
大型化工企业智能工厂建设探讨
2022-06-06 00:48吴春晖
石油化工自动化 2022年2期
吴春晖
(上海华谊集团股份有限公司,上海 200040)
近十年来,中国流程制造业持续快速发展,总体规模大幅提升,综合实力不断增强,生产工艺、装备和自动化水平都得到了大幅度的提升,中国己成为世界上门类最齐全、规模最庞大的制造业大国[1]。但从制造业增长率、劳动生产率、创新能力等各方面衡量,中国制造业大而不强、发展质量不够高的问题十分突出。为进一步增强制造业核心竞争力,早日成为制造业强国,智能制造上升为国家战略。
近年来,国家相继发布了《中国制造2025》[2]、智能制造发展规划(2016—2020年)[3]、《国家智能制造标准体系建设指南(2018年版)》[4]等,明确指出了国内智能工厂建设的迫切性和建设标准,包括:智能工厂设计、建造与交付,智能设计、生产、管理、物流和集成优化等。智能工厂建设的重点是智能工厂设计、智能工厂交付、智能生产和集成优化等标准,主要用于规定智能工厂设计、建造和交付等建设过程和工厂内设计、生产、管理、物流及其系统集成等业务活动的要求,确保智能工厂建设过程规范化、系统集成规范化、产品制造过程智能化。
目前,世界上尚无完整意义的智能工厂案例,各国都在进行积极的探索。国外如Shell和BP公司在三维数字化工厂、生产实时优化、设备智能管理、能源管理、移动巡检等方面进行了探索。国内如九江石化、镇海炼化、茂名石化、青岛炼化、烟台万华、神华宁煤、新安化工等企业也积极开展了智能工厂建设实践,取得了一些经验,也起到了一定的示范效果。
1 智能工厂建设目标
根据华谊集团“数智华谊”规划的要求,结合华谊钦州新材料一体化基地一期项目建设的实际情况,在数字化工厂的基础上,运用物联网、云计算及大数据等技术加强信息管理和应用服务,推动工厂运营的持续优化;构建一体化、智能化环境,从而达到生产运营智能管理、业务分析精准预测、决策支持科学合理;以“安全、绿色、效益”为核心建设国内一流的生产自动化、管理可视化、能耗最优化、运营智能化、监控诊断远程化的智能工厂。
