两种类型PMMA板材悬空火蔓延特性对比
2022-06-15 04:37王秋红唐怡潇
西安科技大学学报 2022年3期
王秋红,彭 斌,唐怡潇
(西安科技大学 安全科学与工程学院,陕西 西安 710054)
0 引 言
聚甲基丙烯酸甲酯(polymethyl methacrylate,PMMA)板材作为建筑装饰材料,在采光透明棚顶、建筑采光构件、小型建筑防护护板等被广泛应用,在应用中常悬空安装。其属于高聚合物塑料,极易燃烧,在火蔓延过程中产生熔融滴落现象,易导致火势范围进一步扩大。
PMMA板材的表面火蔓延行为受板材厚度、宽度、放置角度等因素影响[1-3]。国内外学者相继开展了关于PMMA板材火蔓延特性的研究。其中,对于宽度影响因素研究,ZHAO等分析不同宽度PMMA板材逆流火蔓延数据,构建了三维理论模型[4]。ALI等研究不同宽度垂直放置的PMMA板材火焰蔓延行为,考虑侧面空气卷吸对火蔓延速率的影响,建立了与气态传热相联系的火蔓延模型[5]。刘希平等对比分析了不同宽度PMMA板材竖直贴壁向下火蔓延的火焰温度、火蔓延速度等参数变化[6]。PIZZO等得到PMMA板材火蔓延速度随宽度增加而增长的规律[7]。
对于放置角度影响因素研究,GOU等发现垂直PMMA板材燃烧火焰高度主要由板材放热率和当量直径决定[8]。JIANG等分析了PMMA板材水平放置情况下,板材宽度和厚度对其稳态燃烧时火蔓延速度产生的影响[9]。AKIHIKO等使用全息干涉技术测量了不同放置角度PMMA板材火蔓延行为中火焰前锋位置的温度分布数据,得到其火蔓延过程中以气相形式传播至待燃区域的传热量会随着放置角度的增大而增加[10]。JAMES以放置角度作为实验变量探究薄板材火蔓延速度,以60°为界,火焰扩散方向发生改变[11]。CHEN等得到PMMA板材的放置角度与火蔓延速度成正比例[12]。陈潇研究了不同表面朝向与放置角度下PMMA板材侧向火蔓延的燃烧特性规律,通过建立燃烧模型和实验,其结果显示燃烧速率随着压力和倾角的增大而增大[13]。SUMIT等发现非平面PMMA板材表面阶梯状结构造成燃烧过程中板材质量损失率的增加,从而增加燃烧速率[14]。
关于PMMA板材燃烧模型的研究,HUANG等开发了经验模型来预测水平和垂直状态下的PMMA板材自燃时间,通过板材表面温度等反映火灾危害性[15]。RAKESH等通过火灾动力学模拟验证了水平PMMA板材燃烧过程中气相火焰结构和流场,解释了燃烧速率的降低是由表面对流热通量造成[16]。
