碳纤维增强面板的制备及其力学性能
2022-06-15 03:32贺建民路伟王立峰胡英成
森林工程 2022年3期
贺建民 路伟 王立峰 胡英成

摘 要:为增强木质基面板的力学性能,采用在外侧单板内侧铺设平行或垂直于单板的定向碳纤维布的方法,以二苯甲烷二异氰酸酯为胶黏剂,在热压条件下制备7层碳纤维增强面板,研究增强后面板的弯曲、拉伸和剪切等力学性能。结果表明,碳纤维布平行铺设的胶合板面板胶合剪切强度是垂直铺设的1.3倍,抗拉强度是垂直铺设的2倍,静曲强度是垂直铺设的1.5倍。铺设碳纤维布的增强结构面板具有良好的比强度,力学性能得到较大提高,在生产应用中具有广阔应用前景。
关键词:纤维增强;木质基;力学性能;碳纤维:人造板
中图分类号:TS653 文献标识码:A 文章编号:1006-8023(2022)03-0063-07
Preparation and Mechanical Properties of Carbon Fiber
Reinforced Panel
HE Jianmin, LU Wei, WANG Lifeng, HU Yingcheng*
(Engineering Research Center of New Wood Materials, Ministry of Education(Northeast Forestry University), Harbin 150040, China)
Abstract: To enhance the mechanical properties of wood-based panels, a seven-layer carbon fiber-reinforced panel was prepared by laying oriented carbon fiber fabric parallel or vertical to the inner side of the outer veneer with diphenylmethane diisocyanate as adhesive under hot pressing conditions to study the mechanical properties of the reinforced panel in bending, tensile and shear. The results showed that the bonding shear strength of plywood panels with carbon fiber cloth laid in parallel was 1.3 times that of vertical lay-up, the tensile strength was twice that of vertical lay-up, and the static flexural strength was 1.5 times that of vertical lay-up. The