
汽车安全带固定板复合模设计
2022-06-20 13:25袁开波文根保
模具工业 2022年6期
0 引 言
汽车行业是国民经济的支柱产业,反应了一个国家工业制造的整体水平,而汽车的制造又离不开“工业之母”模具的制造。模具的设计制造水平决定了汽车配件质量,对汽车产业的生产有着重要的作用。以下对汽车安全带固定板的弯曲和扩孔、翻孔复合模进行介绍,并对模具的结构进行分析,对制件上弯曲、下翻孔2个相反工序进行了设计,降低了制造成本,提高了生产效率。
1 固定板成形工艺分析
右安全带固定板如图1(a)所示,左安全带固定板如图1(b)所示,材料为20号钢板,厚度为3 mm。
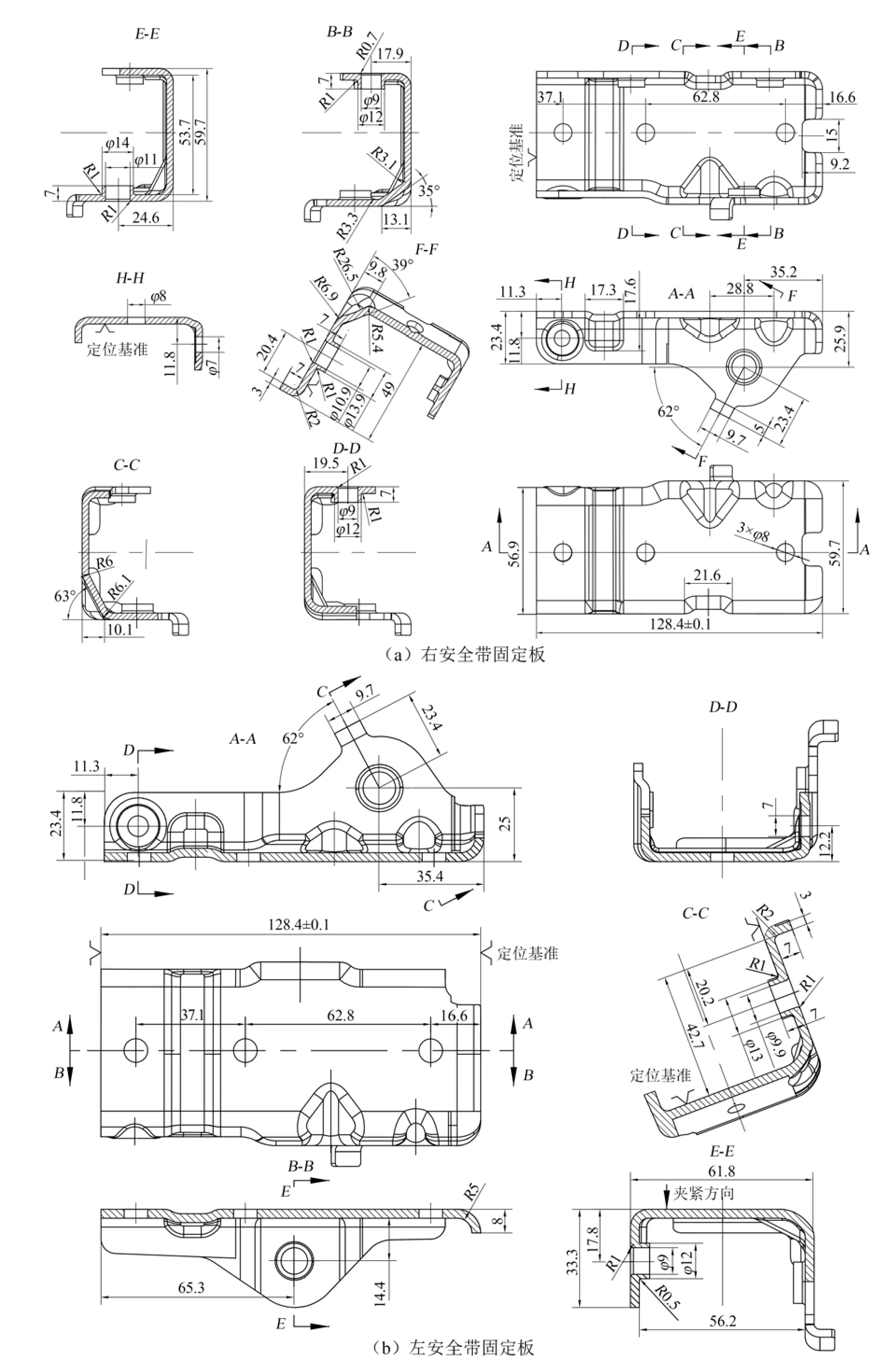
(1)左、右安全带固定板成形工艺:落料→弯曲→冲孔→凸台成形→冲两侧孔→翻一侧孔→弯曲边与翻另一侧孔→检测,复合模用于完成固定板弯曲和扩孔、翻孔工步
。先扩孔后翻孔是因为固定板在扩孔时,被加工材料受到扩孔凸模的挤压力和拉深力作用,根据材料加工前后质量不变的原则,材料的体积增大,但其厚度减薄。若先翻孔后扩孔,等于在扩孔口处增加了一圈加强筋,再加上翻边处材料的冷作硬化,限制了材料的变薄,导致扩孔口处和翻边处开裂。所以为了避免扩孔口处和翻边处开裂,选择先扩孔后翻孔。
从昆明沿昆玉高速公路往晋宁方向行驶,半小时不到,在牛恋乡收费站下高速公路,经过一个大拐弯,亭台楼阁的“山大王”菌庄显得较为显眼,也早就被云南人成为美食圣地,很多款待外地客人的朋友都会驱车百里慕名而来,只为了那一口鲜香的菌。
一般情况下,已缠绕到提升机卷筒上的钢丝绳仍对两端的端侧板产生轴向作用力,以pz表示钢丝绳对挡绳板的轴向作用力,因此需从卷筒所受的径向载荷集度和轴向作用力两方面来分析钢丝绳多层缠绕时卷筒的受力情况。
4.2.3 教育行政部门应建立《中小学生安全生存知识教育教学培训基地》,通过教育网络,全面普及与提高公众安全生存自救知识。
(3)左、右安全带固定板的定位和夹紧:分别以左、右安全带固定板长度方向的两侧面、弯曲边内侧面和凹槽内型面为定位基准
,以凹槽外型面为夹紧面,固定在冲模的凹模两侧和上型面上。左、右安全带固定板分别安装在冲模的凹模两侧
,复合模可以同时完成左、右安全带固定板的弯曲和扩孔、翻孔工序。
(2)成形工序:①弯曲:弯曲边3 mm×7 mm×
2 mm,右安全带固定板保证弯边距49 mm,左安全带固定板保证弯边距42.7 mm;②扩孔:扩孔至
10.9 mm;③翻孔:翻孔至
10.9 mm×
1 mm×
13.9 mm×
1 mm×7 mm,保证筒孔距20.4 mm。
2 复合模结构分析
