操作人员主要进行生产任务的领取,换模和生产。由于作业环境和生产效率的限制,机台操作人员尽量减少其余多余的抄写动作避免造成浪费。
作业顺序可以按照以下10个步骤完成,分别为:(1)领取生产通知单;(2)模具搬运;(3)换模;(4)填写领料单;(5)领取物料;(6)开始生产;(7)首件检验;(8)制程检验;(9)填写交接单;(10)继续生产。减少机台操作员工除生产外的多余信息抄写和汇报行为,便于对整体进行优化。
机台下机后物料统计,主要由仓库的收料人员进行。收料人员将下机后的物料搬运至缓存区,并称重记录对应的重量。主要的流程如表1所示。
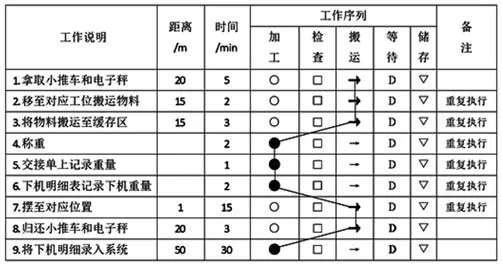
表1 仓库收料人员作业流程
作业顺序可以按照以下9 个步骤完成,分别为:(1)拿取小推车和电子秤;(2)移至对应工位搬运物料;(3)将物料搬运至缓存区;(4)称重;(5)交接单上记录重量;(6)下机明细表记录下机重量;(7)摆至对应位置;(8)归还小推车和电子秤;(9)将下机明细录入系统。
可以从流程中很清晰地发现,事后补录数据是该岗位的一大多余动作。事后补录不仅时间长,而且还导致了信息更新的滞后性。优化收料人员作业流程的关键核心是减少数据的事后补录,提升数据传递的效率和优化已有的工作流程。
2.2 跟单人员订单进度跟踪流程
跟单人员是生产进度跟踪的核心岗位。在已有的流程中,跟单的主要工作内容是辅助企业内部生产订单的物料跟踪。由于订单较多,工位位于业务办公室的跟单员,需要亲自到达生产现场,进行物料的跟进。但是由于生产车间的设备和工序较多,经常多个车间进行跑动进行物料跟踪。某订单业务员跟单的主要工作内容和流程如表2 所示。表中非常清淅地看出来跟单人员的工作情况。经过计算,员工一次加工周期过程中,所有的时间均用于走动和生产进度的核查上,其中走动距离更是高达345 m。