reinforced structural panel with carbon fiber cloth laying has good specific strength and the mechanical properties are greatly improved, which has a broad application prospect in production applications.
Keywords:Fiber reinforced; wood-based materials; mechanical property; carbon fiber; wood based panel
0 引言
木质复合材料(Wood-based composites)是以木质材料(其各种形态,包括单板、刨花和纤维等)为基体,与其他增强材料或功能材料复合而成的具有特殊结构和某些特定性能的新型材料,其能有效改良木材的固有缺陷,扩大木材的使用范围,对高效利用木材资源、保护生态环境具有重要意义[1]。胶合板或层压单板(Laminated Veneer Lumber,LVL)是当前应用较广的木质复合材料之一,广泛应用于建筑、家具和室内装修等各领域,尤其在涉及户外暴露条件时,比其他人造板使用得更为广泛[2]。
胶合板是由不同纹理方向排列的3层或多层单板(一般为奇数层)通过干燥、组胚、预压和热压等工艺,在各类胶黏剂作用下胶合而成的层积材料[3-4],通常相邻层纤维方向相互垂直,各层切向运动受到限制,从而使胶合板具有更优异的尺寸稳定性和均匀性[5]。近年来,随着我国家具、建筑和地板等行业的稳定发展以及胶合板应用领域和国际市场的不断拓展,胶合板需求量持续上升[6]。胶合板以原木为原材料,对木材需求较高,而我国可砍伐森林面积有限,木材资源贫乏,为保护森林资源,我国市场需求木材主要依靠进口,胶合板行业原材料供应对外依赖度较大[7]。发展速生丰产林是减缓森林资源消耗、供应消费市场的有效途径。杨树(Populus)是我国重要的速生人工林树种,成材快,五六年即可采伐[8],取材方便,同时杨树木材具有质量轻、强度高、弹性好、纤维长且含量高和易加工等优点,世界上许多国家都把杨木列为重要的工业原料[9];但速生杨木最大的缺点就是材质疏松、空隙度大、密度低,力学和机械强度不高。
纤维复合材料增强作为一种新兴的能够有效改善低质量木材力学性能的技术[10]在工程中已有应用,使用的纤维可分为天然纤维和人造合成纤维2类,天然纤维多取自当地材料,如玉米丝纤维、麻纤维和椰子纤维等,人造合成纤维多为聚丙烯纤维、玻璃纤维和碳纤维[11-13]等。Acharya等[5]以酚醛树脂(phenolic resin,PF)为黏结剂,测试玻璃纤维增强LVL的物理力学性能,增强LVL的抗剪强度显著提高。李春生等[14]采用玻璃纤维增强轻木面板,在满足正常使用和承载能力极限状态及疲劳性能的要求下,节省了加工成本。