由图4至图6可得,3种算法在多目标无功优化后都得到了清晰的Pareto前沿,但3个目标之间是相互竞争、相互矛盾的。此外,IDE算法优化后得到3种算法中最多Pareto最优解,共计38组,且得到的Pareto前沿更加均匀、平稳,Pareto最优解也比较集中分布在使3个目标均优的区域。从表1中数据可知,经IDE算法优化除了在静态电压稳定指标极端解上略高于DE算法以外,其余指标均优于另外两种算法。这些都显示了所提改进算法的有效性与可行性。

(1)左、右安全带固定板的定位:左、右安全带固定板必须安装在凹模2上,以定位基准面进行定位,才能确保左、右安全带固定板的弯曲和扩孔、翻孔的加工。
(2)左、右安全带固定板的夹紧:左、右安全带固定板分别安放在凹模2上之后,中模与下模下行合模时,左、右安全带固定板依靠定位夹紧块9、14进行夹紧。
由于左、右安全带固定板的弯曲和扩孔、翻孔方向与凹槽侧面呈垂直状态,弯曲和扩孔、翻孔工步方向相反。因此可以安排在同一副模具上进行加工,如图2所示。
复合模结构如图3所示。
(4)左、右安全带固定板的脱模:由于上模的回程过程中利用了弹簧的弹力,左、右安全带固定板可分别从凹模2和中模板3上依靠人工脱模。
本次试验选用了∅8 mm复合片的旧片和新片作为焊接基材,分别用不同的焊料与45钢母体焊接为试样。表6为不同焊接材料与∅8 mm复合片旧片焊接强度汇总数据,表7为不同焊接材料与∅8 mm 复合片新片焊接强度汇总数据。
左、右安全带固定板需要先固定在凹模的左右两侧,由于左、右安全带固定板形状不同,安放的位置需注意。
3 复合模结构设计
(3)弯曲和扩孔、翻孔的加工运动:利用上模下行,使下弯曲凸模4和上弯曲凸模11、12及扩孔翻孔凸模10、13产生相对运动,完成左、右安全带固定板的弯曲和扩孔、翻孔的加工。

(3)下模部分:下弯曲凸模25(配合上弯曲凸模13)完成对左、右安全带固定板弯曲和扩筒孔、翻孔工步的加工。
(2)中模部分:包括凹模5、定位夹紧块7、中模板8、中模垫板9,主要作用是实现左、右安全带固定板的定位和夹紧。
(1)上模部分:上弯曲凸模13(配合下弯曲凸模25)、扩孔翻孔凸模14完成左右安全带固定板弯曲和扩孔、翻孔加工。
(4)限位构件:包括沉头台阶螺钉16、19,其作用是在上模向下冲压时,迫使凹模5和中模板8压缩弹簧17、18,使沉头台阶螺钉16、19的底面分别移动接触冲床上下工作台面,形成对凹模5和中模板8的刚性支撑。
4 复合模工作过程
原固定板冲压工艺计划是采用二工位的级进模,经工艺分析改成二工步的复合模。二工位加工过程中需要二次定位,二次定位存在误差,且级进模的面积大,二工位加工消耗能量多,而二工步仅需要一次定位,采用复合模定位精度更高。因此选择复合模较级进模更具有优越性。