热薄型固体材料火蔓延在多重因素影响下具有一定的复杂性,虽然目前对常见因素影响火蔓延行为机制有一定共识结论,但仍有不足,即针对不同生产工艺的PMMA板材以及不同倾斜角度PMMA板材悬空状态下的火蔓延特性未进行研究。
因此文中对浇铸型和挤压型两种不同生产工艺PMMA板材的火蔓延现象进行系统的研究,并对不同角度悬空的两种PMMA板材聚合物燃烧及熔融滴落物[17]等现象进行研究,揭示PMMA板材悬空燃烧时的火焰蔓延行为。
1 实验方案
采用火蔓延多参数测量旋转实验系统开展实验研究,如图1所示。实验系统由旋转平台,图像采集系统,热电偶温度采集系统,质量损失测量系统,通风系统和数据终端6部分组成。实验材料为50 cm(长)×5或10 cm(宽)×0.4 cm(厚)规格的浇铸型和挤压型PMMA板材。用线性点火源对样品进行点火,8个K型热电偶测点对板材火焰蔓延过程的温度变化进行测量。

图1 火蔓延多参数测量旋转实验系统Fig.1 Rotating experimental system for multi-parameter measurement of fire spread
为了减小火蔓延初始阶段和后期燃烧阶段对火蔓延过程的影响,本次实验分析选取PMMA板材距点火点5~10 cm处火焰稳定蔓延阶段热解区域的数据内容进行研究。根据模型示意图2所示,PMMA板材在顺流悬空火蔓延的过程中,板材区域有热解区域以及预热区域,热解区域表示火焰以及和板材开始热质交换,火焰在燃烧时产生了大量的热量,当热解区域的热量向上传递时,预热区域接受了热量的传递,导致预测区域的板材也进行化学反应,也就是火焰蔓延的顺流移动。
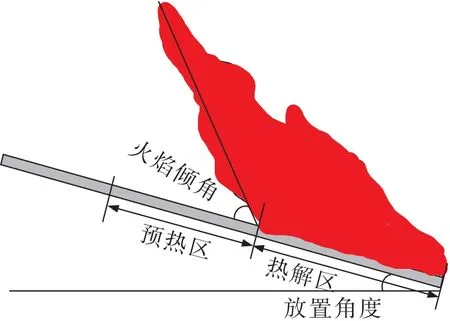
图2 悬空顺流火蔓延模型示意Fig.2 Schematic diagram of fire spreading model in the air
2 两种类型PMMA板材火焰形态对比
因材质类型的不同,PMMA板材火蔓延特性有较大差异,火焰形态也呈现出不同的特征。以50 cm(长)×5 cm(宽)×0.4 cm(厚)规格的浇铸型和挤压型PMMA板材在15°倾斜角度下的火焰侧视图(MATLAB灰度处理)及火焰正视图为例,对比说明浇铸型和挤压型PMMA板材燃烧时火焰侧面和正面形态的差异,如图3~图4所示。
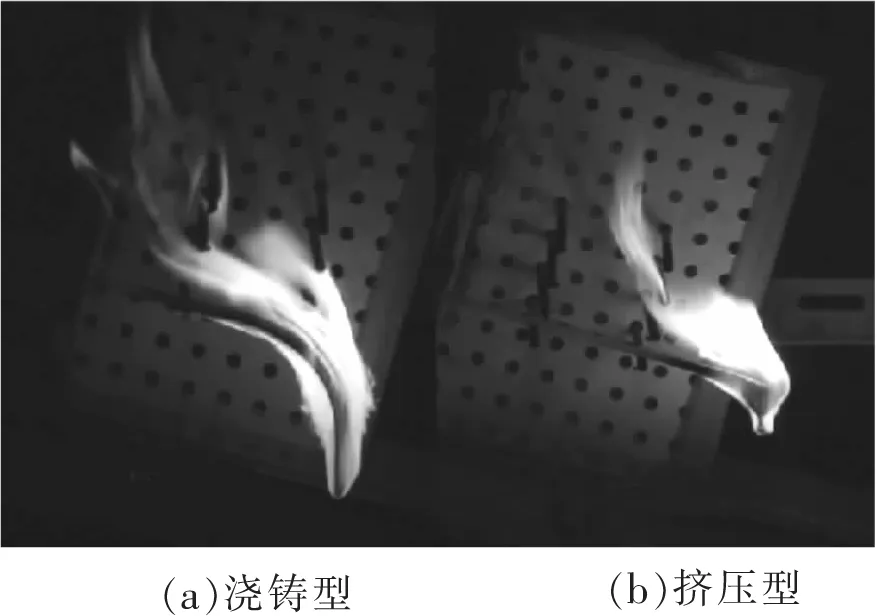
图3 两种类型PMMA板材火焰侧视图(倾斜角15°)Fig.3 Flame side view of two types of PMMA plates(inclined angle 15°)