Auriga等[1]以三聚氰胺浸渍胶膜纸(Melamine-Urea-Formaldehyde impregnated bond paper,MUF)为胶黏剂,测试碳纤维增强松木板的力学性能,结果发现碳纤维增强松木板的弹性模量和剪切性能明显增强。张露文等[15]利用碳纤维增强蜂窝结构面板,成功提高了面板的表面质量。叶高远等[16]使用碳纤维增强定向刨花板,增强后的弯曲性能是不加碳纤维的3倍。由此可见,碳纤维增强复合材料已经得到了广泛的关注,碳纤维对复合材料的力学性能具有积极影响。但有关碳纤維增强胶合板性能的研究鲜见报道。A726C7DC-F445-46F8-B03B-74453D2779ED
鉴于此,本研究基于杨木胶合板和碳纤维材料的特性,对杨木胶合板进行面内碳纤维增强设计,测试增强后面板的弯曲、拉伸、剪切性能,并对其进行力学性能分析,旨在探寻提升胶合板力学性能的方法,扩大胶合板的应用范围。
1 材料与方法
1.1 试验材料
1.1.1 单板
本研究用杨木取自东北林业大学大学生创新创业中心,杨木通过旋切机旋切成单板,干燥机干燥24 h,单板尺寸为450 mm×450 mm×1.7 mm,含水率为9.6%。
1.1.2 胶黏剂
胶黏剂选用广州和兴化工有限公司生产的二苯甲烷二异氰酸酯(MDI),化学式C15H10N2O2,具有较高抗撕裂强度、耐低温和柔软性、低导热系数、良好的化学稳定性等特点[17]。
1.1.3 纤维增强材料
碳纤维布为定向纖维,纤维丝由聚丙烯腈基(PAN基)12 k小丝束缠聚而成,产品型号为CFS-I-300,抗拉强度3 400 MPa,弹性模量230 GPa,由卡本科技集团股份有限公司生产。
1.2 碳纤维布增强胶合板的制备
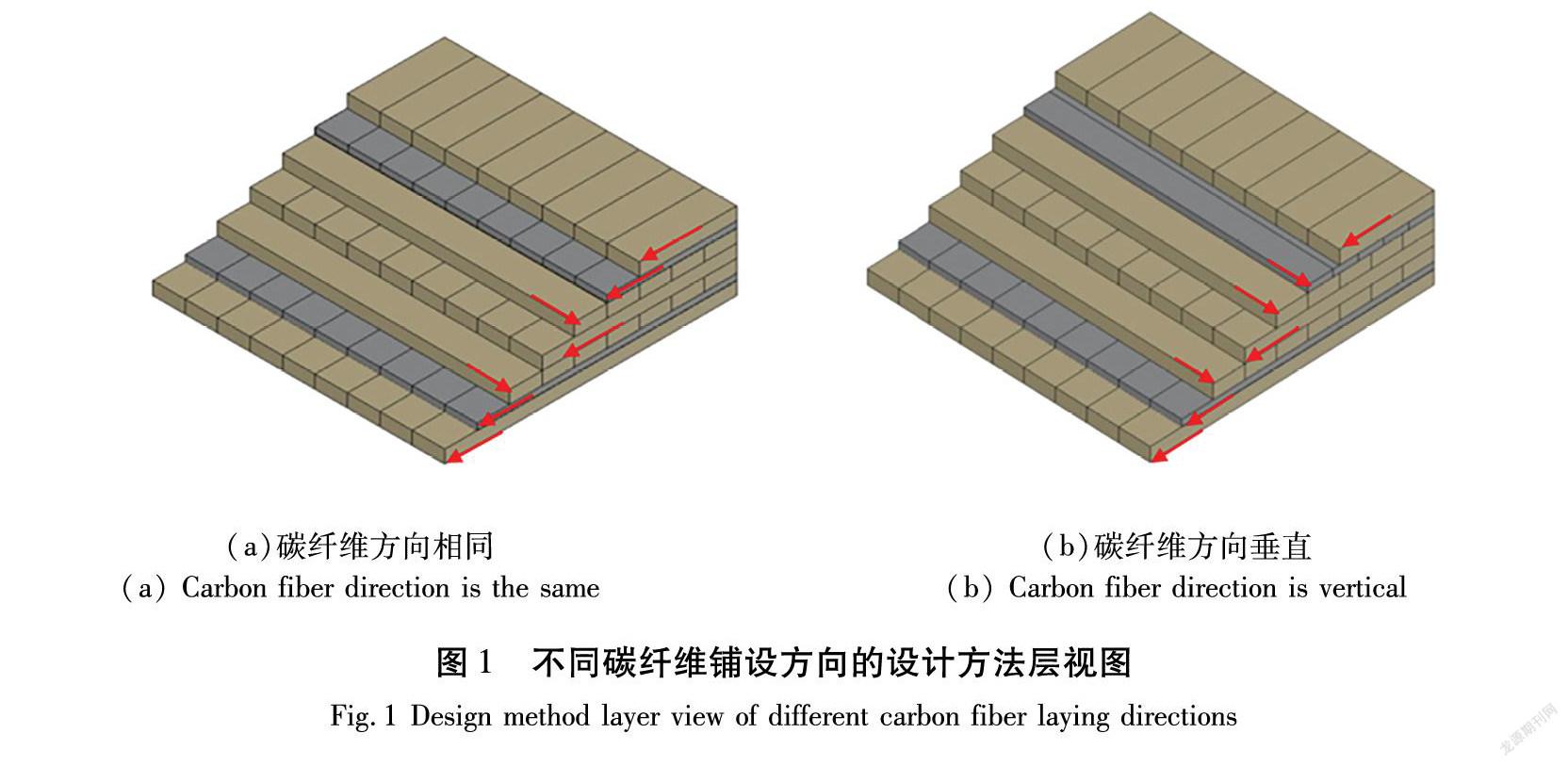
在制备5层杨木胶合板的基础上,将碳纤维布铺设于上下表层和内层单板之间,胶合热压制备增强面板。预设2种情况:第1种为碳纤维方向相同,如图1(a)所示;第2种为碳纤维方向垂直,如图1(b)所示。各层之间使用二苯甲烷二异氰酸酯胶黏剂涂胶组坯,组坯后预压、热压,热压温度150 ℃,压力5.32 MPa,升压4 min,保压1 min,降压1 min,室温下至少放置24 h。2组试验中,1组为碳纤维布平行铺设的增强胶合板,2组为碳纤维布垂直铺设的增强胶合板。
1.3 试验方法
考虑到面板易承受弯曲、拉压等外力而破坏失效,本研究根据GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》[18]对面板进行三点弯曲、抗拉和胶合强度试验。
1.3.1 三点弯曲试验
为保证试验可重复性,每组弯曲试件设置5个,试件尺寸205 mm×50 mm×8 mm,支点跨距155 mm,加压速度5 mm/min。将试件固定在弯曲试验装置上,加荷辊距两支承辊77.5 mm,根据标准,通过三点弯曲试验可得出试件的静曲强度和静态弹性模量,如图2所示。
试件的静曲强度计算公式为
σb=3Fmaxl12bt2。(1)
