
某飞机刹车阀建压异常故障分析及改进
2022-06-18 01:36石天诺张晓娟胡华泉
液压与气动 2022年6期
石天诺, 任 杰, 张晓娟, 胡华泉
(成都飞机工业(集团)有限责任公司 技术中心, 四川 成都 610092)
引言
飞机刹车系统主要用于实现减速制动和滑行纠偏,对于保障飞机平稳滑行和安全起降至关重要,堪称飞机最为关键的子系统之一[1]。
某新型无人机采用无源刹车系统,该刹车系统经过地面联试、滑行及试飞,刹车系统均正常工作。该型飞机在某次飞行任务中,落地前刹车自检出现了刹车自检报故的现象,重新通断电后,刹车自检仍然报故,收起落架,再给刹车阀通电,放起落架,刹车自检恢复正常,随后飞机正常着陆刹停。该故障的发生,虽没有造成严重后果,但极大影响了飞机的飞行安全,影响了后续飞机的任务进度。针对此次故障,搭建了刹车故障树,通过分析定位了故障原因,根据故障原因总结了设计缺陷,针对性的提出了改进措施[1-2]。
1 刹车自检策略及故障现象
该新型无人机起落架为前三点式布局,并在左右主起落架处设置有刹车装置。图1所示为该型飞机刹车系统工作原理简图。该刹车系统主要由飞控计算机、左右刹车阀、左右机轮和左右轮速传感器组成。当飞机在着陆时,对电控刹车系统进行预热和自检,发现右电控刹车阀刹车压力不满足要求,右刹车自检故障[3]。

图1 刹车系统工作原理简图Fig.1 Brake system working principle diagram
(1) 第一次预热及自检,给右电控刹车阀施加20%-100%-20%控制信号进行预热11次,在第3次预热时100%信号的最大输出压力只达到约2.8 MPa 并且不能保持,约7.5 s后压力降至0 MPa,第4~11次预热和3次自检工作100%信号压力均为0 MPa,右刹车自检故障,曲线见图2。

图2 第一次自检曲线Fig.2 First self-test curve
(2) 给右刹车阀断电后重新通电,第二次给刹车阀施加20%-100%-20%控制信号进行预热11次,在第3次预热时100%信号的最大输出压力只达到约2.5 MPa并且不能保持,约4 s后压力降至0 MPa,在第4~11次预热和3次自检工作100%信号压力均为0 MPa,右刹车自检故障,曲线见图3。
(3) 给右电控刹车阀断电,收起落架,再给刹车阀通电,放起落架,第三次给刹车阀施加20%-100%-20%信号进行预热11次和3次自检工作,工作正常,刹车自检正常,曲线见图4。

