
高残缺陶瓷文物修复沙模的成型方法
2022-06-15 22:32:23陈芳芳陈林林王团结
理财·收藏版 2022年5期
陈芳芳 陈林林 王团结
陶瓷质脆易碎,在岁月更迭,历史变迁中,保存至今的古陶瓷器都会存在或多或少的破损情况。陶瓷文物是人类历史发展过程中遗留下来的珍贵文化遗产之一,不可再生。只有最大限度地将其长久地保存下去,才能发挥它的最大价值。通过对文物的修复,复原文物的外观形象,有利于人们对文物的研究、欣赏与理解。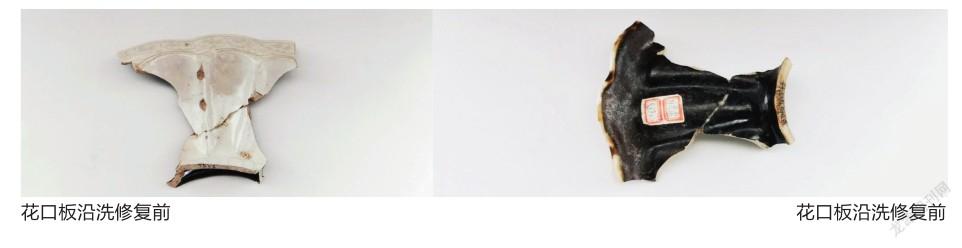
考古型修复是现代文物保护体系产生后最早实施的修复方法,又称研究型修复,其修复部分不改变器物原状,符合其原始外观形态;修复后的器物和原器物器型协调一致。这种修复方法相对陈列型修复技艺简单,忠于原物。修复所有者多是公益性背景下的收藏机构和学术研究机构,他们在考古发掘与整理、研究中,存在大量的文物考古修复,包括部分高残缺陶瓷文物亟待保护修复。高残缺陶瓷文物修复在塑形时,翻模技术是陶瓷文物修复过程中常用的一项技术,对提高修复效率起到关键作用。笔者团队总结出一种高残缺陶瓷文物修复沙模成型方法,下面将结合高残缺陶瓷文物修复实施例,对本技术方法的应用进行介绍。
高残缺陶瓷文物修复沙模成型方法
一、器物情况
明代花口板沿洗,模制,花式口,宽板沿,13瓣瓜棱腹,高圈足外撇。内外沿面分别饰曲线纹一周,其间刻画叶脉纹一周,器内底饰团菊纹,底部残存一枚较大支钉痕。器内施白釉,器外施黑釉,圈足着底面无釉。修复前器物碎破为两片,严重残缺。口部小于原始形态的六分之一左右,底部仅有原始形态的四分之一。经过粘接,呈现一瓣完整的花口瓜棱形态。修复后尺寸:内口径19.8厘米,外口径24.3厘米,高7.8厘米,圈足9.5厘米。
二、沙模成型修复方法
1.预备一个透明材质盘面的转盘,其尺寸大小根据需要选择。
2.以转盘的中心点为圆心,在该转盘背面绘制若干个同心圆,再绘制通过同心圆圆心的十字交叉直线,用于确定圆心点和花口板沿洗残件的摆放位置;可以在每个同心圆上标注相应的数字刻度。
3.把花口板沿洗残件倒置于转盘刻度表上,花口板沿洗残件的口沿部分与刻度表上的圆弧进行弧度对比,找出转盘上相对应的圆弧,以确定花口板沿洗残件的半径。
4.预备适量的沙子,将沙子堆积于转盘上刻度表同心圆中心点,转盘上沙堆的沙量需大于花口板沿洗残件的圆弧,其高度也高于花口板沿洗残件底部。
5.将花口板沿洗残件口沿朝下,倒置固定在转盘相对应的圆弧上,再将花口板沿洗残件内壁面紧贴沙堆,然后转动转盘,花口板沿洗残件沿着该圆弧对沙堆进行塑形,通过转盘转动,该陶瓷文物残件将沙堆多余的沙量切削去掉,直至呈现花口板沿洗残件内部整体轮廓的沙子模型,停止转盘转动并取下花口板沿洗残件,除去多余沙子,用辅助工具进一步修整花口板沿洗沙子模型,使其更光滑规整。
6.将花口板沿洗残件清洗干净,按照其自身构造找到合适弧度位置,重新摆放到花口板沿洗残件沙子模型相应的位置上;将剩余残缺的部分进行补缺材料浇筑,进而修整补缺材料轮廓,直至和花口板沿洗残件外部轮廓相似;等待补缺材料完全定型后将其取下,清除内部残留沙子;进一步使用工具进行修整,至器型准确,最终完成花口板沿洗的修复。