式中:σb为试件的静曲强度,MPa;Fmax为试件破坏时的最大载荷,N;l1为两支座间距离,mm;b为试件宽度,mm;t为试件厚度,mm。
试件的静态弹性模量计算公式为
Eb=l31bt·F2-F1a2-a1。(2)
式中:Eb为试件的弹性模量,MPa;F2-F1为载荷挠度曲线图上直线部分的载荷增量(F2一般为最大载荷的40%,F1一般为最大载荷的10%),N;a2-a1为试件加载中心的挠度增量,mm,与F2-F1对应。
1.3.2 抗拉强度试验
每组抗拉试件设置6个,试件尺寸180 mm ×25 mm ×8 mm,拉断面宽5 mm。将试件固定在拉力试验机两夹头中间,间距120 mm,试件保持垂直,如图3所示,记录加载结束后的最大载荷。
试件的抗拉强度计算公式为
σ=Fmaxbt。(3)
式中:σ为试件的抗拉强度,MPa;Fmax为试件破坏时的最大载荷,N;b为试件拉断面宽度平均值,mm;t为试件拉断面厚度平均值,mm。
1.3.3 胶合剪切强度试验
胶合剪切强度试件为A型试件,为保证试验可重复性,每组干、湿试件各4个,试件尺寸100 mm×25 mm ×8 mm,开槽宽度和深度按图4中的尺寸和要求进行,槽口一侧锯过表板,另一侧锯过芯板至碳纤维层。制作湿试件时,将试件放入沸水(100 ℃)中煮3 h,室温冷却10 min,测量胶合剪切强度。
由于使用的二苯甲烷二异氰酸酯胶黏剂为Ⅰ类胶黏剂,故面板作为Ⅰ类胶合板处理。为方便测定,采用3 h煮沸法,测得结果乘以系数0.9作为胶合剪切强度,公式为
X=0.9×Pmaxbl。(4)
式中:X为试件的胶合剪切强度,MPa;Pmax为最大破坏载荷,N;b为试件剪断面宽度,mm;l为试件剪断面长度,mm。
2 结果与分析
2.1 静曲强度/静态弹性模量
1组面板的载荷-位移曲线如图5(a)所示,该曲线可分为线性上升、直线下降和应力平台3个阶段。在施加载荷初始阶段,因面板制作过程中存在不可避免的空间缺陷,故出现不明显的非线性段曲线[19]。面板受力初期处于弹性范围内,载荷从表板传递到芯板,未出现破坏,当载荷达1 200 N左右时出现连续细微断裂声音,此时外层杨木单板部分木纤维断裂,碳纤维层也发生碳纤维断裂,面板弯曲较为明显。随着位移不断增加,面板弯曲程度逐渐增大,当载荷达1 400 N左右时出现大量纤维断裂。随着位移继续增加,面板结构破坏,出现明显的二次应力平台,应力平台承受载荷在1 000 N左右,体现出结构优异的吸能特性。
2组面板的载荷-位移曲线如图5(b)所示,该曲线与1组曲线形状相似,但出现细微断裂声音的载荷为800 N,面板断裂发生于载荷1 000 N,均小于1组,同时二次应力平台出现比较平缓,无明显过渡,推断是因为碳纤维垂直放置,增强了面板结构稳定性,应力平台承受载荷在900 N左右,略低于1组。可以看出,平行铺设碳纤维布的增强效果要显优于垂直铺设碳纤维布。
与未铺设碳纤维布的5层胶合板[20]相比,碳纤维增强面板三点弯曲试验数据统计见表1,由表1可以看出,碳纤维布铺设后面板强度明显提高,且碳纤维布平行铺设对面板强度提升最大,其静曲强A726C7DC-F445-46F8-B03B-74453D2779ED