图3 第二次自检曲线Fig.3 Second self-test curve
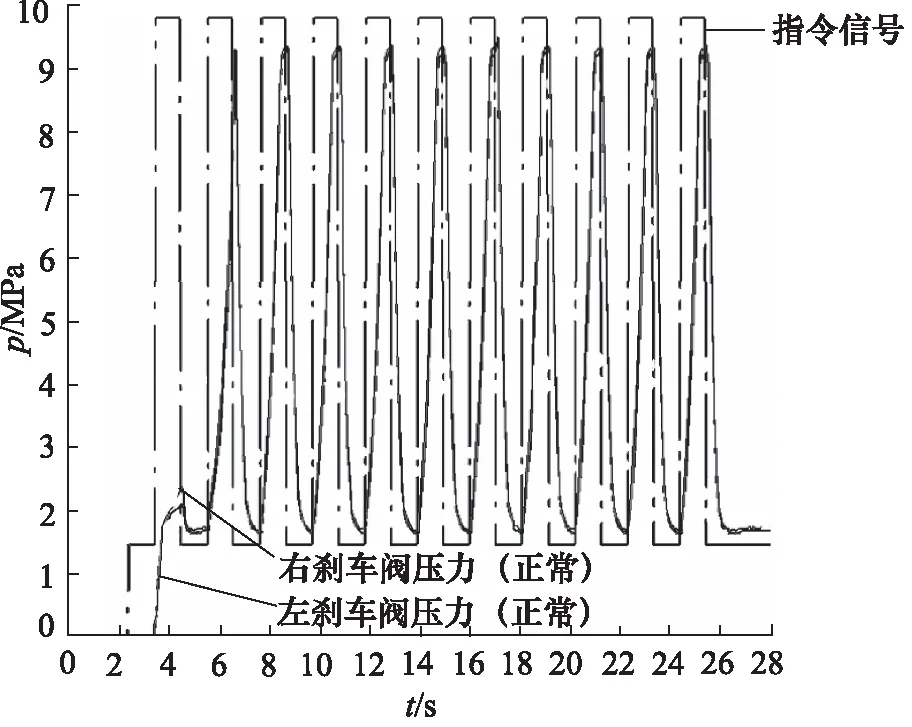
图4 第三次自检曲线Fig.4 Third self-test curve
故障发生后,由于飞行员做了有效的处置措施,第三次刹车自检正常后飞机正常着陆刹停。回到地面后,连接综合检测车检测右电控刹车阀工作性能,反复刹车自检,故障未复现。由于此故障是影响飞机飞行安全的重大隐患,故需要进行重点分析。
2 故障分析及定位
2.1 故障树的建立
以该飞机右电控刹车阀建压异常为顶事件,根据故障的现象、 特点以及可能引发故障的原因进行详细分析排查,绘制出图5所示刹车故障树。根据故障树,导致故障发生的三大类可能原因分别为管路连接处泄漏、电控刹车阀故障、刹车装置泄漏[4]。现从上述三方面进行故障分析及定位[5-6]。
2.2 管路连接处泄漏
管路与刹车阀、管路之间、管路与刹车装置连接处产生泄漏,会导致刹车阀建压异常的情况。飞机完成飞行任务着陆后,机务人员对上述连接部位进行了检查,未发现连接处有渗油的情况,因此排除由于管路连接处松动或密封面损伤导致渗油、漏油的情况。
2.3 刹车装置泄漏
1) 衬套上密封圈损坏
衬套上密封圈损坏后,将导致衬套与壳体之间产生内部泄漏,造成刹车阀建压异常的故障。对衬套上密封圈进行分解检查,未发现密封圈产生损坏的情况,检查结果见图6。根据密封圈外观检查的情况,排除密封圈损坏导致内部泄漏的情况。衬套、密封圈、壳体尺寸也都符合设计图纸的要求。

图6 衬套上密封圈检查情况Fig.6 Bushing sealing ring check
2) 密封皮碗密封失效
若衬套与密封皮碗之间有异物时,皮碗唇口密封失效,使刹车阀密封性降低,将导致产品建压异常的故障。
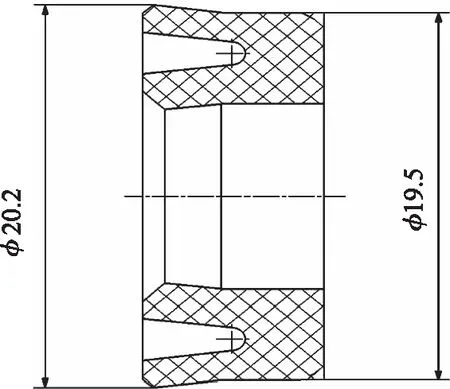
图7 密封皮碗结构Fig.7 Sealing leather structure