三、沙模成型修复方法的情况说明
1.当沙子模型最高位置的面上存在多余残留沙时,用相应辅助工具将其直接去掉。
2.在沙子模型最高面上中心位置,用辅助工具做至少两条交叉标引线,以便后期修复器物摆放固定在沙子模型相应位置上时,能够快速确定中心点。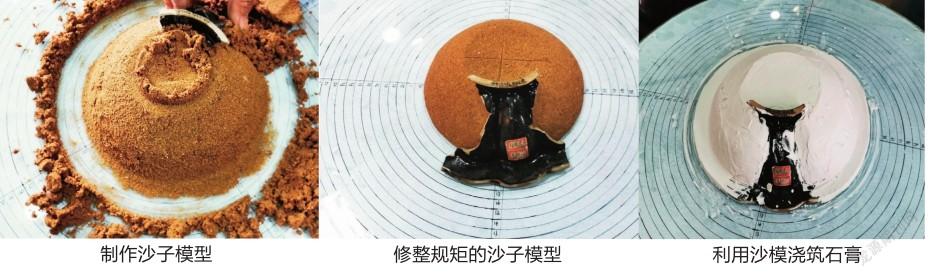
3.若修复器物破碎为多片时,应先按照其自身构造拼对、粘接牢固后,再摆放到沙子模型相应的位置上,按照修复器物的模型轮廓,对该修复器物残缺的部分进行补缺材料浇筑。
4.实施修复的器物,必须是具有口沿及完整弧度及底部形状的可復原的器物,以便确定修复器物合理处于刻度表上的圆弧,以及确定沙堆堆积的高度。若修复器物仅有弧面而缺损底面,或者仅有底面而缺损弧面,均不能通过修复器物对沙堆进行塑形。
5.所述步骤中的沙子,为具有一定湿度的沙子,便于塑形。
6.本文着重介绍高残缺陶瓷文物修复方法,沙模成型修复方法只是高残缺陶瓷文物修复中的一个重要环节。成型后还需要打磨塑形,进一步利用古陶瓷修复专用刀具等辅助工具精细修整器型来完成修复。
其他制模成型方法
高残缺陶瓷文物一般指修复器物的外观大面积缺失,残缺面积占原始器物面积一半以上的陶瓷文物。以下简述介绍其他两种常用材料制模成型修复方法,与沙模成型修复方法作对比。
一、蜡模成型修复方法
1.蜡模通常指牙科红蜡片制模,主要通过捏合复制的方式进行制模成型:
(1)将蜡片的温度适当加热,可随修复器物形态弯弧即可。
(2)将加热后的蜡片紧贴高残缺陶瓷文物的外壁或内壁,将蜡片和器物进行捏合,捏出该修复器物的形态,进行蜡模制作。
(3)将定型后蜡片轻微松动,使其脱离紧贴的修复器物,取下蜡片,制模成功。
(4)将蜡模移动到该修复器物的边缘,用胶带等辅助材料把蜡模的边缘按形态弧度贴紧、重叠、固定在修复器物边缘上。
(5)在蜡模上进行补缺材料浇筑,待补缺材料定型凝固后,取下蜡模,修整打磨补缺部分。
(6)补缺部分打磨修整好后,再按上述(1)-(5)的步骤,重新制作更大更准确的蜡模,以此类推进行补缺材料浇筑和塑形打磨,直至完成高残缺陶瓷文物的修复。
2.蜡模成型修复方法的情况说明:
(1)修复高残缺陶瓷文物时最好使用2毫米厚蜡片制模。6BC0FFD6-5212-4113-AD71-B134A0F8F288
(2)蜡片加热步骤,可以把蜡片直接紧贴修复器物的外壁或内壁,用相应辅助工具直接适当加热后捏合定型。
(3)制作蠟模可以选择形态复杂的一面制模,以减轻后续打磨的工作强度和要求;也可以选择方便脱模的一面制模,容易操作。
(4)将蜡模固定在修复器物边缘上时,重叠不能过窄,固定要牢固,防止蜡模在浇筑修复材料时变形或与修复器物分离开;固定还应可逆,方便浇筑后拆取。
(5)为方便脱模,蜡片上可以涂抹润滑剂以防止脱模时变形;润滑剂对石膏等补缺材料有影响,按需选择。