2 智能工厂总体架构
在华谊钦州新材料一体化基地智能工厂建设目标的指引下,结合具体业务管控需求和智能工厂最新技术发展趋势梳理,重点围绕1个数据中心、1个互联网平台、3个管控层次(智慧运营层、智能生产层和智能优化层)、12大主要智能化业务应用子系统(智慧运营管理、智能生产执行、全生命周期设备管理、智慧能源管理、安环一体协同及应急联动管理、全面质量管理、智能仓储物流、三维数字化、生产调度优化、PID参数整定、装置先进控制和协同实时优化)和1个长期运行机制,智能工厂的详细功能架构如图1所示。
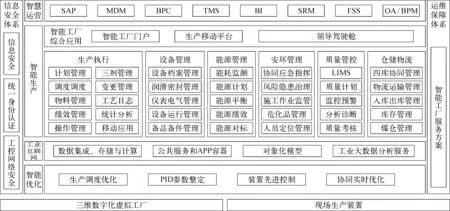
图1 智能工厂总体架构示意
3 智能工厂主要系统
3.1 智能工厂门户
智能工厂门户是针对企业的新战略,通过先进成熟的计算机网络技术和通信技术手段构建一个高质量、高效率、智能化、无地域限制的管理平台,集成基础信息于一体的综合应用平台。
门户与公司内部各种业务系统、智能工厂各业务系统集成,并提供运营管理平台和决策支撑平台,信息发布与共享、企业交流与协作、应用集成与展示,充分发挥信息资源的价值,建立统一的信息发布和展示平台,通过门户来访问各应用系统,实现单点登录,通过选择不同的布局方式,实现千人千面的展示效果。智能工厂门户如图2所示。
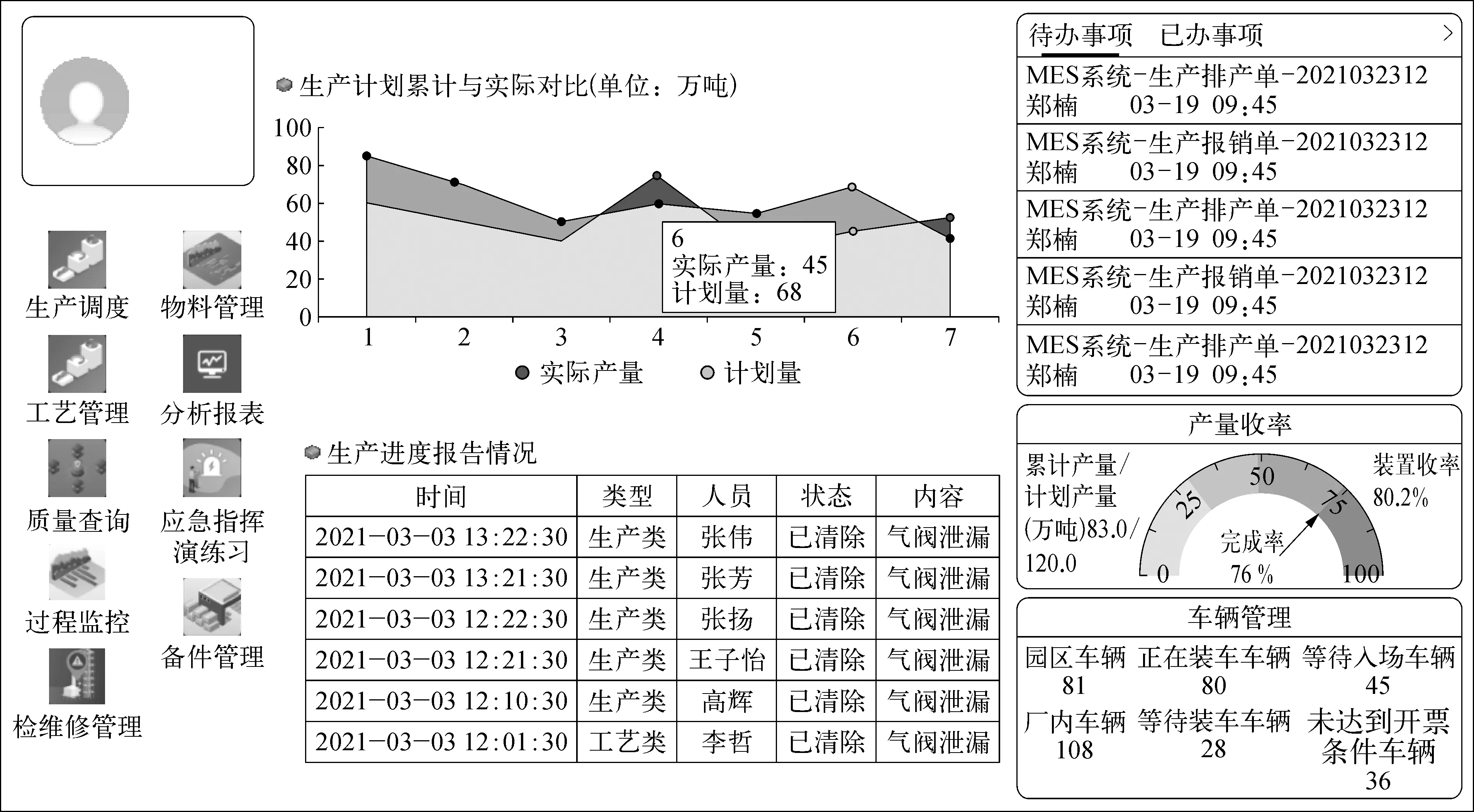
图2 智能工厂门户示意
3.2 移动应用平台
移动应用平台支持各业务系统,实现综合展示、流程列表显示、审阅流程、流程审批等业务应用功能。
移动应用与子系统权限管理一致,支持对不同级别人员设置分层权限,可自动获取相应的流程、任务信息并提醒推送,通过移动终端及时掌握待办工作及流程审批事项。
移动应用支持生产统计数据的查询,通过图形化数据组态方式将各数据整合并进行数据展示与分析。系统可通过移动终端数据查询应用随时随地对生产指标进行流程图实时监控、历史数据查询并显示指标历史数据趋势图,当指标超出生产正常范围时,系统进行预警提醒。
