
600 MW机组发电机转子匝间短路分析与处理
2022-06-23 02:42:36黄策,沈迎
应用能源技术 2022年5期
黄 策,沈 迎
(国家能源费县发电有限公司,临沂 273425)
0 引 言
600 MW级火力发电机组由于发电机容量大, 转速高, 如果在设计和制造上存在不足,或者运行检修工艺不当, 则转子出现问题几率就比较大。转子绕组出现的问题主要有接地 、开路和匝间短路等故障, 其中转子绕组的匝间短路故障占有非常大比例[1]。轻微的转子匝间短路故障在开始阶段对发电机运行影响不大, 但如果发展成严重的匝间短路后, 会使励磁电流增大, 线棒过热会导致变形, 限制发电机无功功率, 电压波形畸变, 有时还会增加机组的振动幅值,甚至被迫停机, 故障的进一步发展会造成短路点局部过热会使绝缘烧毁接地、护环烧坏、大轴磁化, 甚至造成转子烧损事故[2-3]。因此完善优化设计、改进制造和检修工艺尽可能避免在非正常工况下长期运行, 就成为保障大型发电机组安全可靠运行的前提。近几年国家大力推进风电、光伏等新能源发电,电网对火力发电企业设备的可靠性、灵活性提出更高要求,频繁调频、调峰对大型火力发电机组安全运行的影响愈发明显[4-6]。近期大型发电机转子匝间短路故障率明显上升,本文针对某厂600 MW发电机转子匝间非金属性短路故障进行分析判断,根据故障情况,给出处理方案,确保发电机安全运行、故障处理两不误。
1 机组概况
某火力发电厂2×600 MW国产超临界燃煤发电机组发电机系西门子西屋公司生产600 MW隐极发电机,型号THDF118/56,额定电压20 kV,额定电流19245A,励磁方式自并励,冷却方式水氢氢,发电机转子有32槽,16个线圈,2007年7月投产发电,一直运行正常,期间按规程进行机组大小修。
2 故障判断及对策
2.1 发电机转子故障判断
2019年3月份,对该机组按计划进行A级检修,4月初,对发电机转子采用RD-1A转子匝间短路RSO分析仪进行静态波形(RSO)试验[7-8]。
2.1.1 两端同步激励法
试验模式选择“两端同步激励”,分析仪同时从两接线端发出激励信号,记录激励端的注入点波形,两端波形组合在同一时间轴显示,并生成特征波形,即两端波形之差,试验结果如图1所示。

图1 两端同步激励法试验波
由图1分析,两端波形在 7.43 μs(20.45%)处存0.16 V的凸起,两端注入波形一致性存在偏差。根据特征波形曲线,说明转子绕组的绝缘状态在Ⅱ极第 4 线圈存在匝间短路情况。为了进一步分析转子匝间短路严重程度,在转子励侧端部转子Ⅰ极及Ⅱ极第 4 线圈最内层处模拟同一线圈两匝之间金属性短路录得波形,如图2所示,特征波形幅值分别为 0.35 V和0.52 V,远大于图一波形的0.16 V。综上分析,怀疑转子绕组存在非金属性匝间短路。

图2 两端同步激励法模拟短路波形
2.1.2 轮换激励法
试验模式选择“轮换激励”,两端波形组合在同一时间轴显示,并生成特征波形,即两端波形之差,试验结果如图3所示。由图3分析,两端波形在 7.43 μs(20.45%)处存在 0.29 V的凸起,两端注入波形一致性存在偏差,与“两端同步激励法”测试曲线趋势一致。在转子励侧端部模拟同一线圈两匝之间金属性短路,转子Ⅰ极及Ⅱ极第4线圈最内层处进行人为模拟,特征波形幅值分别为0.92 V和0.90 V,如图4所示,远大于图三波形的0.29 V。与“两端同步激励”法曲线趋势一致,分析为转子存在非金属性匝间短路。