度是未铺设碳纤维布的2.2倍,静态弹性模量是未铺设碳纤维布的3倍。碳纤维布平行铺设增强面板的静曲强度和静态弹性模量是碳纤维布垂直铺设的近1.5倍,主要原因可能是碳纤维布为定向纤维,其纵向拉伸性能优于横向。在试件受力时,弯矩主要由上下面板承担,上面板承受压缩载荷,下面板承受拉伸载荷,2层碳纤维层胶粘在上下面板与内层之间,分别受压缩载荷和拉伸载荷,碳纤维的纵向拉伸和压缩性能优于横向,碳纤维方向相同的面板能够承受更大的拉伸和压缩载荷。
2.2 抗拉强度
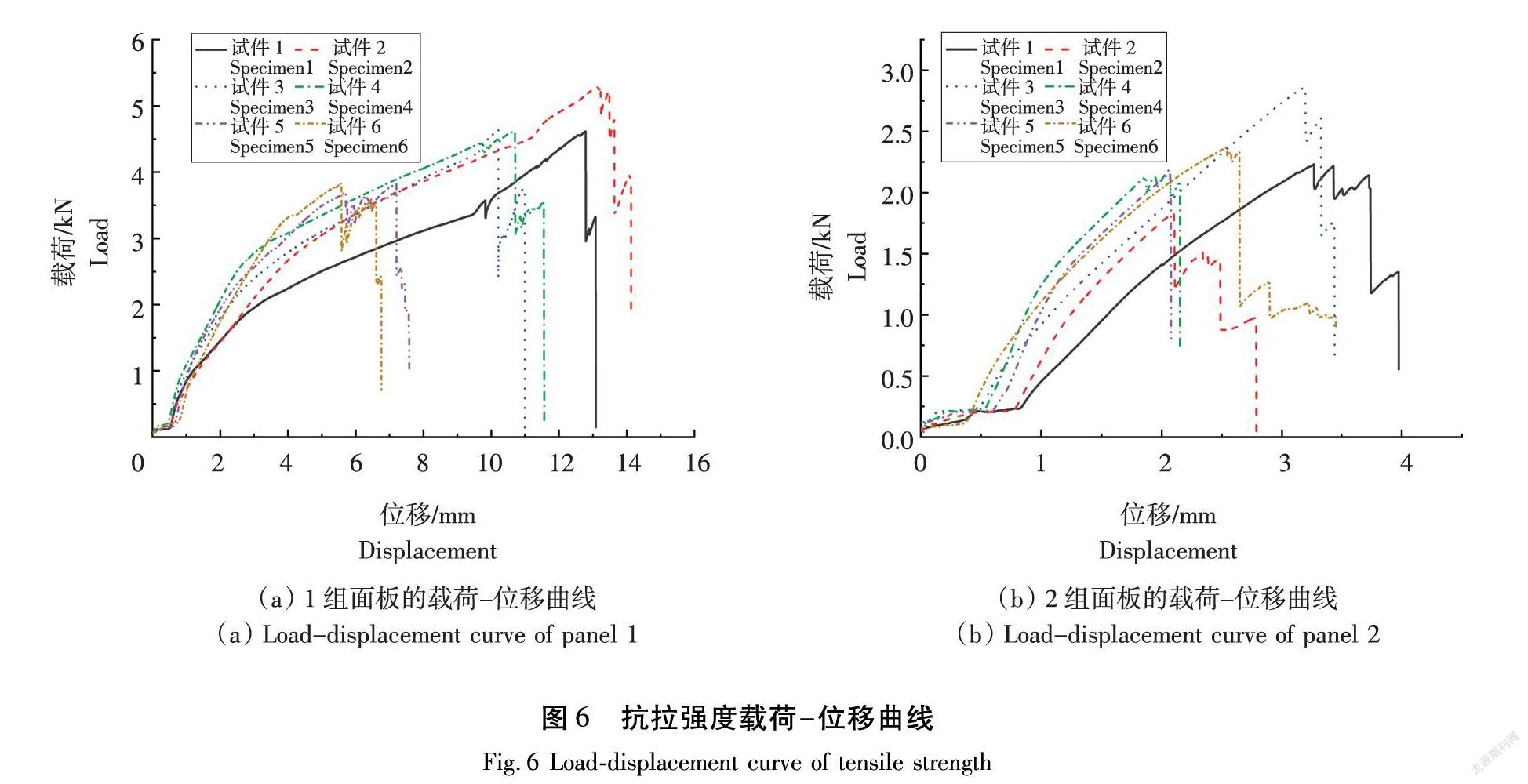
1组面板的载荷-位移曲线如图6(a)所示,该曲线主要由较短的平缓阶段、线性上升阶段、直线下降阶段和应力平台构成。加载前期,因万能力学试验机与试件之间未拉紧,故载荷-位移曲线较平缓,当位移达0.5 mm 左右时,平缓阶段结束;位移增加,试件承受拉伸载荷,因碳纤维层抗拉强度高于杨木单板[1],故主要由碳纖维层承载拉伸载荷,在应力范围内曲线呈线性上升;当位移达12 mm 左右时,拉应力达最大4 500 N后直线降至3 000 N,此时碳纤维层已破坏,由单板承载主要拉应力,随着位移继续增加,承受拉伸载荷达3 500 N时,单板破坏,失效瞬间载荷骤降。
2组面板的载荷-位移曲线如图6(b)所示,该曲线与1组曲线形状相似,主要由较短的平缓上升阶段、线性上升阶段、直线下降阶段和2个应力平台构成。由于只有1层碳纤维层纤维方向平行于面板,在位移3 mm 时最大载荷达2 400 N左右出现破坏,破坏后出现2个应力平台,猜测是单板承载第1个应力平台的拉伸载荷,纤维方向与面板垂直的碳纤维层承载第2个应力平台的拉伸载荷。最后试件破坏,失效瞬间载荷骤降。
碳纤维增强面板抗拉强度试验数据统计见表2,由表2可以看出,碳纤维布平行铺设面板的最大载荷和抗拉强度是碳纤维布垂直铺设的近2倍。试件断裂处位于芯层,碳纤维部分纤维束破坏。碳纤维布垂直铺设面板,当位移达3 mm左右时试件断裂,碳纤维布平行铺设面板,当位移达10 mm左右
时试件才断裂,可见定向碳纤维布平行铺设时韧性更强,当2组试验拉伸位移相同时,平行铺设碳纤维布试件更不容易被破坏。2组面板载荷-位移曲线均存在应力平台,尽管碳纤维布垂直铺设面板存在2个应力平台,但碳纤维布平行铺设面板应力平台承受的拉伸载荷远大于碳纤维布垂直铺设面板,碳纤维布平行铺设面板的吸能特性更优。
2.3 胶合剪切强度
各组试件的载荷-位移曲线相似,由基本不变、近似线性上升2个阶段构成,如图7所示。基本不变阶段出现的原因与抗拉强度测试相同,万能力学试验机与试件之间未拉紧,位移达0.5 mm左右时曲线开始近似线性上升,达最大拉伸载荷后断裂,载荷迅速下降。