图8 密封皮碗根部损坏情况Fig.8 Sealed leather of damage
2.4 电控刹车阀故障
刹车阀卡滞、控制器故障、直流电动机故障或刹车阀泄漏均可能引起电控刹车阀建压异常,故主要从以下4个方面进行检查分析[7-8]。
1) 刹车阀卡滞
电控刹车阀中刹车阀结构见图9,电控刹车阀进行刹车、松刹车时,活塞左右移动,当活塞在向左移动过程中与螺塞或(和)衬套卡滞时, 刹车阀工作腔中输出的油液量较少,则使主机轮刹车装置无法正常建立刹车压力,导致产品建压异常的故障[9]。
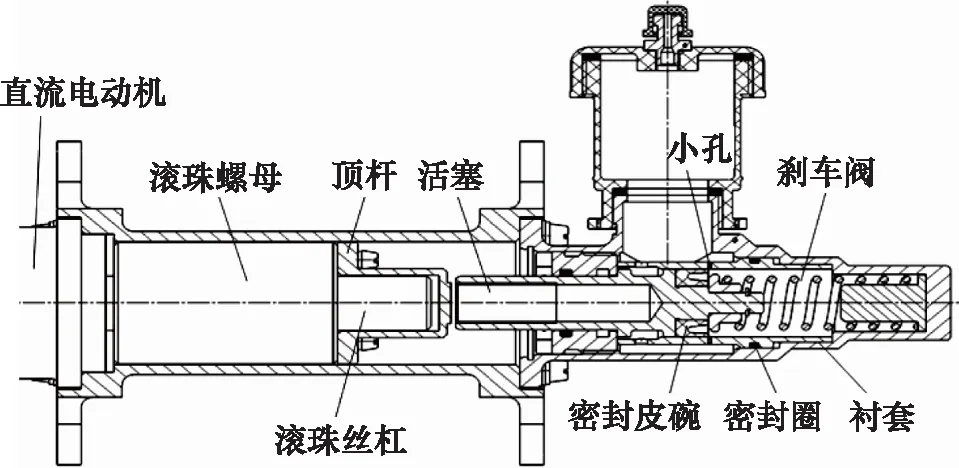
图9 刹车阀结构图Fig.9 Brake valve configuration
通过对故障件进行分解检查外观,计量相关零件尺寸,未发现活塞与衬套、螺塞表面产生严重划伤、刮伤等情况,相互配合的零件尺寸符合设计图纸要求,故可以排除刹车阀卡滞的可能性。
2) 控制器、压力传感器故障
控制板的主要失效模式包括:二次电源故障、信号转换电路故障、压力采集电路故障、单片机故障、驱动电路故障。压力传感器的失效模式主要包括:输出漂移,传感器故障。
从故障时的飞参曲线来看,产品反馈的压力虽然不能满足指令要求,但有上升下降的过程,同时在最后一次压力下降过程中,压力是缓慢下降,持续了约6 s,根据故障反馈现象可以排除控制器、压力传感器故障的可能。
3) 直流电动机故障
根据直流电动机的结构分析,在产品工作过程中,直流电动机出现卡滞、打滑情况,可能造成产品建压异常的情况。
(1) 打滑 故障件在返厂进行相关验证试验的过程中,产品工作正常,分解产品检查,未发现滚珠丝杆存在轴向窜动等情况,因此排除直流电动机打滑的故障,直流电动机检查情况见图10。
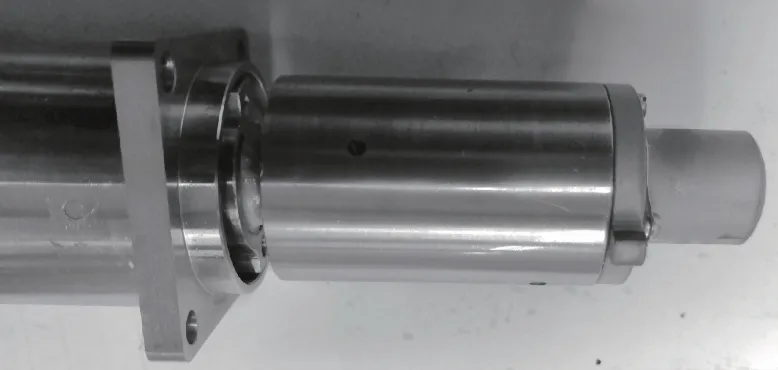
图10 直流电动机外观检查情况Fig.10 DC motor appearance check
(2) 卡滞 从刹车阀返厂进行相关验证试验情况分析,产品工作过程中直流电动机内部未出现任何异常响声,产品工作电流满足产品规范要求,因此排除直流电动机卡滞的情况。
4) 电控刹车阀泄漏
电控刹车阀中刹车阀出现泄漏,刹车阀输出的油液量减少,不能满足主机轮建立刹车压力所需的油液量,会导致产品出现建压异常。根据刹车阀泄漏的故障树,刹车阀出现外部泄漏和内部泄漏后均会使产品产生建压异常的情况。
(1) 外部泄漏 刹车阀在出现建压异常后,公司机务人员第一时间对产品外部进行了检查,未发现产品外部泄漏情况。故障产品返厂后,进行了常温条件下的性能试验、低温条件下的性能验证试验等工作,未发现接管嘴、压力传感器处泄漏及接管嘴松动的情况。因此排除产品外部泄漏的情况。
(2) 内部泄漏 刹车阀产生内部泄漏的部位有密封皮碗与衬套配合处,衬套、密封圈与壳体配合处。当上述部位产生内部泄漏后,将导致刹车阀输出的油液量减少,产生产品建压异常的故障。
通过对故障产品进行分解检查,发现刹车阀中有黑色条状多余物,见图11。多余物即来自于图8根部损坏的部分,对多余物成分进行分析,多余物与密封皮碗材料一致,匹配皮碗上的磨损部位。