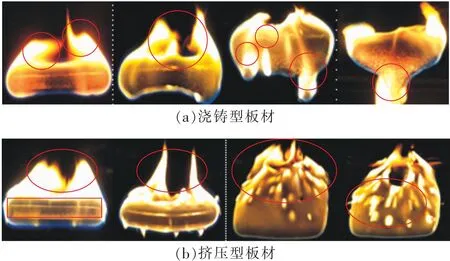
图4 两种类型PMMA板材火焰正视图(倾斜角15°)Fig.4 Flame front view of two types of PMMA plates(inclined angle 15°)
从类似图3的大量实验中观察发现,PMMA板材在燃烧过程中会出现熔融或滴落现象。不同熔融物的形成与聚合材料分子粘度有关,浇铸型板材在火焰蔓延过程中存在热解区域发生软化垂落现象,但由于浇铸型板材分子粘度高,其熔融物未出现滴落,燃烧表现为整体倒塌类型;而挤压型板材分子粘度较低,热解区域下方已燃烧材料在重力作用下滴落,熔融物呈现为液滴状。
从图4(a)可以看到,浇铸型PMMA板材燃烧在10 s时火焰呈现双峰现象,板材在高温下软化,两侧受重力影响下垂,导致火焰从板材中央分离,其次板材侧边与空气接触面大,也是形成双峰火焰的原因之一;至30 s时,燃烧火焰有向中心靠拢趋势,板材前端开始形成熔融物;在60 s至90 s时,大量熔融物积聚造成浇铸型板材热解区域出现多点火焰,火焰继续向板材中心发展,扩大热解面积,熔融物出现延长、垂落现象。从图4(b)可以看到,挤压型PMMA板材在10 s至30 s时出现双峰火焰,板材前端热解区域产生小气泡,形成粘度较低的熔融物;在60 s至90 s时,火焰集中在板材热解区域两侧和熔融物滴落处,两侧的熔融物向中央区域流淌积聚,有小量燃烧形态的熔融物滴落。从类似图4的大量实验中得到浇铸型PMMA板材因火蔓延形成高粘度不易滴落的熔融物,致使板材热解区域呈拖拽舌面形状,扩大了火蔓延热解区域。挤压型PMMA板材火蔓延形成的熔融物易于滴落,在板材热解区域仅形成小面积的拖拽舌面。
3 两种类型PMMA板材火蔓延特性差异分析
3.1 两种类型PMMA板材火蔓延温度影响规律
使用PMMA板材规格50 cm×5 cm×0.4 cm(长×宽×厚),依据顺流火焰蔓延规律,以15°为变化增量,分别开展倾斜角度为15°,30°,45°,60°和75°悬空火蔓延实验。不同倾斜角度下两种类型PMMA板材表面温度随时间变化曲线,如图5所示;两种类型PMMA板材表面最高温度与倾斜角度关系曲线,如图6所示。
结合图5,图6分析可知,当悬空倾斜角度分别为15°,30°,45°,60°和75°时,对应浇铸型、挤压型板材的最高温度分别为852.0,770.8,538.7,601.0,596.0 ℃和704.6,410.4,583.2,597.4,603.9 ℃。随着板材倾斜角度的增大,测量到的火焰最高温度呈下降趋势,高温停留时间下降,升温速率增大。
