质检员工作模式优化的思考与探索
2022-06-16 05:58王琦琦
新型工业化 2022年4期
王琦琦
中车株洲电力机车有限公司,湖南株洲,412000
0 引言
工位制节拍化生产,是以工位为作业组织单元,按照节拍化均衡生产的方式,以流水式作业组织生产。工位制节拍化生产线通常有多个工位组成。过程质量控制(IPQC),是指产品从物料投入生产到产品最终包装过程的质量控制。过程质量控制主要是对车辆生产制造实现的整个过程进行有效的质量监控。随着工位制节拍化生产模式在城轨车辆生产过程中的全面应用,车间生产效率日益提升。为使质检员的工作模式与目前车间实行的工位制节拍化生产模式相适应,在产品制造过程中能够更加有效地对产品质量实施监控,需要对传统的质检员以不分专业、按车分配的工作模式进行优化。
1 车辆制造过程质检员工作模式现状
1.1 人员分配
质检人员分配具体见表1。
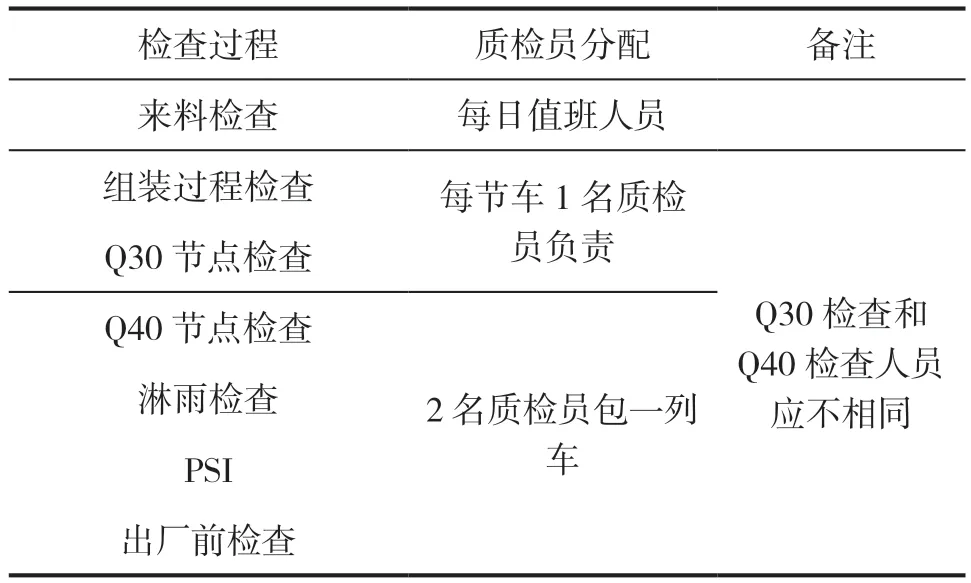
表1 质检员人员分配
1.2 目前质检员工作模式存在的弊端
(1)过程检查及Q30为一个人,造成检查过程中质检员工作积极性低、过程质量控制薄弱,大量检验工作堆积在Q30节点检查时进行,Q30检查开口项多、返工时间短、开口项易流入下工序;
(2)质检员未分专业,需要检整车,检查过程的专业性及针对性弱,如质检班有部分人员之前是从事电联接工作、粘接工作、管钳工作的人员,未得到工作的合理分配,造成工作效率降低;