碳纤维增强面板胶合剪切强度试验数据统计见表3。在胶合剪切强度试验中,试件承受两侧拉力,因受力不平衡,在拉力作用下产生变形,使剪断面承受剪切应力。2组干试件承受的最大载荷、胶合剪切强度均是湿试件的近1.5倍,主要原因可能是试件煮沸后含水率上升,从而降低木材与胶黏剂胶接界面的剪切强度。碳纤维布平行铺设面板的干湿试件性能均优于碳纤维布垂直铺设面板,平行干试件承受最大载荷是垂直干试件的1.2倍,胶合剪切强度是垂直干试件的1.3倍;平行湿试件承受最大载荷和胶合剪切强度是垂直湿试件的1.1倍。2组干试件之间的性能差距大于2组湿试件,主要原因可能是碳纤维布在煮沸过程中发生软化,抗拉强度降低,使湿试件之间差别不明显。总的来说,碳纤维布平行的试件性能优于碳纤维布垂直的试件,碳纤维布在煮沸时可能发生软化从而降低性能。
3 结论
以二苯甲烷二异氰酸酯为胶黏剂,在热压条件下制备7层碳纤维增强面板,研究增强后面板的弯曲、拉伸和剪切等力学性能。结果表明,碳纤维布平行铺设的胶合板面板胶合剪切强度是垂直铺设的1.3倍,最大抗拉载荷和抗拉强度是垂直铺设的2倍,静曲强度/静态弹性模量是垂直铺设的1.5倍;碳纤维结构面板受压破坏时出现明显的二次应力平台,体现出结构优异的吸能特性,以该结构面板为建筑材料,在建筑结构坍塌时能够提供一定的缓冲时间。
铺设碳纤维布的面板性能优于普通胶合板,碳纤维对胶合板具有增强作用,能够弥补木材强度较低的缺陷,提高面板比强度,体现出纤维增强技术的优越性。相比碳纤维布铺设在表面,碳纤维布铺设在内部能更好进行表面装饰并保护碳纤维层。
【参 考 文 献】
[1]AURIGA R, GUMOWSKA A, SZYMANOWSKI K, et al. Performance properties of plywood composites reinforced with carbon fibers[J]. Composite Structures, 2020, 248:112533.
[2]KASK R, LILLE H, KIVISTE M, et al. Effect of soaking/oven- drying on mechanical and physical properties of birch (Betula spp.) plywood[J]. Drvna Industrija, 2021, 72(2): 121-129.
[3]江泽谋.基于持续发展下传统胶合板工艺改进优化探析[J].建筑工程技术与设计,2019(31):4633.
JIANG Z M. Improvement and optimization of traditional plywood process based on sustainable development[J]. Architectural engineering technology and Design, 2019(31):4633.A726C7DC-F445-46F8-B03B-74453D2779ED
[4]陈桂华,李铁坚.杨木胶合板工艺研究[J].建筑人造板,2001(4):12-14.