图3 轮换激励法试验波形

图4 轮换激励法模拟短路波形
2.1.3 两极平衡试验法
发电机转子两极通200 V交流电,分别测量两极电压值,要求两极的电压范围在100 V±2 V(发电机厂标准),其试验结果见表1。
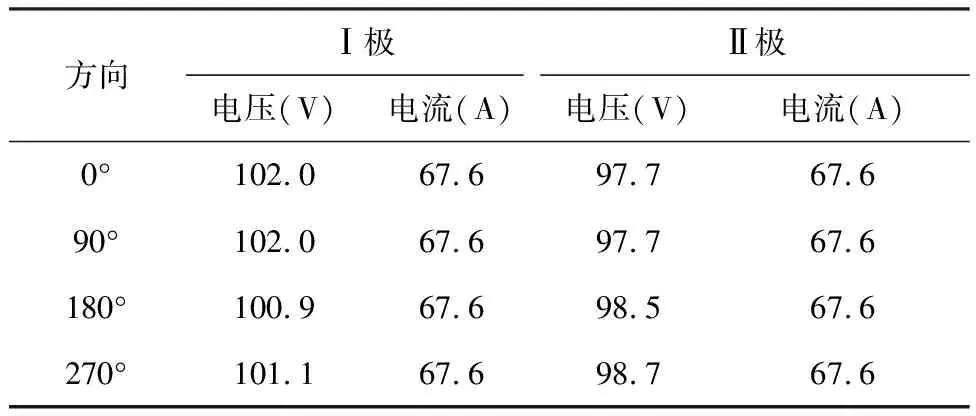
表1 转子电压值试验结果
转子在0°、90°时两极电压差为2.3 V,超出发电机厂家标准要求;根据《隐极同步发电机转子匝间短路诊断导则》(DTL1525-2016)计算,其结果为4.2%,大于3%的匝间短路判断标准。两极平衡试验结果显示Ⅱ极极转子线圈分配的电压较Ⅰ极低,根据欧姆定律 Ⅱ极转子线圈电阻值小于Ⅰ极极转子线圈。因此,判断Ⅱ极线圈存在匝间短路。
依据上述三种试验结果,结合发电机运行中励磁电压、电流曲线关系及汽轮发电机运行时振动值等分析,判断发电机转子匝间轻微非金属性短路。
2.2 采取对策
因发电机本体为原装进口,缺陷处理难度大、周期长,经综合评估,确认发电机能够安全稳定运行至下一个检修周期。机组运行时加强励磁电压和电流监视分析,临时停机期间,进行RSO跟踪测量,对比分析数据,研判故障发展趋势,采取相应措施。
3 发电机转子解体检修和原因分析
为彻底消除2号发电机转子匝间非金属性短路故障隐患,在发电机安全运行到2020年 9月停机检修时,发电机转子返厂修理。
对转子进行全面检查,检查发现:转子轴颈存现划痕,励端轴承档整圈拉毛较深,最深处1毫米,宽度15毫米,汽端轴承档整圈拉毛较浅,护环拆除后发现转子线圈端部存在油污等异物,判断磨损位置为轴颈与轴承浮动环和密封瓦接触面。转子轴颈拉毛后, 密封油通过间隙进入发电机内部,随冷却风路进入转子内部,油污、灰尘等在转子线圈和绝缘缝隙处堆积。
对转子绕组进行全面检查,检查发现绕组Ⅱ极 4 号线圈励端端部第二第三片铜排之间绝缘层外延处有过热碳化点,相应铜排部位有放电痕迹,判断存在匝间短路故障点,此故障点位置与 2019年进行的 RSO测试结果吻合。原因为冷却风从转子两端进入,油污、灰尘等在转子励磁端部线圈处堆积,加之机组负荷频繁波动,转子线圈伸缩,摩擦匝间绝缘,在励磁电压作用下击穿放电。
4 检修方案
4.1 转子清理和绝缘升级
转子全部线棒拆出进行彻底清理,更换所有匝间绝缘件,改进匝间绝缘拼接方案,将转弯处转子线棒匝间绝缘,由单层齐缝拼接,改为双层无缝拼接,保证了匝间绝缘的连续性,能够有效预防转子线圈匝间短路,提升转子线圈的抗污染能力,改造前后对比如图6、图7所示。
4.2 轴颈和密封瓦处理
对发电机转子轴颈补焊修复,更换、加工密封瓦,更换部分密封支座铜齿等。
5 结束语
本文根据机组正常检修时,发电机转子静态RSO试验数据,结合其他试验方法,判断出发电机转子存在轻微非金属匝间短路,结合发电机为原装进口,大修前运行正常,短期无法修复等因素,综合研判,确定发电机短期监视运行,下一个检修周期彻底处理的工作方针,详细分析了发电机转子匝间短路故障产生的主要原因,提出了点机转子绝缘升级改造等解决方案,为同类型机组处理发电机转子匝间短路故障提供借鉴。
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:38:30
防爆电机(2022年3期)2022-06-17 01:41:08
少年博览·小学高年级(2022年6期)2022-05-30 20:26:20
大电机技术(2022年1期)2022-03-16 06:40:10
中国特种设备安全(2021年5期)2021-11-06 05:09:26
模具制造(2019年7期)2019-09-25 07:29:58
作文大王·笑话大王(2016年6期)2016-06-22 11:33:08
作文大王·笑话大王(2016年4期)2016-04-27 11:40:20
作文大王·笑话大王(2016年1期)2016-02-24 11:25:51
电机与控制应用(2015年2期)2015-03-01 03:49:29