移动应用综合展示支持多种数据库和数据源,通过数据源接口将不同业务模块的数据整合到综合展示应用。综合展示支持数据通过移动终端以表单或图表(流程图、柱状图、饼图、曲线图等)的方式进行展示。
3.3 领导驾驶舱
领导驾驶舱的目标是建立集中统一的生产运营指挥平台,实现生产运营数据的统一抽取、加工和存储,满足企业的多层次业务和管理人员的业务查询、统计和分析,有效避免信息“孤岛”,为“全口径统计”“数据一致”和“数出一门”提供支撑,对企业生产经营决策及问题迅速响应提供数据支持。
领导驾驶舱的数据主要来源于企业资源计划系统(ERP)、生产执行系统(MES)、能源管理系统(EMS)、实验室信息管理系统(LIMS)、设备管理系统(EAM)、商务智能驾驶舱(BI)、供应商管理系统(SRM)、全面预算系统(BPC)、主数据管理系统(MDM)、资金管理系统(TMS)、财务共享系统(FSS)、协同办公系统(OA/BPM)等各应用子系统。系统架构由源系统、企业级数据湖(数据中台)、信息展示三个层次构成。企业领导通过驾驶舱可综合浏览公司的采购、生产、销售、库存、供应链、安全等各相关情况。
3.4 智慧运营
钦州基地作为集团的一个生产执行中心和成本中心,其经营管理层面的智能化业务应用在遵循集团的统一规划前提下,结合新材料一体化基地一期项目建设的实际情况,对经营管理层的应用系统进行整体规划,根据集团现有应用模块的技术架构和基于工业互联网的大数据集成管理平台架构,采取融合、复用、替代等方式进行整合,形成该项目整体的经营管理层业务协同应用系统。
智慧运营主要包括:ERP,MDM,BPC,TMS,BI,SRM,FSS,OA/BPM等经营管理信息化和智能化系统。ERP作为智慧运营的支柱,和MDM,BPC,TMS,BI,SRM,FSS进行集成,同时与智能工厂其他系统(包括MES,LIMS,EAM,OA/BPM,安环管理系统(HSE),仓储物流系统(TM/EWM))进行数据交互。ERP集成及数据交互如图3所示。
3.5 智慧生产