随着板材倾斜角度逐渐增大,测量得到火焰最高温度的热电偶由板材的3#,4#上表面贴壁热电偶过渡至1#,2#下表面贴壁热电偶,说明以45°作为热解变化临界点,板材火蔓延最高温度由上表面逐渐转至下表面,即主要热解区域由上表面转至下表面。当板材倾斜角度为15°至45°时,板材火蔓延最高温度逐渐降低,且浇铸型板材的火蔓延最高温度大于挤压型板材;当板材倾斜角度大于60°时,2种板材的火蔓延最高温度保持一致,数值都接近600 ℃。
由于PMMA板材燃烧的火焰是不断变化的动态过程,导致每组实验中热电偶所测温度有差异。分析其原因,某些组热电偶测温时正好处于火焰之中,导致温度过高,而某些组只是测得火焰区域附近空气温度,导致温度较低。如图6(b)中75°倾斜角度下1#热电偶温度均高于其他热电偶,其原因由以上分析可以解释,其次,浇铸型PMMA板材燃烧形成的拖拽熔融物导致2#热电偶处的板材下垂,这也是导致其温度较与1#热电偶低的原因。
3.2 两种类型PMMA板材火焰长度影响规律
悬空板材的火蔓延一般具有上表面火焰以及下表面火焰,悬空板材在火蔓延热解过程中,火焰先行热解区域的板材因为聚合物板材的粘性问题造成了熔融滴落现象,这导致本次实验的板材在火蔓延时有垂落待滴落区域,为下坠区域。选取PMMA板材火焰蔓延从5 cm过渡到10 cm平稳燃烧区域的数码视频进行解析,每一秒选取图像一张,通过MATLAB软件处理为灰度图像,如图7所示,是板材在火蔓延时的图像通过处理的具体数值标注示意图。
将二值化图像中测量3次的火焰长度的均值作为数据分析所需火焰长度[18-19]。两种类型PMMA板材在不同宽度条件下的火焰长度与倾斜角度关系曲线如图8所示。
分析图8得到,对于5 cm宽的PMMA板材,浇铸型和挤压型板材的上表面、下表面及下坠区火焰长度分别为19.95,12.30,22.15 cm和12.83,10.99,14.32 cm。对于10 cm宽的PMMA板材,浇铸型和挤压型板材的上表面、下表面及下坠区火焰长度分别为21.59,14.66,26.75 cm和14.60,11.63,14.59 cm。无论是浇铸型还是挤压型PMMA板材,随着15°~75°倾斜角度的增加,板材上表面、下表面及下坠区的火焰长度均呈增长趋势。