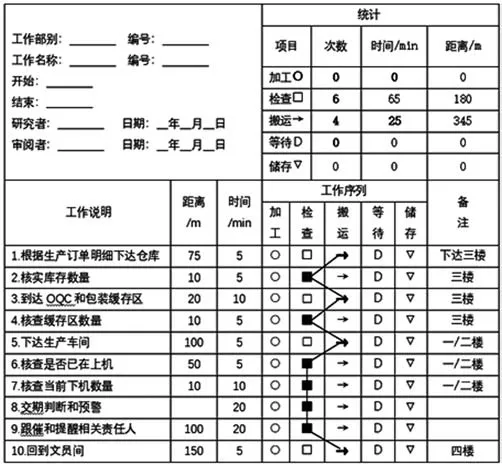
表2 跟单人员作业流程
在跟单人员跟踪生产进度过程中,走动和核查信息的时间耗时较多。同时走动的时间高达25 min,占据整个加工流总时间的27.78%。这意味着跟单人员除了耗费大量时间进行生产进度信息核查的工作上以外,仍需要进行大量的走动。
那么针对上述的订单跟踪的流程,运用基于“5W1H”的分析方法与“ECRS”的优化思维解析该岗位的工作流程[7]。以员工为核心,以上述流程为例,对员工的工作流程进行分析。
具体分析过程如下:
(1)问:现存工作流程主要做什么?(What?)
答:现存工作流程主要是为了获取生产车间的准确生产进度信息,确保生产任务按时完成,避免无法及时交货。
(2)问:执行该工作的员工是谁?(Who?)
答:主要由收料人员、质检和仓库进行报工。但是由于信息不及时和不准确,由跟单人员亲自到达现场进行订单信息的统计和跟踪。
(3)问:为什么要到达现场进行进度追踪?(Why?)
答:已有的纸质报工信息无法直接进行利用,并且信息具有滞后性。直接到达车间能够直观获取进度信息,这是最直观最有效的办法。
(4)问:有没有改进方法?如何改进?(How?)
答:有,通过将报工数据进行数字化处理,实时更新跟单进度信息,通过在信息系统上直观跟踪和监控生产进度。可以实现对相关移动流程直接进行取消(如步骤1、3、5、10),实现对现场数据核查流程的简化,直接在信息系统上进行统计和查看(如步骤2、4、6、7),通过信息系统自动实现预警和提醒功能(合并步骤8,9)。
利用“ECRS”原则对现有流程进行优化分析。对跟单人员的每个工作流程进行剖析,减少不必要的移动和等待动作,相关流程进行合并、取消和简化。并且减少跟单人员的工作内容,这将大大精简工作流程,提升数据利用效率。也使得车间生产进度跟踪更加透明化可视化[8-9]。
3 系统方案设计
3.1 系统业务管控整体架构
针对生产任务的快速制定,车间现场纸质报工信息滞后性,跟单人员到达生产一线跟进进度等问题,提出了针对非标定制产品的生产订单跟踪系统的解决方案。该方案主要包括:通过工序模板复用快速制定生产任务;全生产流程的进度反馈;二维码识别便捷报工;实时生产座舱和在制品监视四大主要模块组成。
3.2 工序模板复用快速制定生产任务
在已有的流程中,企业通过多次半成品出入库进行产品数量的统计。这会大大增加生产计划的制定和增大仓库工作负担。因此需要强化工序的管理,将BOM 结构和加工工序维护分开进行。同时将到料,来料检验和OQC 纳入工序进行管控。生产任务编排到每道工序,职能部门根据生产计划进行执行。当出现异常需要调整生产任务时,需要反馈到PMC 或是计划制定和监控人员进行调整。确保一切生产职能部门按照计划进行。
3.3 全生产流程的进度反馈
生产任务完成后,由PMC 或计划制定和监控负责人下发到各职能部门。各职能部门按照计划时间要求,进行执行和报工,如仓库、采购部门外协、生产和质检等职能部门。同时各部门的负责人进行任务的执行监控和反馈。
生产过程中,根据生产任务工序的要求,进行节点报工和汇报。从产品出库开始,下机收料称重,质检结果汇报,下一道工序收料称重,质检结果汇报,包装入库等。按照工序要求进行全流程报工,对在制品的数量、质量结果和出入库进行节点控制。如图3所示。

图3 关键节点数据采集和报工
3.4 二维码识别便捷报工
为了解决传统纸质信息报工不及时问题,提出采用二维码代替纸质单据,扫码进行报工的方案。二维码主要分成四大类:物料标识卡、成品标识卡、生产通知单和生产交接码。物料标识卡用于原材料和其他基础物料的标识,主要用于扫码出入库操作。成品标识卡主要用于成品的标识,主要用于成品出入库。生产通知单和交接码主要用于生产过程的管控,通知单主要用于生产任务的下发,扫码订单异常报工等。交接单主要跟随物料流动,进行生产过程的报工。
为了降低员工的学习成本和操作难度[10],设计了三步简易实现收料报工。收料人员只需要登录账号,点击报工记录按钮进行扫码,在弹出窗口中输入重量和选择下机人员后提交即可完成报工。流程简单因为提前在系统中维护了产品加工路径,简化后续报工操作步骤,使报工操作起来跟微信扫码支付一样的简单。如图4所示。

