
某含金铜多金属矿石磨矿工艺优化试验研究
2022-06-07 11:05:45段胜红姜亚雄李从飞
黄金 2022年5期
段胜红 姜亚雄 李从飞

摘要:选矿厂设计中采用的磨矿分级数据,一般由实验室模拟生产获取,但由于设备差异较大,在平均粒级分布率相同的情况下,矿物粒度分布与实际生产契合度差,因此可依据实际生产情况进行不断优化。对某含金铜多金属矿石进行了实验室磨矿和生产磨矿方式对比试验。结果表明:采用生产磨矿方式,获得的含金铜精矿铜品位为16.82 %、铜回收率为84.10 %,铜回收率提高了1.30百分点;金品位提高到64.00 g/t、金回收率为67.25 %,金回收率提高了6.80百分点。含金磁铁精矿和含金硫精矿不再磨,直接进行氰化浸出,获得的金浸出率分别为75.89 %和60.67 %,可取消根据实验室磨矿数据设计的含金磁铁精矿和含金硫精矿再磨工艺。研究结果为类似选矿厂优化流程结构及参数,提高流程稳定性,降低能耗,实施技术改造提供了理论依据。
关键词:磨矿;分级;磨矿方式;多金属矿;金;粒度分布
中图分类号:TD952 文章编号:1001-1277(2022)05-0083-04
文献标志码:Adoi:10.11792/hj20220516
长期以来,选矿厂设计中磨矿细度和粒度分布是以实验室间歇式磨矿提供的试验数据或相似选矿厂的工艺参数为依据,但工业规模生产中矿物粒度分布与实验室间歇式磨矿数据契合度差[1-3]。在实际生产中,因磨矿分级具有选择性,所以密度高、性脆的矿物首先被磨细。有文献[2,4]研究了非均质矿在生产规模下磨矿分级的重要影响因素,结果表明:硫化矿类的高密度矿物,由于分级机的作用,在闭路磨矿回路中富集而得以优先磨矿;矿石矿物性脆,因而比脉石矿物易磨;矿石粒度影响选矿厂生产,尤其是对浮选的影响很大[5-6]。基于此,本文以某含金铜多金属矿石为研究对象,对比了实验室磨矿与生产磨矿数据,为进一步优化生产工艺、提高选矿厂经济效益提供依据,也为该类矿石选矿厂设计和流程优化提供参考[6-7]。
1 矿石性质
1.1 化学成分及矿物组成
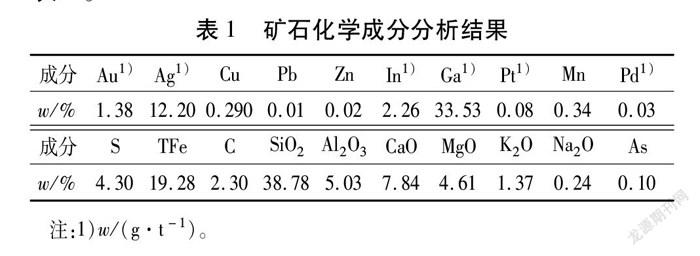
某含金铜多金属矿石中主要有价元素为Au、Ag、Cu、Fe和S,主要金属元素Cu以硫化物形式存在,因此该矿石属于含金硫化铜矿石,其采用金铜浮选—金硫浮选—磁选—氰化工艺处理。矿石矿物组成比较复杂,其中金矿物主要為自然金,少量银金矿;银矿物主要为辉银矿、碲银矿,少量自然银、脆银矿、深红银矿和银黝铜矿;铜矿物主要为黄铜矿,其次为硫砷铜矿、黝铜矿、辉铜矿、斑铜矿;铁矿物主要为磁铁矿和菱铁矿,少量褐铁矿;硫铁矿主要为黄铁矿,少量磁黄铁矿;脉石矿物主要为石英,其次为正长石、云母、高岭石、方解石,少量铁白云石、白云石等。矿石化学成分分析结果见表1,铜、铁物相分析结果见表2、表3。
1.2 金矿物嵌布特征
矿石中金矿物嵌布状态较复杂,以微细粒嵌布为主,主要有6种嵌布形式:①呈微粒状嵌布于黄铁矿与黄铜矿之间;②呈微细粒包裹体包裹于黄铜矿、黄铁矿等硫化矿物中;③与菱铁矿的关系较密切,可见大量微细粒金嵌布于菱铁矿中或嵌布于磁铁矿与菱铁矿之间;④偶见大量微细粒金浸染于磁铁矿中并被磁铁矿包裹;⑤偶见金嵌布于黄铁矿与磁黄铁矿之间;⑥包裹于石英中。金矿物大多呈片状,少量呈棒状、不规则状。金矿物嵌布状态分析结果见表4,粒度分布情况见表5。