倾角的增大加快了板材热解速度和面积,导致火焰长度增长,不同倾斜角度板材火焰长度存在差异,同时还发现浇铸型板材的火焰平均长度大于同工况下挤压型板材,这归因于两种类型PMMA板材熔融物熔融状态不同和滴落时间的不确定性。挤压型板材因为熔融物的滴落造成热解区域面积的减少,使其上下表面的火焰长度处于较低水平,而其燃烧主要集中在下坠区域,分散型的火蔓延造成了其火焰长度的降低。另外,板材宽度的增加可使浇铸型板材的火焰长度增加,这是因为增加的板材宽度使得板材前端拖拽舌面的熔融物增多,增大热解面积;而挤压型板材热解区域熔融物更易积聚,受到重力影响,加快滴落,造成火焰长度损失,故挤压型板材火焰长度增加并不明显。以上分析说明,在实际PMMA板材燃烧时,随着板材倾斜角度越大、宽度越宽,其火灾危害性越严重,原因在于火蔓延区域的扩大及熔融物滴落频率的提高。
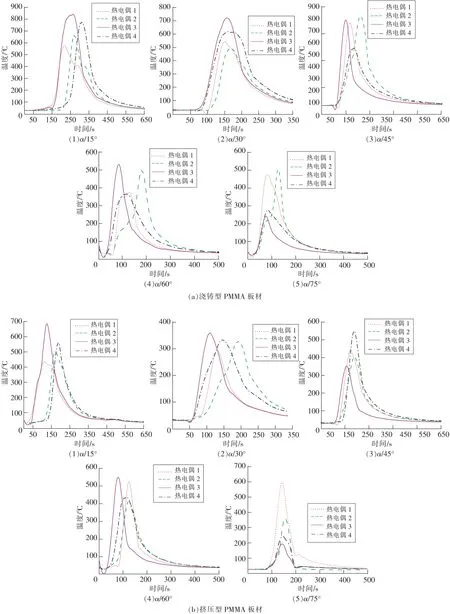
图5 不同倾斜角度下板材表面温度随时间变化曲线Fig.5 Variation curves of plates surface temperature with time under different tilt angles
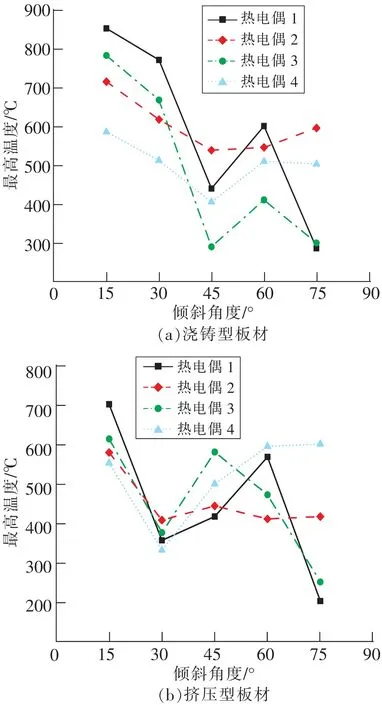
图6 PMMA板材表面最高温度与倾斜角度关系曲线Fig.6 Relationship between maximum surface temperature and inclination angle of PMMA plates
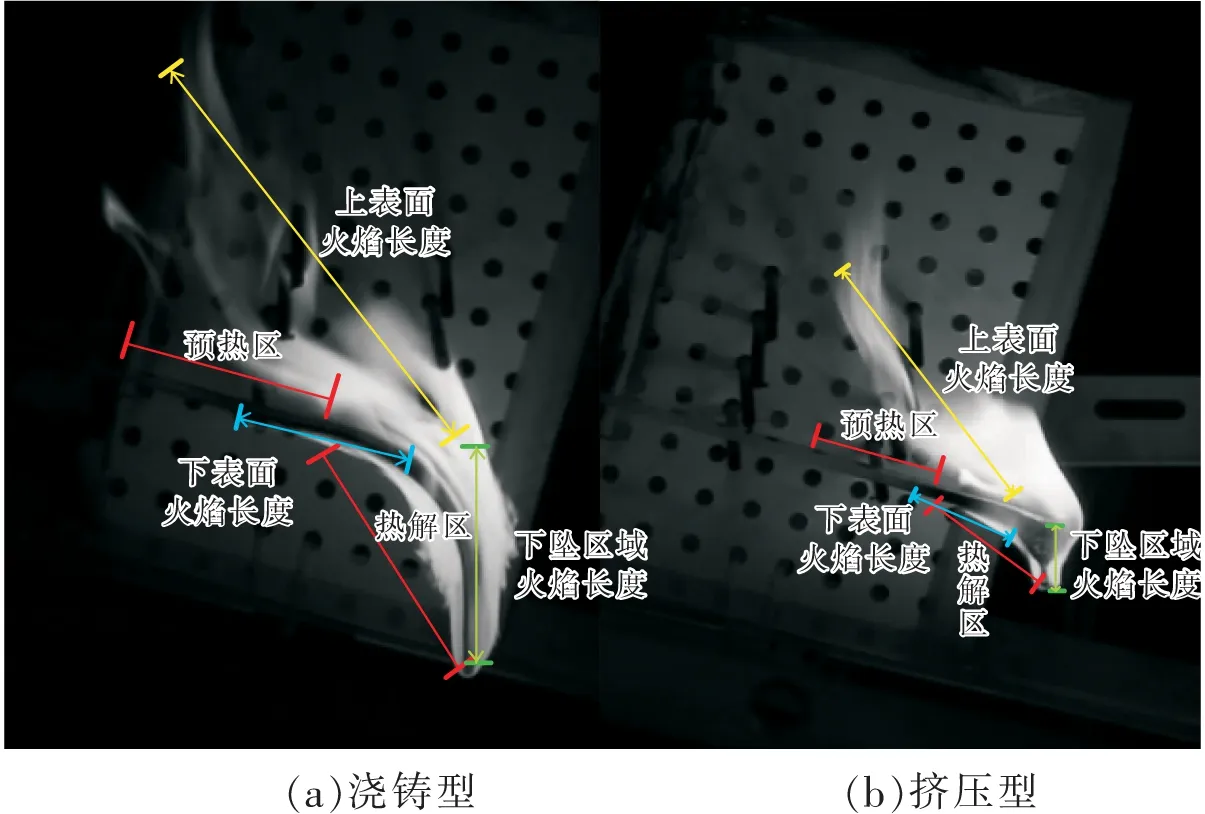
图7 PMMA板材火蔓延时火焰分布Fig.7 Flame distribution of PMMA plates during fire spread
3.3 两种类型PMMA板材火蔓延速度影响规律
通过在板材表面刻度及火焰锋面到达刻度的时间确定火蔓延速度[20-21],两种类型PMMA板材在不同宽度条件下的火蔓延速度与倾斜角度关系曲线如图9所示。其中Vmax表示15°~75°倾斜角度区间板材燃烧最快火蔓延速度。
从图9中可以看出,随着PMMA板材倾斜角度从15°增加至75°,最快火蔓延速度上升,且浇铸型板材总是比挤压型板材的最快火蔓延速度高。当倾斜角度为75°时,5 cm和10 cm宽度条件下浇铸型PMMA板材的最快火蔓延速度分别为0.61,0.53 cm/s;挤压型为0.50,0.51 cm/s。对于浇铸型板材,宽度的增加可使热解区域扩大,形成更多不易坠落的熔融物,板材热解区域面积增加,火蔓延速度有所降低;而对于挤压型板材,宽度的增加使得滴落熔融物质量的增大,受重力影响,熔融物的滴落加快了热解区域的分离,致使板材热解区域面积变小,火蔓延速度加快。