图11 多余物Fig.11 Excess
根据密封皮碗根部损坏的情况,分析认为,密封皮碗在工作时受交变工作压力作用,密封皮碗产生一定变形,根部先掉落的条状橡胶材料挤入衬套与活塞配合的间隙中,随着活塞往复运动,撕裂密封皮碗的根部,使条状橡胶材料彻底脱离。密封皮碗掉下的胶条挤入密封面的示意图,见图12。
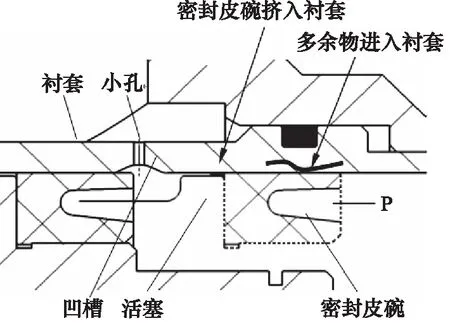
图12 密封皮碗被挤入密封面的示意图Fig.12 Schematic diagram of sealing leather squeezed into sealing surface
根据刹车阀中发现的密封皮碗损伤情况及多余物,结合产品的故障进行分析确认,多余物在活塞往复工作过程中,进入密封皮碗与衬套之间的密封面,从而导致产品密封性降低,以致发生了产品建压异常、刹车自检报故的故障。
2.5 故障原因验证
1) 模拟多余物验证
根据故障原因分析和产品分解检查的情况,结合产品出现建压异常问题,初步确定密封皮碗产生多余物是导致产品建压异常问题的主要原因,为此将图11的多余物用胶水粘在故障产品中使用的密封皮碗的唇口处(如图13所示)。恢复产品装配后,在给产品施加100%信号后进行多次试验,产品最大建压至2 MPa后下降至0 MPa。减小多余物尺寸,再次进行试验,产品输出压力为4 MPa,保持2~3 min后开始下降至0 MPa,其中一次试验保持约12 min后压力下降至0 MPa。

图13 密封皮碗粘多余物情况Fig.13 Excess of sealing leather
根据上述验证的结果,将多余物放在密封皮碗与衬套之间后,密封皮碗密封性能降低,导致了产品内部泄漏的情况,刹车建压失效。
2) 皮碗磨损试验验证
为验证皮碗会随着刹车阀工作而磨损,进而产生多余物,从库房新领取了1个密封皮碗(与故障件密封皮碗状态一致),如图14所示。
将新领取的密封皮碗完成3000次刹车阀0%-100%-0%建压循环试验后, 分解刹车阀检查密封皮碗外观情况,密封皮碗根部产生较长的多余物,见图15。将密封皮碗拆下后检查, 发现密封皮碗根部产生损坏,如图16所示。