综上可知:第1种嵌布形式的自然金易于解离,第2种嵌布形式的自然金可随铜、硫回收,后4种嵌布形式的金不利于回收,需要采取细磨及选择性磨矿来强化金的浮选,提高金在铜浮选中的回收率,优化其在各产品中的分布情况,提高金综合回收率。
2 磨矿工艺分析
生产磨矿样品是由1台5 500 mm×6 600 mm半自磨机、1台MQY4 300 mm×7 000 mm球磨机和400 mm水力旋流器组成的两段一闭路磨矿循环获得。实验室磨矿样品是采用XMQ-240 mm×90 mm 锥型磨机磨矿获得。在生产工况下,旋流器沉砂、溢流中主要元素品位分析结果见表6,旋流器沉砂各粒级中主要元素分布情况见表7。磨矿样品采用金铜浮选—金硫浮选—磁选—氰化处理,当磨矿细度-0.074 mm占82 %时,获得的含金硫精矿、含金磁铁精矿粒级分布情况见表8。
由表6可知:旋流器沉砂中金、硫、铁品位远高于溢流,其在矿浆循环过程中得以富集,硫品位从4.29 %升高到8.85 %,金品位从1.39 g/t升高到12.80 g/t,磁铁品位从6.66 %升高到9.36 %;这是由于含金、硫、铁等密度较高硫化矿物的分离粒度比脉石矿物小,因此容易进入沉砂中。旋流器沉砂各粒级中主要元素分布情况(见表7)进一步表明:旋流器对硫铁矿特定粒级-0.074~+0.037 mm具有较高选择性富集作用,沉砂硫品位升高到19.74 %,金品位升高到28.40 g/t;因金在硫铁矿中嵌布粒度比该粒级细得多,因此将已满足浮选粒度要求的自然金-硫铁矿及其他高密度连生体,通过旋流器选择性地返回磨矿回路再磨,有利于进一步提高自然金单体解离度,这是实验室磨矿不具备的。
由表8可知:当磨矿细度-0.074 mm占82 %时,生产磨矿样品中含金硫精矿-0.074 mm粒级分布率比实验室磨矿样品升高了10.75百分点,含金磁铁精矿-0.074 mm粒级分布率也比实验室升高了12.67百分点;产生该现象的原因是,分级机对高密度硫铁矿物、磁铁矿物的分离粒度比密度低、硬度高的脉石矿物低,因此产生了选择性磨矿作用使其被优先磨细。
3 选矿试验结果与讨论
为了探索生产磨矿与实验室磨矿方式对选矿指标的影响,进一步开展了试验研究。在磨矿细度-0.074 mm占82 %的条件下,进行了对比试验。选矿生产工艺流程(由实验室试验确定)见图1。C207F681-FC2A-49CC-96B8-47A6D09B3641
3.1 磨矿方式对浮选指标的影响
在原有生产工艺参数条件(见图1)下,分别进行了生产磨矿、实验室磨矿样品的铜、硫浮选试验,考察不同磨矿方式对浮选指标的影响,结果见表9。
由表9可知:生产磨矿相比实验室磨矿,含金铜精矿铜回收率提高了1.30百分点,金品位提高了6.46 g/t,金回收率提高了6.80百分点;而含金硫精矿中铜、金品位均降低,金回收率也降低了3.12百分点。
分析其原因是生产磨矿回路中水力旋流器作为分级设备,对高密度硫铁矿物、磁铁矿物的分离粒度小,部分已达到合格粒度的载金硫铁矿和载金磁铁矿进入沉砂中,而后再进行磨矿,大大提高了金的单体解离度,有利于金富集到含金铜精矿中。