智慧生产是智能工厂建设的核心内容,通过OT与IT融合,实现基于工业互联网平台的数据互联,实现统一平台、统一数据、统一存储、统一展现、统一分析优化。智慧生产建设内容包括:MES,EAM,EMS,HSE,TM/EWM,质量管控系统。
3.5.1生产执行系统
MES通过收集生产过程中大量的实时数据,并对实时事件及时处理,在企业管理层和生产控制层之间架起一座信息沟通和管理的桥梁,同时与计划层和控制层保持双向通信能力,从上下两层接收相应数据并反馈处理结果和生产指令。
MES主要包括:生产计划管理、生产调度管理、物料管理、生产绩效管理、操作管理、三剂管理、变更管理、工艺管理、统计分析和移动应用等。通过MES,以平稳运行为核心,实现从计划、调度、操作、监控、统计到绩效的全生产过程规范管理及在线处理,提升工业分析和预警能力,不断提升人员工艺与操作技能,提高生产敏捷性。
MES作为生产的管控系统,与智能工厂其他系统(包括ERP,LIMS,TM/EWM,EMS,实时数据库(PI))和国投钦州港口有限公司、孚宝(钦州)码头有限公司等进行数据交互,保证系统的高效运行。MES数据交互如图4所示。
3.5.2设备管理系统
EAM是以实现设备全生命周期管理的“数字化、标准化、精细化、智能化”为目标,以设备健康运行为核心,建立设备智能档案(与数字化交付系统集成)、进行全过程监控、智能诊断与预测,促进设备可靠性(绩效)持续改善,保障企业关键机组稳定高效运行、降低备件占用库存成本、提高日常巡检和维修维保的计划性和科学性。
EAM包括:设备档案管理、设备维保管理、设备巡检管理、设备运行管理、特种设备管理、备品备件管理、智能诊断和预警等。EAM与智能工厂其他系统(包括ERP,HSE,OA/BPM,TM/EWM,LIMS,数字化交付系统(AVEVA))进行数据交互,达到设备管控目标。EAM数据交互如图5所示。
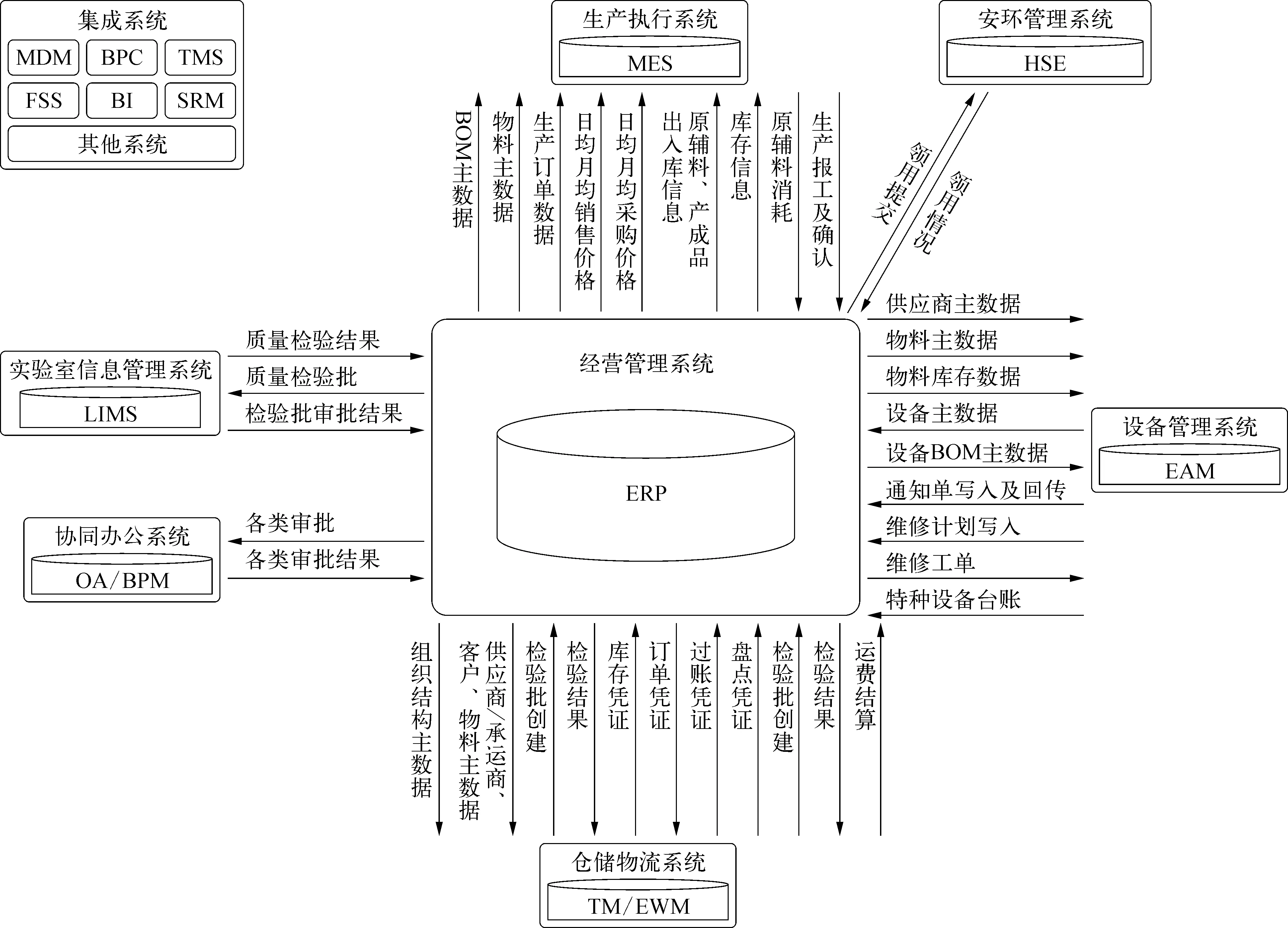
图3 ERP集成及数据交互示意
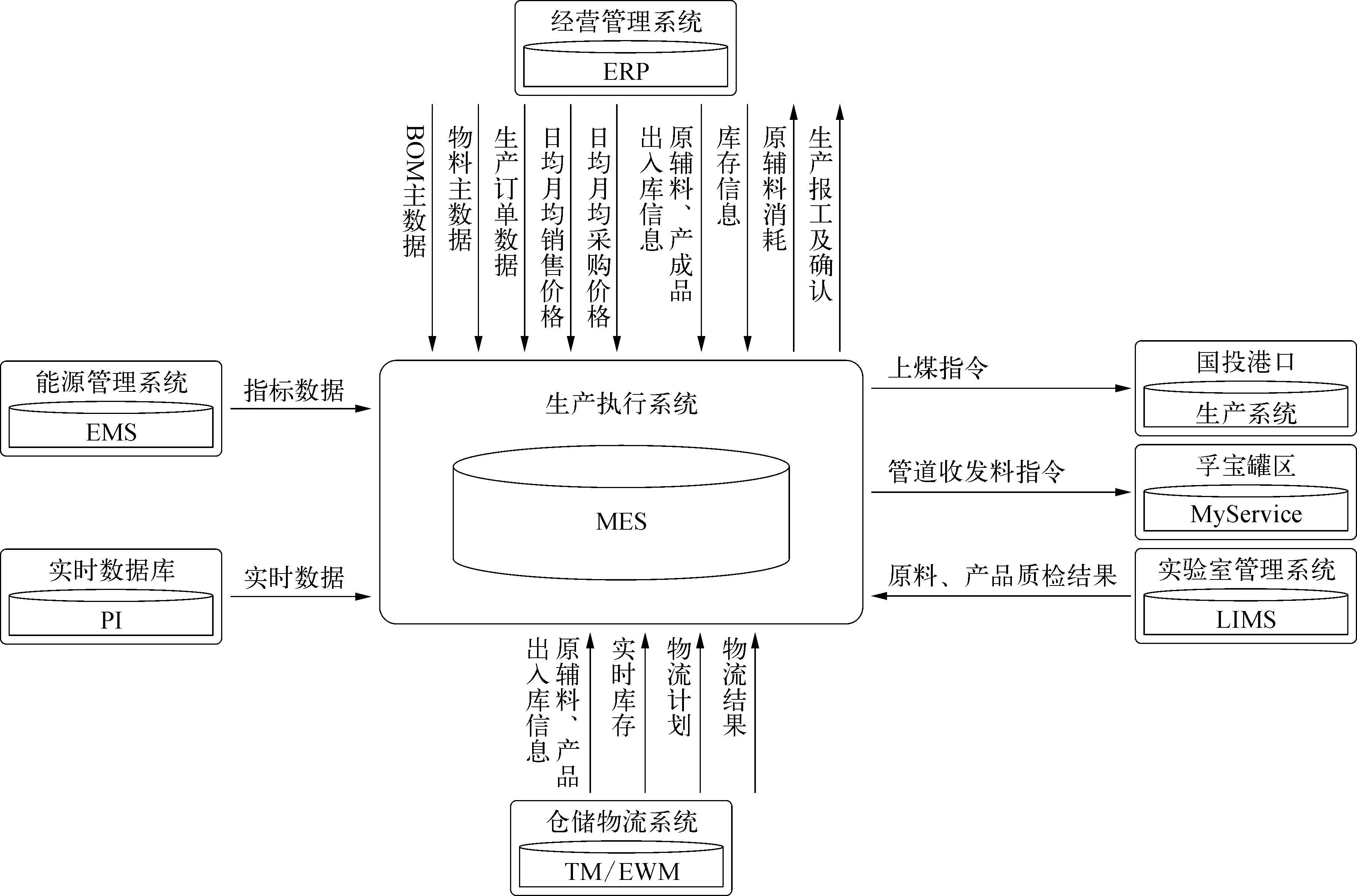
图4 MES数据交互示意