图14 新领取的密封皮碗Fig.14 Newly collected sealing leather

图15 新密封皮碗产生多余物情况Fig.15 Excess of newly collected sealing leather

图16 新密封皮碗根部损坏情况Fig.16 Newly collected sealing leather of damage
2.6 故障定位
产品在工作时活塞与密封皮碗一起向右移动,当密封皮碗越过衬套上凹槽后,产品开始建立压力。随着活塞与密封皮碗向右逐渐移动,产品输出压力p逐渐增大,密封皮碗受刹车压力的作用力逐渐增大,密封皮碗变形增大。由于活塞与衬套之间为间隙配合(配合间隙为0.018~0.074 mm),若密封皮碗为图14中根部无倒角状态时,由于活塞运动时无导向装置,密封皮碗根部很容易产生如图8所示的磨损情况,根部磨损部分被挤入到活塞与衬套配合的间隙中,而随着活塞在刹车、松刹车过程中向右、向左反复进行运动,将挤入活塞与衬套间隙的部位进行撕裂,最后使密封皮碗产生如图11所示的多余物。在活塞运动的过程中,密封皮碗根部产生的多余物进入密封皮碗与衬套之间的密封面,密封皮碗密封性降低导致产品内部泄漏,从而造成产品建压异常、自检报故的情况。
3 改进方案
通过以上故障分析,认为皮碗没有设计倒角是本次故障的主要原因。同时皮碗既没有设计保护圈,又没有设计导向支撑环,这加速了皮碗在工作过程中的损坏,故从设计角度,提出了以下3项改进方案[10-12]。
3.1 增加密封皮碗倒角
根据刹车阀3000次反复工作的试验,验证了随着产品工作次数的增多,无倒角皮碗磨损越来越严重,一定次数后便会出现如图15所示的条状多余物。为消除此设计隐患,密封皮碗根部设计1×30°倒角,如图17所示。
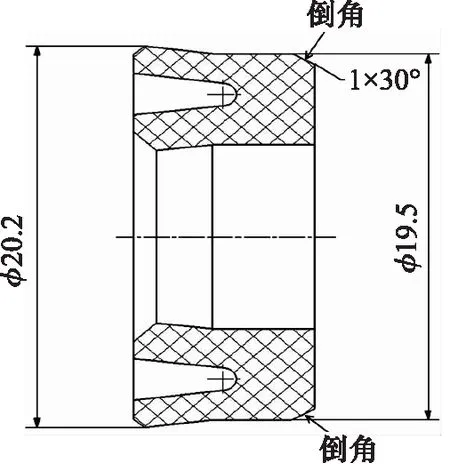
图17 增加倒角的密封皮碗结构示意图Fig.17 Structural diagram of increasing chamfer
3.2 增加保护圈
随着活塞往复运动,密封皮碗底部与活塞之间会产生交变应力,工作次数越多,皮碗磨损的可能性就越高。为减少皮碗底部的磨损,在皮碗底部与活塞之间增加1个保护圈,可有效避免底部橡胶的磨损,如图18所示。

图18 增加保护圈示意图Fig.18 Diagram of increasing protective circle
3.3 增加导向支撑环
由于活塞运动没有导向装置,活塞容易产生偏磨,密封皮碗受力不均,导致皮碗加速磨损;而增加导向支撑环后,可保证活塞沿轴向运动,避免密封皮碗受力不均而产生磨损,见图19。
4 结论
针对某无人机右电控刹车阀自检报故的故障建立了故障树,基于刹车故障树对故障原因进行了分析排查,确定故障原因为刹车阀使用的密封皮碗没有设计倒角,同时皮碗既没有设计保护圈,又没有设计导向支撑环, 这将加速刹车阀工作过程中皮碗的损坏。针对此故障原因,提出了改进电控刹车阀设计的3项方案,消除了设计隐患。

图19 增加导向环示意图Fig.19 Diagram of Increasing guide ring
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
汽车零部件(2021年8期)2021-08-31
汽车零部件(2021年7期)2021-07-29
北京汽车(2020年5期)2020-11-06
西藏文学(2020年5期)2020-09-21
快乐语文(2019年35期)2020-01-06
中国诗歌(2019年6期)2019-11-15
中小企业管理与科技·中旬刊(2017年5期)2017-06-06
科技视界(2016年6期)2016-07-12
董事会(2016年8期)2016-05-14