3.2 磨矿方式对磁选指标的影响
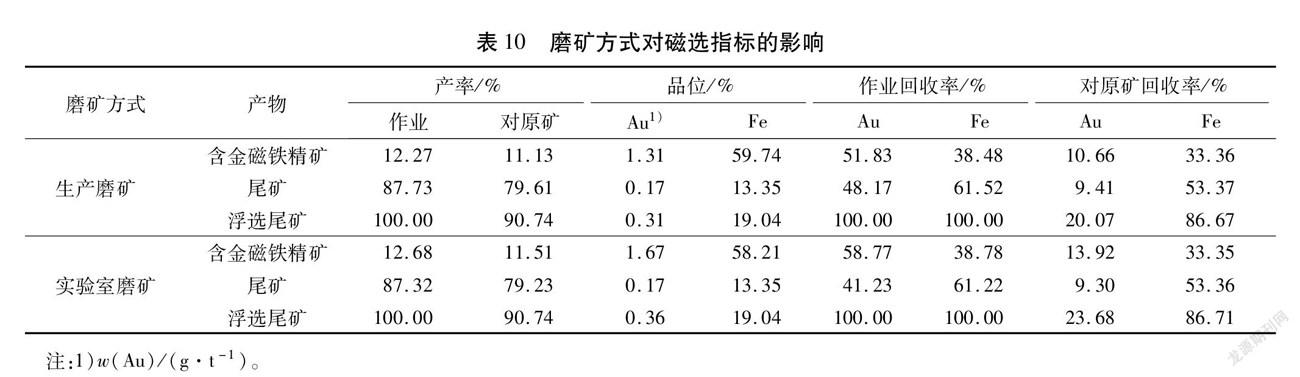
分别对生产磨矿、实验室磨矿样品进行磁选试验,结果见表10。
由表10可知:生产磨矿获得的含金磁铁精矿铁品位升高了1.53百分点,达到59.74 %,铁回收率变化不大,金品位略低,金回收率降低3.26百分点。分析其原因是生产磨矿的选择性磨矿作用,提高了铁、金单体解离度,从而提高了含金铜精矿中的金回收率,减少了进入磁选环节中的金。
3.3 氰化浸出试验
由磨矿样品对比分析结果可知:由于生产磨矿存在选择性磨矿作用,含金硫精矿、含金磁铁精矿磨矿细度-0.074 mm粒级占比比实验室磨矿提高了10百分点左右,其-0.043 mm粒级占比达到75 %左右,因此氰化浸出不再进行磨矿;在实验室磨矿条件下,按现有生产工艺要求进行再磨再浸,即含金硫精矿、含金磁铁精矿氰化浸出磨矿细度达到-0.043 mm占90 %左右。含金硫精矿与含金磁铁精矿氰化浸出试验结果见表11。
由表11可知:无论采用生产磨矿还是实验室磨矿方式,含金磁铁精矿浸出渣金品位相对稳定,而实验室磨矿金浸出率升高了5.55百分点,分析原因是给矿金品位高;含金硫精矿氰化浸出时出现给矿品位升高,浸出渣金品位也升高的现象,金浸出率提高较少,为1.78百分点,分析原因可能是其中的硫离子对金的浸出有一定的抑制作用。
综上所述,采用生产磨矿方式获得的含金铜精矿铜品位为16.82 %、铜回收率为84.10 %,铜回收率提高了1.30百分点;金品位升高到64.00 g/t,金回收率为67.25 %,金回收率提高了6.80百分点。含金磁铁精矿和含金硫精矿不再磨直接进行氰化浸出,获得的金浸出率分别为75.89 %和60.67 %;含金硫精矿浸出渣金品位比实验室磨矿方式低,综合指标较实验室磨矿方式略高。因此,以实验室磨矿数据为依据建成的全生产工艺中的含金磁铁精矿氰化浸出工艺、含金硫精矿氰化浸出工艺可以不再磨矿,简化了工艺流程,降低了生产成本,为进一步技术改造提供了理论依据。
4 结 论
1)某含金铜多金属矿石中金的嵌布粒度、嵌布状态和载体矿物的种类及性质等,对金的回收指标和金在产品中的分布影响较大,可以采取细磨及选择性磨矿来强化金的浮选,提高金在铜浮选中的回收率,优化其在各产品中的分布,提高金综合回收率。
2)在生产磨矿分级过程中,含金、硫、铁等密度较高的硫化矿物,水力旋流器分离粒度比脉石矿物小,容易进入沉砂中,使沉砂或二段磨矿循环中金属得到富集,其含量高于溢流。总之,密度高、性脆的矿物得到选择性磨矿,目的矿物单体解离度得到提高,为选矿分离创造了良好条件。
3)通过对生产磨矿与实验室磨矿全流程选矿试验研究可知,原设计生产工艺中的含金硫精矿与含金磁铁精矿再磨再浸流程中磨矿环节可以取消,这样可大大降低磨矿生产成本,提高选矿厂经济效益,简化工艺流程,提高流程连续性、稳定性。
[参 考 文 献]
[1] 段希祥.提高磨矿过程矿物单体解离度及改善磨矿产品质量研究[J].有色金属(选矿部分),1998(3):33-38,43.