(1)定位状态:安装在中模板8两侧的定位夹紧块7夹紧左、右安全带固定板。
(2)加工状态:当中模向下冲压时,在中模导柱20、24的导向作用下,下弯曲凸模25和上弯曲凸模13产生相对运动,可以进行左、右安全带固定板弯曲工步;扩孔翻孔凸模14进行左、右安全带固定板扩孔翻孔工步。
(3)脱模状态:在完成左、右安全带固定板的弯曲、扩孔和翻孔之后,模柄21带着中模向上进行复位运动。在所有弹簧的作用下,中模板8、中模垫板9与上模板10复位,同时定位夹紧块7离开左、右安全带固定板;凹模5在弹簧的作用下,由沉头台阶螺钉16限制复位的距离。
普通话教学中的项目设计是以旅游管理专业实际工作场景为导向,选择教学项目作为载体,突出知识、能力、素质目标,项目的设计以学生为中心,以培养学生专业岗位能力为任务,以提高学生实际操作能力为目。这种课程设计不仅突出与实际工作场景相结合的真实场景、更突出生动活泼的教学局面,从而提高了学生主动学习的意识、以及学生对普通话的学习兴趣,更为重要的是提升学生的综合素质,使得学生在与人沟通、与人合作、解决问题、创造革新等方面得到了提升,这对推动旅游管理专业普通话教学改革起到了非常积极的作用。
模架以导柱23和导套22进行定位和导向,中模以上以中模导柱24进行定位和导向,中模以下以中模导柱20进行定位和导向。中模与上模及中模与下模是以沉头台阶螺钉19进行限位。
5 结束语
通过对固定板的结构进行分析,所设计的模具结构合理,左右安全带固定板弯曲、扩孔和翻孔加工能够顺利进行,该方案对冲压加工的弯曲、扩孔和翻孔的模具结构设计具有指导作用。
[1]金龙建.阶梯圆筒形件级进模设计[J].模具工业,2010,36(2):14-17.
[2]金龙建.窗帘支架弹片多工位级进模设计[J].模具工业,2010,36(4):34-37.
[3]文根保,丁杰文.托架悬挂立式安装复合模结构的设计和制造[J].模具技术,2015(1):53-67.
[4]文根保,熊利军.轿车座椅角调器盖板级进模结构设计[J].中国模具信息,2019(8):37-41.
猜你喜欢
汽车实用技术(2022年4期)2022-03-07
考试与评价·高二版(2020年2期)2020-09-10
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
语文周报·教研版(2018年14期)2018-05-03
儿童故事画报·发现号趣味百科(2017年9期)2018-03-13
求学·理科版(2017年6期)2017-06-23
智能制造(2017年2期)2017-05-23
科技资讯(2016年5期)2016-08-13