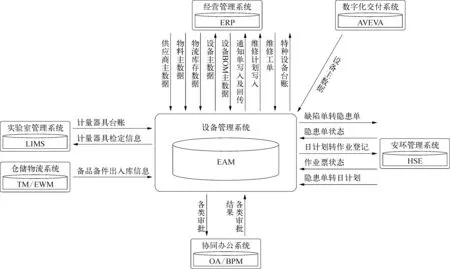
图5 EAM数据交互示意
3.5.3安环管理系统
HSE是集实时监控、安全管理及应急指挥一体的管控平台,通过有效地对工厂整体安全环保状况进行全方位的实时监测、集中展示和管理、事故预警、故障报告等,促进“双控”体系的有效执行。

图6 HSE数据交互示意
3.5.4能源管理系统
EMS通过建立能源基准、指标体系和优化管理流程实现全介质、全口径的能源管理规范,形成从计划、执行监控、统计、绩效评价、考核的管理闭环,并实现蒸汽动力、电力、燃料气、氮气4类公用工程系统节能增效,实现生产与能源管理协同优化,并提高能源管理工作效率。
EMS包括:能源基准、能源计划、能耗监测、能源平衡、能源绩效和能源对标等。EMS与智能工厂其他系统(包括MES,PI)进行数据交互,达到能源管控目标。
3.5.5质量管控系统
质量管控系统包括质量管理系统(QMS)和LIMS。QMS实现从供应商质量、原材料质量、生产过程质量、产品出厂质量管理到售后质量全过程管理,以产品的生产流程为主线,建立全方位、多维度的质量信息管理。LIMS从实验室分析样品登记到报告生成和发送的全流程自动化和业务管理信息化,提高实验室的工作效率,实现分析数据的共享,提高数据的利用水平,最大程度地减少人为因素的干扰,确保分析数据的真实可靠。
QMS包括:质量计划、监控预警、质量查询、质量考核、分析诊断、客户服务、LIMS等。质量管控系统与智能工厂其他系统(包括ERP,MES,EAM,HSE)进行数据交互,达到质量管控目标。质量管控数据交互如图7所示。
临床分期主要与淋巴瘤侵及的范围有关,本组患者中Ⅰ~Ⅱ期淋巴瘤共52例(50.5%),SUVmax为8.32±4.58;Ⅲ~Ⅳ期51例(49.5%),SUVmax为10.45±6.43,二者间差异无统计学意义(P>0.05)。
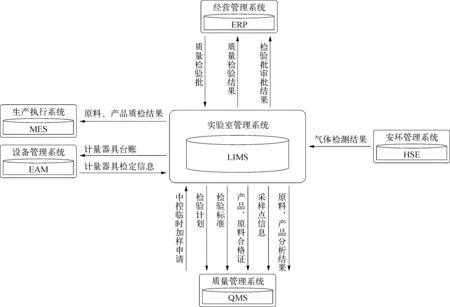
图7 质量管控数据交互示意
3.5.6仓储物流系统