图8 不同宽度PMMA板材板材火焰长度与倾斜角度关系曲线Fig.8 Relationship between flame length and inclination angle of PMMA plates with different widths
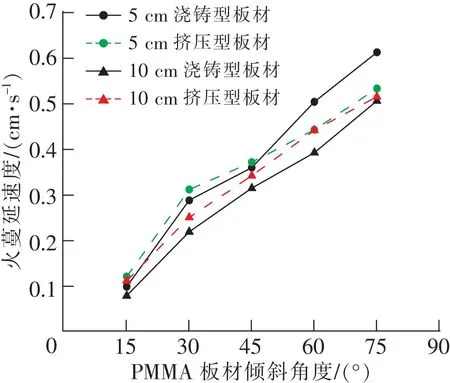
图9 不同宽度PMMA板材火蔓延速度与倾斜角度关系曲线Fig.9 Relationship between fire spread velocity and inclination angle of PMMA plates with different width
3.4 不同倾斜角度下火蔓延模型
可燃性高分子聚合物板材的火蔓延行为是固相热解、流体流动、传热传质、气相与固相可燃气体与氧化物化学反应、气固两相热传输过程等共同作用的结果。
PMMA板材作为高分子聚合物板材,其燃烧时受热量辐射热解出小分子产物;小分子产物随后与氧气接触致使燃烧;燃烧反应继续释放出热量传递给尚未产生燃烧反应的聚合物,以此引发新一轮的热解反应以及燃烧反应;直至热量、燃料或者氧气一方或多方出现不足,最终使得燃烧火焰熄灭。火焰对热解区域传热时,也会对预热区域传热,使预热区域温度增高,由此导致热解过程速度增加,从而生成保证整体燃烧行为稳定与发展的热解气体。这就是热解行为中火焰前锋移动行为——火焰蔓延现象。
根据PMMA板材燃烧实验结果分析出预热区长度及热解区长度,再结合热薄型固体火蔓延模型(如图10所示)公式理论计算火蔓延速度。

图10 热薄型固体火蔓延模型Fig.10 Thermal thin solid fire spread model
热薄型固体可燃板材模型假定条件如下:① 忽略表面的热损失;②板材未受火焰热流影响时,表面温度不变;③顺流火蔓延时热解区对未燃区的热传导为零。
采用热薄型固体火蔓延模型。其中能量方程见式(1)
(1)


(2)
由公式(1)和式(2)计算得出火蔓延速度VP为
(3)
JAMES认为角度对火蔓延主要作用是影响其表面流场,同时,JAMES研究了火焰向试样的传热,得到了不同放置角度下的表面热流量[11]
(4)
式中Cq,L为层流燃烧率经验系数;B为燃烧放热和热解吸热之比。BL的计算公式如下
BL≈YO2,∞Δhc