(6)蜡模成型修复方法在修复高残缺陶瓷文物时,需要制作、脱模2次以上,再经过每次的补缺、打磨塑形,直至完成修复。
二、硅胶成型修复方法
1.硅胶模具胶是一种室温固化的缩合型有机硅材料,普遍用于多行业的模具制造:
(1)按需要调和硅胶和固化剂比例,搅拌均匀。
(2)在高残缺陶瓷文物上用刷子涂刷硅胶,需要多次涂刷以达到合适厚度。
(3)硅胶凝固后,取下硅胶模具。
(4)将硅胶模具移动到该修复器物的边缘,用胶带等辅助材料把硅胶模具的边缘按形态弧度贴紧、重叠、固定在修复器物边缘上。
(5)在硅胶模具上进行补缺材料浇筑,待补缺材料定型凝固后,取下硅胶模具,修整打磨补缺部分。
(6)清洗硅胶模具,按步骤(4)-(5),重新进行补缺材料浇筑和塑形打磨,直至完成器物的修复。
2.硅胶成型修复方法的情况说明:
(1)应熟练掌握硅胶和固化剂的比例。固化剂加量3%时,30分钟左右胶体还会流动,2小时可以脱模。气温低时可适当添加固化剂,但不能超过硅胶的5%。
(2)硅胶加入固化剂一定要搅拌均匀,不然会出现局部固化的现象。
(3)硅胶在使用过程中,会混入大量的空气。减少气泡的产生应注意:延长固化时间,向一个方向搅拌混合固化剂和硅胶,硅胶层不能太厚。
(4)硅胶较为柔软,硬度仅为10—40度,在浇筑补缺材料时应采取有效措施防止硅胶模具的变形。
(5)硅胶模具可以多次使用。也可以如蜡模成型修复方法那样,在补缺完成第一阶段后,制作更大的模具用来翻模,再经过每次的补缺、打磨塑形,直至完成修复。
结 语
一、沙模成型修复方法:需要掌握一定的制模技巧;此方法仅适用于敞口类高残缺陶瓷器物造型的恢复;实现在高残缺陶瓷文物修复过程中一次成型并且成型准确的效果,有效解决其他成型修复方法的弊端。
二、蜡模成型修复方法:简单方便易操作;在高残缺陶瓷文物修复过程中需要多次制模成型,容易造成误差累计,降低修复效率;此方法较适合残缺少的陶瓷文物修复。
三、硅胶成型修复方法:脱模准确、简单;由于模具较软,补缺过程中容易变形,加大后期修整塑形工作量;此方法适合雕塑类异形陶瓷文物修复中的翻模复制,不适用高残缺陶瓷文物修复。6BC0FFD6-5212-4113-AD71-B134A0F8F288
猜你喜欢
信息记录材料(2022年11期)2023-01-07 03:09:00
黄河·黄土·黄种人(华夏文明)(2020年11期)2021-01-14 06:47:58
金桥(2020年11期)2020-12-14 07:52:50
艺术品鉴(2020年7期)2020-09-11 08:04:56
出土文献与古文字研究(2018年0期)2018-11-04 00:41:02
福建质量管理(2018年14期)2018-07-12 12:10:06
大连医科大学学报(2017年6期)2018-01-06 00:41:41
中成药(2017年4期)2017-05-17 06:09:46
核科学与工程(2015年3期)2015-09-26 11:58:24
锻压装备与制造技术(2015年3期)2015-08-15 00:49:08