图4 三步简易操作实现收料报工
3.5 实时生产座舱和在制品监视模块
通过进度信息的数字化,避免跟单人员到达车间现场进行跟踪。提高对报工信息的利用,减少不必要的走动和核实动作。对在制品的查询和监控,使得订单生产进度信息一目了然,及时对异常情况进行预测和处理。确保车间生产可视化和透明化,提升企业的数字化水平。
3.6 系统功能
非标定制产品生产订单跟踪系统基于企业生产订单执行和进度跟踪反馈现状的一些问题,从生产计划制订、跟单人员进度跟踪和仓库报工人员进度反馈3 个不同的角度进行剖析。系统主要功能模块如下。
(1)工序模板复用快速制定生产任务模块:提前维护工序模板,能够实现模板重复使用实现计划快速制订,加强对生产过程各节点的管控。
(2)全生产流程的进度反馈模块:根据实际任务工序要求,实现从物料出库开始到包装入库等,按照工序要求进行全流程报工。
(3)二维码识别便捷报工模块:采用二维码代替纸质单据,扫码进行报工。能够减轻一线工人报工负担,提升报工信息的时效性。
(4)实时生产座舱和在制品监视模块:能够实时对车间订单进度和报工信息进行查看和管控,及时对异常情况进行提醒和处理。
通过上述总结与分析,非标定制产品生产订单跟踪系统核心功能如图5所示。
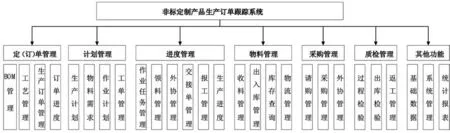
图5 非标定制产品生产订单跟踪系统功能树状图
4 系统实现
该系统由Web 系统与小程序共同组成,通过Web 系统实现基础数据和订单信息维护,生成生产任务下发到对应部门。车间订单进度反馈和仓库出入库主要通过移动小程序进行扫码报工和出入库。对生产数据进行处理后通过车间看板和座舱系统进行展示与跟踪。利用该非标定制产品生产订单跟踪系统实现订单报工数据的高效采集和利用,实现企业数字化信息化升级[11-12]。该系统部分功能页面展示如图6~8所示。

图6 工单进度查看页面
5 结束语
本文针对于当前非标定制产品制造业生产订单进度跟踪困难的问题,运用流程分析、价值流分析和管理信息系统设计等工业工程工具进行改善分析,得到目前存在的痛点。并用价值流分析、流程优化、“5W1H”技术和“ECRS”四原则等多个角度进行突破,得到非标定制企业生产进度跟踪解决方案。包括通过工序模板复用快速制定生产任务模块,全生产流程的进度反馈模块,二维码识别便捷报工模块和实时生产座舱和在制品监视模块四大核心模块。对生产任务制定、执行和反馈,到整个生产现场报工流程的优化,以达到简化流程提升效率的作用。最后再根据系统设计确定功能边界,并且完成了项目的实际开发。通过生产订单跟踪系统的应用,提高进度信息传递的效率和利用率,解决了生产报工执行现场的相关问题,减轻机台操作人员、收料人员和跟单人员的工作负担。便捷报工反馈不仅减少了信息录入和填报所需要的时间,使得报工任务更加高效准确地完成,同时企业当前生产状态得到更加准确地跟踪与反馈。从而避免生产任务异常造成交期延误和企业损失,提升了企业核心竞争力。

图7 工单工序进度查看
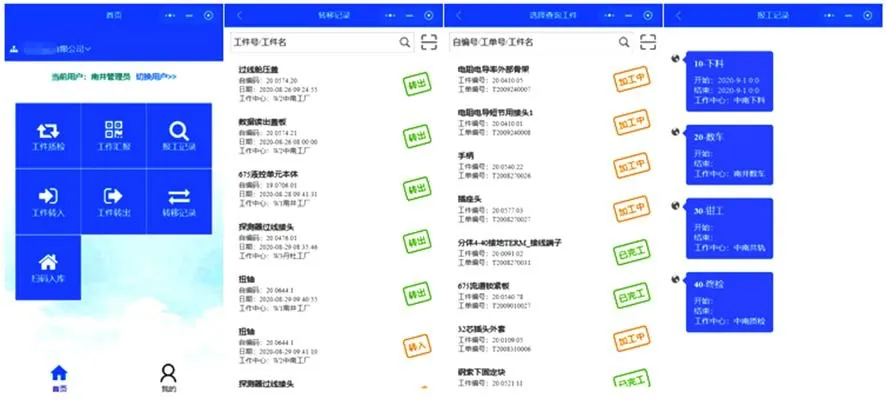
图8 移动端部分功能界面展示
猜你喜欢
今日农业(2022年4期)2022-11-16
今日农业(2022年15期)2022-11-09
机械工业标准化与质量(2022年5期)2022-08-12
机械工业标准化与质量(2022年6期)2022-08-12
昆钢科技(2022年2期)2022-07-08
昆钢科技(2021年1期)2021-04-13
昆钢科技(2020年4期)2020-10-23
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
当代陕西(2018年9期)2018-08-29