(3)目前的分工只基于固定检查过程及检查节点,对于特殊情况下的普查工作及其他特殊检查工作人员安排困难。
2 质检员工作模式的优化方案
基于目前质检班工作模式的弊端及对质检员工作能力的评估,对质检员的工作模式进行如下优化。
2.1 质检员能力评估
识别质检员的能力素质或者岗位胜任特征可以从如下四个角度进行分析[1-4]。
(1)知识层面。
既包括质检员从事质检工作所必备的专业信息,例如各工序检验标准、质量管理等专业知识,也包括质检员在公司工作所必备的相关信息。
(2)技能/能力。
技能是指掌握和运用质检的专业知识完成质量检查工作的技术和能力。
(3)经验素养。
经验素养是指质检员在从事具体的日常工作中所具备的专业从事经验和在工作过程中取得相关成就和专业资质。
(4)行为素养。
行为素养指质检员在工作过程中所表现出的行为能力,如团队协作能力。
2.2 素质模型的建立
(1)质检员胜任素质模型结构如图1所示[1,2]。
(2)质检人员素质模型建立。
首先以电连接质量检验能力、设备质量检验能力、内装质量检验能力、粘接质量检验能力、调试质量检验能力5个维度按照以下评分方式,综合自我评价、质检班班长评价、交验主管评价及交验主办评价对质检员任职能力进行评定。每个维度都需按照表2评分标准进行评分。

表2 质检员评分标准
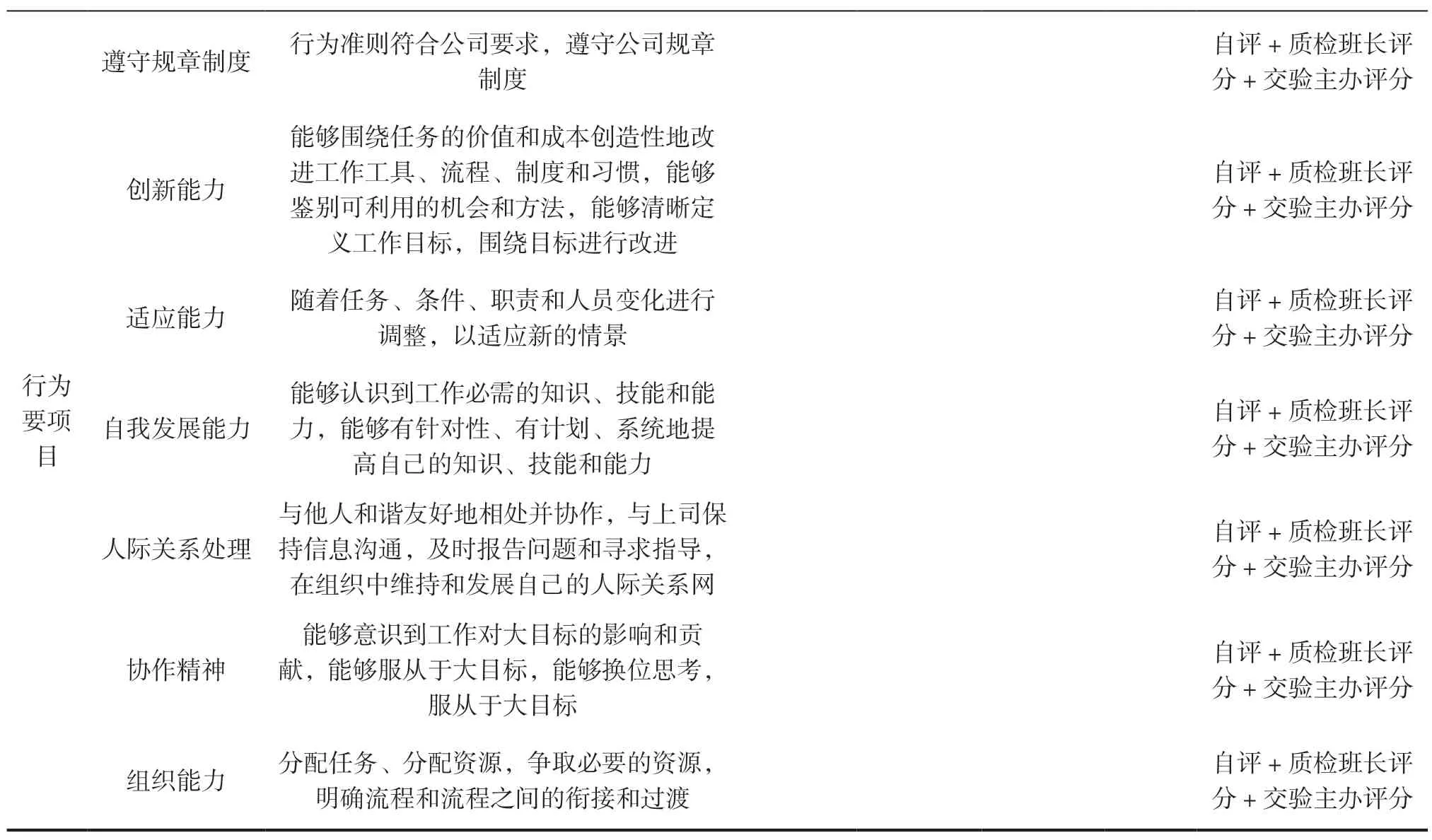
续表2
(3)岗位能力结果的计算。