(5)
PMMA板材的贴壁火蔓延可用图11表示:整个阶段将PMMA板材分为燃尽区、热解区和预热区3部分。热解区长度为Xp,热解区产生的热量由浮力诱导会对上方的板材进行预热。预热区指从热解区前锋到PMMA板材温度为环境温度的地方,这段距离用δf表示。预热区长度取决于火焰长度Xf,定义为热解前锋到火焰前锋的距离。整个板材表面火蔓延过程为顺流固体火蔓延过程。
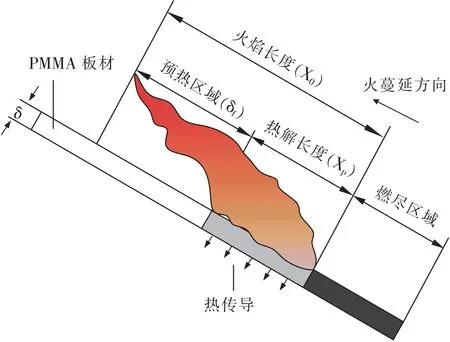
图11 倾斜角度下的火蔓延模型示意Fig.11 Schematic illustration of the fire spread model at an oblique angle
固体可燃物火蔓延速度为
(6)
其中热薄型固体的点燃时间tig可以表示为
(7)
并且qf可以从JAMES的经验公式得到
(8)
其中
BL≈YO2,∞Δhc
(9)
式中qf为加入角度变量的热解区域平均热流;CL为PMMA板材层流燃烧率的经验系数,选取依据于公式(4)中的Cq,L,CL=1.5×10-3,δf为预热区域长度;B是燃烧释放的能量和热解需要的能量之比;L为PMMA板材分解热,取L=1.26×103kJ/kg;α为板材倾斜角度;Δhc为PMMA板材的燃烧热,取2.48×104kJ/kg;YO2,∞为环境氧含量,取0.233。
将方程(7)(8)(9)带入方程(6)中可得具有角度变换的热薄型固体火蔓延速度公式,见式(10)
(10)
式中Vf为带有角度变量的火蔓延速度;δ为板材厚度,取δ=0.4 cm。
3.5 火蔓延速度分析
厚度0.4 cm的PMMA板材在5和10 cm宽度、不同倾斜角度条件下的理论计算火蔓延速度,见表1。实验实测火蔓延速度和理论计算火蔓延速度对比图,如图12所示。
分析图12可以得到,同样倾斜角度的情况下,理论计算火蔓延速度大于实测速度火蔓延速度,原因是理论计算中的热薄型公式未考虑到板材燃烧过程中存在的热传导及熔融物的滴落。

表1 PMMA板材燃烧火焰分区及计算火蔓延速度

图12 实测火蔓延速度和理论计算火蔓延速度对比图Fig.12 Comparison of measured fire spread speed and tehoretical fire spread speed
结合实验现象发现,当板材倾斜角度增加时,火焰逐渐沿板材表面蔓延,这个过程加强了板材燃烧时的热传导作用,而热薄型计算公式中简化了热传导的影响;同时熔融物滴落会导致火蔓延区域分离,造成热解区域燃烧物质和火蔓延速度损失。