CHEN G H, LI T J. Study on technology of poplar plywood[J]. Building Artificial Boards, 2001(4): 12-14.
[5]ACHARYA S, HU Y, MOUSSA H, et al. Preparation and characterization of transparent cellulose films using an improved cellulose dissolution process[J]. Journal of Applied Polymer Science, 2017, 134(21): 44871.
[6]窦延光,韩维生.木家具质量问题分析及解决措施[J].森林工程,2022,38(2):74-79,86.
DOU Y G, HAN W S. Analysis and solution of quality issues of wood furniture[J]. Forest Engineering, 2022, 38(2):74-79,86.
[7]田园,宋维明,程宝栋.我国胶合板国际竞争力的比较分析[J].国际贸易问题,2005(9):22-27.
TIAN Y, SONG W M, CHENG B D. Comparative analysis on the international competitiveness of Chinas plywood[J]. International Trade Journal, 2005(9): 22-27.
[8]柳新红,盛炜彤,谢建秋.短周期速生工业原料树种选择和高效栽培技术研究[Z].丽水市林业科学研究院,2011.
LIU X H, SHENG W T, XIE J Q. Study on the selection and high efficiency cultivation technology of short period fast growing industrial raw material species[Z]. Lishui Forestry Research Institute, 2011.
[9]陈成,程瑞香.速生杨木改性研究进展[J].森林工程,2014,30(5):27-29.
CHEN C, CHENG R X. Research progress in modified fast growing poplar wood[J]. Forest Engineering, 2014, 30(5): 27-29.
[10] WANG J, GUO X L, ZHONG W, et al. Evaluation of mechanical properties of reinforced poplar laminated veneer lumber[J]. BioResources, 2015, 10(4): 7455-7465.