①质检班班组长能力评估得分=质检班班长(组长)自评得分(50%)+对口交验主管评分平均分(30%)+对口交验主办评分(20%);
②质检员能力评估得分=质检员自评得分(50%)+质检班长评分(30%)+对口交验主办评分平均分(20%)。
最终根据每一名质检员的最终得分进行岗位能力评定,质检员能力评估结果:
能力评估得分9分以上(包含9分),表示可当师傅且对不良现象有分析能力;7≤能力评估得分<9,表示可熟练操作;6≤能力评估得分<7,表示可以独立操作;能力评估得分<6,表示不具备该项技能。
2.3 质检员技能矩阵的建立
质检员技能矩阵图详见表3。
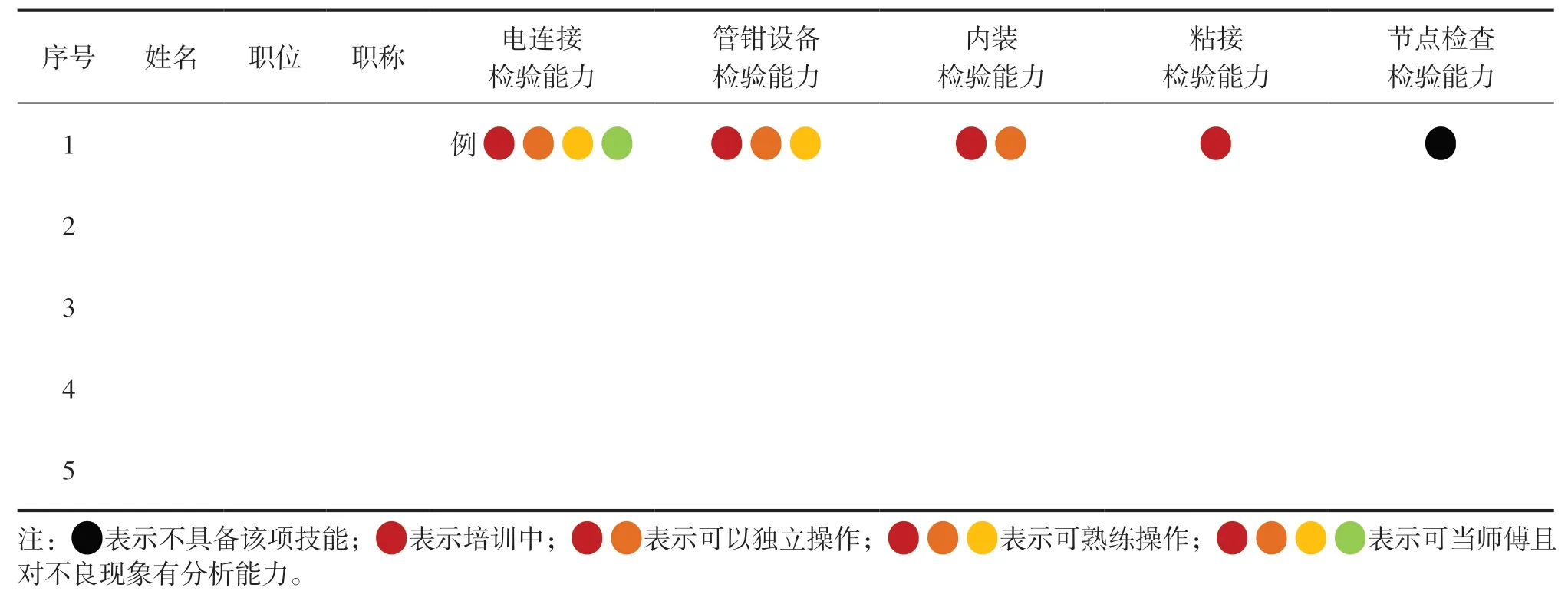
表3 质检员技能矩阵图
2.4 质检员分工方案优化
质检员分工方案见表4。按照质检员的能力评估结果对质检员工作进行重新分配[6],分工方案如下:

表4 质检员分工方案(优化版)
优化后的方案将质检班按照专业组进行重新分工,分为内装组、管钳设备组、粘接组、电联接组、Q30组、Q40组(11人),每个工作组设1名负责人,对小组内部工作进行总体负责及临时工作的协调。此方案目的在于加强城轨车辆组装过程检查,根据质检员的“专业”合理分配工作,充分调动质检员在过程检查中的工作积极性,加强车辆组装过程质量控制,降低Q30及之后节点质量检查及开口项返工的工作压力,切实提升城轨车辆制造质量。
2.5 质检员绩效考核方案