[2] 庞学诗.水力旋流器分离粒度的计算[J].矿冶工程,1986(1):24-29.
[3] 杨琳琳,文书明,程坤.磨矿过程中矿物的解离行为分析及提高单体解离度的方法[J].矿冶,2006,15(2):13-16.
[4] 金,吕宪俊.连续磨矿回路中矿物的解离[J].国外金属矿选矿,1996(8):45-51,24.
[5] 阿兰,崔洪山,李长根.自然金和银金矿浮选评述[J].国外金属矿选矿,2002(1):4-17,33.
[6] 段胜红,高起方.云南某铜金多金属矿中金的赋存特性及选矿工艺研究[J].有色金属(选矿部分),2021(4):33-39.
[7] 高起方,郑仁军,段胜红,等.含金铜硫型多金属氧硫混合矿选矿试验研究[J].有色金属(选矿部分),2020(2):30-37.
Experimental study on grinding process of a polymetallic ore containing gold and copper
Duan Shenghong,Jiang Yaxiong,Li Congfei
(Yunnan Gold Mining Group Co.,Ltd.)
Abstract:The grinding grading data used in the design of ore-dressing plants are generally obtained from lab simu-lation.However,due to equipment difference,the mineral grain size distribution goes poorly with actual production when average grain size distribution rates are the same.Therefore it can be constantly optimized according to actual production.Lab grinding and actual grinding are compared and tested for a polymetallic ore containing gold and copper.The results show that better indexes can be obtained with actual grinding:copper grade is 16.82 %,copper reco-very rate is 84.10 % for copper concentrates containing gold,copper recovery rate is increased by 1.30 percentage points,gold grade in copper concentrates is increased to 64.00 g/t,gold recovery rate is 67.25 % gold recovery rate is increased by 6.80 percentage points;gold-bearing magnetite concentrate and gold-bearing sulfur concentrate will not be further ground and directly go to cyanidation leaching,and the gold leaching rates are 75.89 % and 60.67 % respectively,which means it is possible to cancel the regrinding process designed according to lab grinding data for magnetite and sulfur concentrates.The research results can be used as reference by similar ore-dressing plants in optimizing flowsheet structure and parameters,improving flowsheet stability,lowering power consumption and implementing technical renovation.
Keywords:grinding;grading;grinding means;polymetallic ore;gold;grain size distribution
收稿日期:2021-10-08; 修回日期:2022-03-23
基金項目:云南省对外科技合作计划-省院省校科技合作项目(2018IB028)
作者简介:段胜红(1975—),男,白族,云南鹤庆人,高级工程师,从事有色金属及贵金属资源综合利用技术研究和管理工作;昆明市官渡区福德路1899号,云南黄金矿业集团股份有限公司,650200;E-mail:duansh2020@163.comC207F681-FC2A-49CC-96B8-47A6D09B3641
猜你喜欢
选煤技术(2023年2期)2023-08-09 05:56:44
广西大学学报(自然科学版)(2022年2期)2022-07-06 12:19:46
山东理工大学学报(自然科学版)(2021年6期)2021-07-02 07:00:28
趣味(作文与阅读)(2021年10期)2021-03-08 09:22:00
矿产综合利用(2020年1期)2020-07-24 08:50:48
山东化工(2020年3期)2020-03-06 07:54:12
湖南有色金属(2017年6期)2017-12-22 23:01:32
中国医疗保险(2017年6期)2017-07-18 11:28:19
中国卫生(2016年5期)2016-11-12 13:25:50
中国卫生(2015年10期)2015-11-10 03:14:22