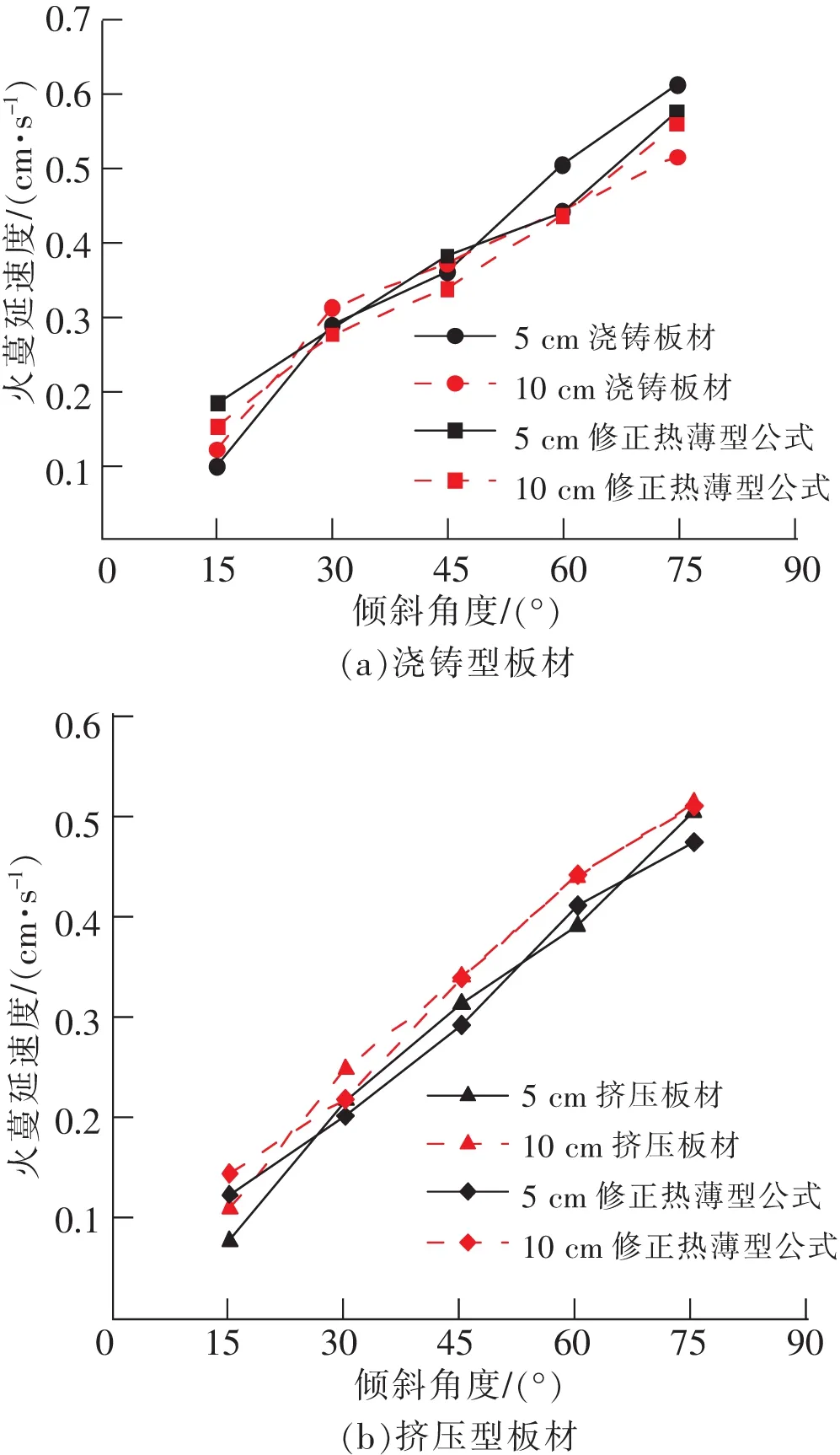
图13 实测火蔓延速度和修正理论火蔓延速度对比图Fig.13 Comparison of measured fire spread speed and modified theoretical fire spread speed
4 结 论
1)PMMA板材燃烧时,悬空火蔓延的熔融滴落状态为整体坍塌型,火焰形态呈团聚大区域型,在实际的火灾中,会导致主体板材附近可燃物的火灾扩散。挤压型板材悬空火蔓延的熔融滴落状态为小液滴型,火焰出现在板材热解区域两侧和熔融物滴落处,形态为分散小区域型,在实际的火灾中,会导致主体板材下部的可燃物的火灾扩散。
2)火蔓延的最高温度点会随着倾斜角度的增大由上表面过渡至下表面,随着板材倾斜角度的增加,火焰最高温度随之降低,高温点持续时间降低,升温时间先降后升;对比浇铸型和挤压型板材,平均最高火焰温度为671.7,579.9 ℃;升温时间在45°时最短,为40,35 s。
3)当PMMA板材倾斜角度在15°至75°之间时,随着倾角增大,火蔓延速度增加,并且浇铸型火蔓延速度大于挤压型;5 cm/10 cm宽度条件下浇铸型PMMA板材的最快火蔓延速度分别为0.61,0.53 cm/s;挤压型为0.50,0.51 cm/s。对比热薄型公式和实验火蔓延速度,理论计算火蔓延速度大于实际火蔓延速度。热薄型公式对板材燃烧热传导作用和熔融物滴落现象的忽略导致了与实际火蔓延速度的差异。
4)由于随着倾斜角度的增加,板材的火蔓延速度呈上升状态,板材倾角大于45°时,热解火焰由上表面热解区域主导过渡至下表面热解区域主导,顺流火焰逐渐贴壁蔓延,板材下表面的火蔓延易扩大火灾规模,造成更严重危害。在实际应用中,PMMA板材采取小倾角悬空安装方式,同时也应及时处理熔融物,防止火灾扩散,降低火灾危害。
猜你喜欢
金属世界(2022年3期)2022-05-30
科技视界(2022年9期)2022-04-09
科技研究·理论版(2021年22期)2021-04-18
现代计算机(2020年32期)2021-01-18
建材发展导向(2020年16期)2020-09-25
疯狂英语·新阅版(2019年6期)2019-09-10
山东工业技术(2019年18期)2019-07-19
人生十六七(2015年5期)2015-02-28
新时代教师(2012年3期)2012-05-08
销售与市场·管理版(2009年21期)2009-09-03