为对质检员的质量意识进行深入培育,使大家从思想和行动上真正认同公司“产品如人品、动手即负责”的质量理念,提升主体责任意识,奖惩并施充分调动质检员工作积极性[5],现制定考核方案,见表5。
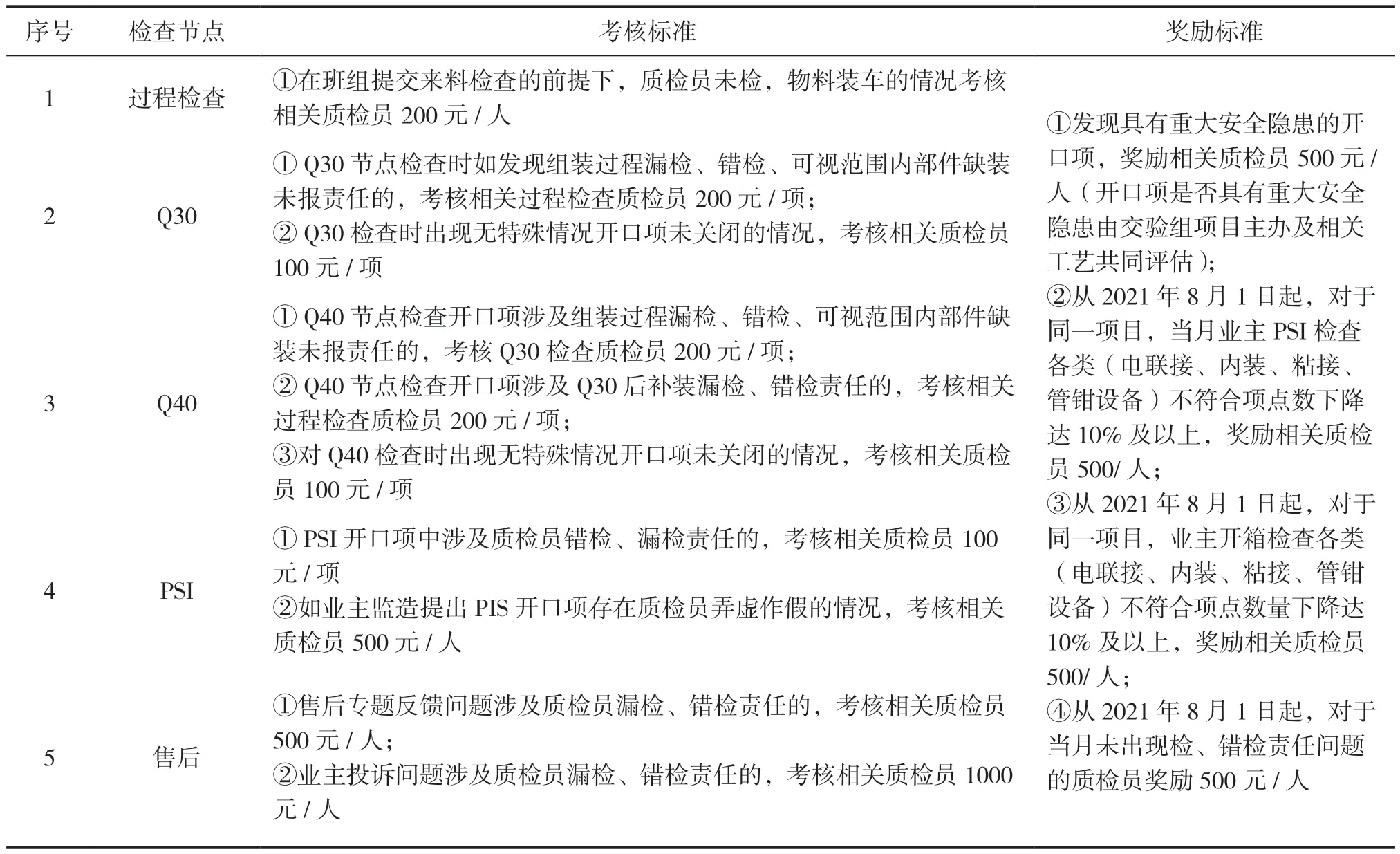
表5 质检员绩效考核方案
3 结语
通过质检员工作模式的优化,建立质检员素质模型,能够全方位科学有效地评估质检员的综合能力,并通过技能矩阵图,实现质检员能力目视化管理。综合质检的综合能力及个人优势,在车辆生产制造的整个过程检查中,合理分配质检员,实现优势互补,最大程度地实现质检员优势发挥及短板规避。最后再结合合理的考核方案,奖惩并施,充分激发质检员工作积极性,使大家从思想和行动上真正认同“产品如人品、动手即负责”的质量理念,提升主体责任意识,切实提升车辆制造过程质量控制成效。
猜你喜欢
好日子(2022年3期)2022-06-01
昆明医科大学学报(2022年4期)2022-05-23
数字技术与应用(2022年3期)2022-04-14
北京航空航天大学学报(2021年4期)2021-11-24
大学(2021年2期)2021-06-11
意林(2020年10期)2020-06-01
陕西画报(2018年6期)2018-02-25
杭州(2015年9期)2015-12-21
浙江人大(2014年5期)2014-03-20
浙江人大(2014年1期)2014-03-20