[11]马瑛剑.纤维增强复合材料的性能及机械加工技术[J].科技创新与应用,2020(14):97-98.
MA Y J. Properties and machining technology of fiber reinforced composites[J]. Technology Innovation and Application, 2020(14): 97-98.
[12]吴为,徐伟,康雨,等.非木质材料在茶家具中的应用和设计实践[J].林业机械与木工设备,2020,48(12):54-58,64.
WU W, XU W, KANG Y, et al. Application and design practice of non-wood materials in tea furniture[J]. Forestry Machinery & Woodworking Equipment, 2020, 48(12): 54-58, 64.
[13]周海燕,朱银龙,朱雄伟,等.面向牙刷操作的DELTA机器人设计与仿真分析[J].林业机械与木工设备,2020,48(3):21-27.
ZHOU H Y, ZHU Y L, ZHU X W, et al. Design and simulation analysis of DELTA robot for toothbrush gripping[J]. Forestry Machinery & Woodworking Equipment, 2020, 48(3): 21-27.
[14]李春生,周興党,高雁波,等.新型玻璃纤维增强复合材料:轻木夹心桥面板概念、设计及试验验证[J].中外公路,2019,39(2):274-278.
LI C S, ZHOU X D, GAO Y B, et al. GFRP-Balsa sandwich bridge deck: concept, design, and experimental validation[J]. Journal of China & Foreign Highway, 2019, 39(2): 274-278.
[15]张露文,刘永光,刘艳伟.碳纤维增强复合材料蜂窝面板的技术研究[C]//中国航空学会.2015年第二届中国航空科学技术大会论文集,2015:7.A726C7DC-F445-46F8-B03B-74453D2779ED
ZHANG L W, LIU Y G, LIU Y W. Research on the technology of carbon fiber reinforced composite honeycomb panel [C]//Chinese Society of Aeronautics. Proceedings of the 2nd China Aerospace Science and Technology Conference, 2015:7.
[16]叶高远,胡英成,陈丽成,等.碳纤维增强定向刨花板弯曲性能的研究[J].林业机械与木工设备,2019,47(1):51-58.
YE G Y, HU Y C, CHEN L C, et al. Study on bending properties of carbon fiber-reinforced OSB[J]. Forestry Machinery & Woodworking Equipment, 2019, 47(1): 51-58.
[17]KALIMULLIN A V, SAPRYKINA N, ZUEV V V. The effect of type of filler on microphase separation and reinforcement in polyurethane based composites[J]. Journal of Macromolecular Science, Part B, 2021, 60(6): 391-401.
[18]國家市场监督管理总局,中国国家标准化管理委员会.人造板及饰面人造板理化性能试验方法:GB/T 17657—2013[S].北京:中国标准出版社,2014.
State Administration for Market Regulation, Standardization Administration of the Peoples Republic of China. Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels: GB/T 17657-2013[S]. Beijing: Standards Press of China, 2014.
[19]WANG L F, HU YC, ZHANG X C, et al. Design and compressive behavior of a wood-based pyramidal lattice core sandwich structure[J]. European Journal of Wood and Wood Products, 2020, 78: 123-134.
[20]陈桂华,余运通.杨木胶合板模板工艺研究[J].林产工业,2002(3):18-20.
CHEN G H, YU Y T. Study on the technology of poplar plywood for concrete-form[J]. China Forest Products Industry, 2002(3):18-20.A726C7DC-F445-46F8-B03B-74453D2779ED
猜你喜欢
纺织服装周刊(2022年39期)2022-11-02
交通科技与管理(2022年8期)2022-05-07
林业科技(2022年2期)2022-04-27
国际木业(2019年6期)2019-09-10
作文周刊(高考版)(2019年8期)2019-04-17
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
作文周刊(高考版)(2017年39期)2017-12-26
对外经贸实务(2017年1期)2017-03-03
汽车杂志(2017年2期)2017-03-02