TM/EWM通过与MES,ERP,国投港口、孚宝罐区等协同化管理,实现全面出入库及库存的全流程信息化管理以及储运物流的协同指挥和调度,提高运输计划、运输执行、运费结算、入库管理、出库管理及库内作业精细化管理水平,实现一切业务有据可查、有凭可依,并对多维度报表数据进行总结分析,提高仓储物流管理水平。
TM/EWM包括:出入库管理、库存管理、物流运输管理、煤仓管理、协同管理等。TM/EWM与智能工厂其他系统(包括ERP,EAM,MES,HSE)和国投钦州港口有限公司、孚宝(钦州)码头有限公司等进行数据交互,达到仓储物流管控目标。TM/EWM数据交互如图8所示。
3.6 智能优化
3.6.1生产调度优化
生产调度优化系统是覆盖生产全过程的生产优化与调度排产平台,通过现代化信息技术和数学建模手段,建立生产全流程的计划与调度优化模型,优化企业资源流向,节能降耗,及时响应异常事件,保障产品安全高效的生产,达到“高效便捷、降低成本、信息共享”的目标。
生产调度优化系统包括:计划优化排产、调度优化排产、计划调度在线管理三大子系统。通过计划排产优化、调度排产优化、应急调度优化、调度案例库管理、成本和效益测算、模型和约束维护、可视化展示等形成全厂生产工艺全流程的生产调度优化。
计划优化排产根据生产实际情况及优化计算方法,将MES中的月度生产计划优化计算生成日、班排产方案供调度部门参考,并与MES进行对比跟踪。
调度优化排产根据原料、产品的价格变动和装置运行情况,可以进行调度优化计算生成短周期的调度排产优化方案(日、班)供调度部门参考,并与MES进行对比跟踪。
应急调度优化通过监控调度排产相关的生产装置实时运行情况自动判断当前工况类型。当异常工况发生时,在生产监控图中对异常工况进行报警预警并判断异常工况类型(已知、未知)。已知异常工况将自动触发以稳定系统为目标的匹配案例库计算并生成应急预案,调度人员确定后自动发布至各相关装置生产人员,指导各装置操作人员快速响应。未知的异常工况将自动触发以稳定系统为目标的优化计算方案,为调度人员提供应急指导参考。
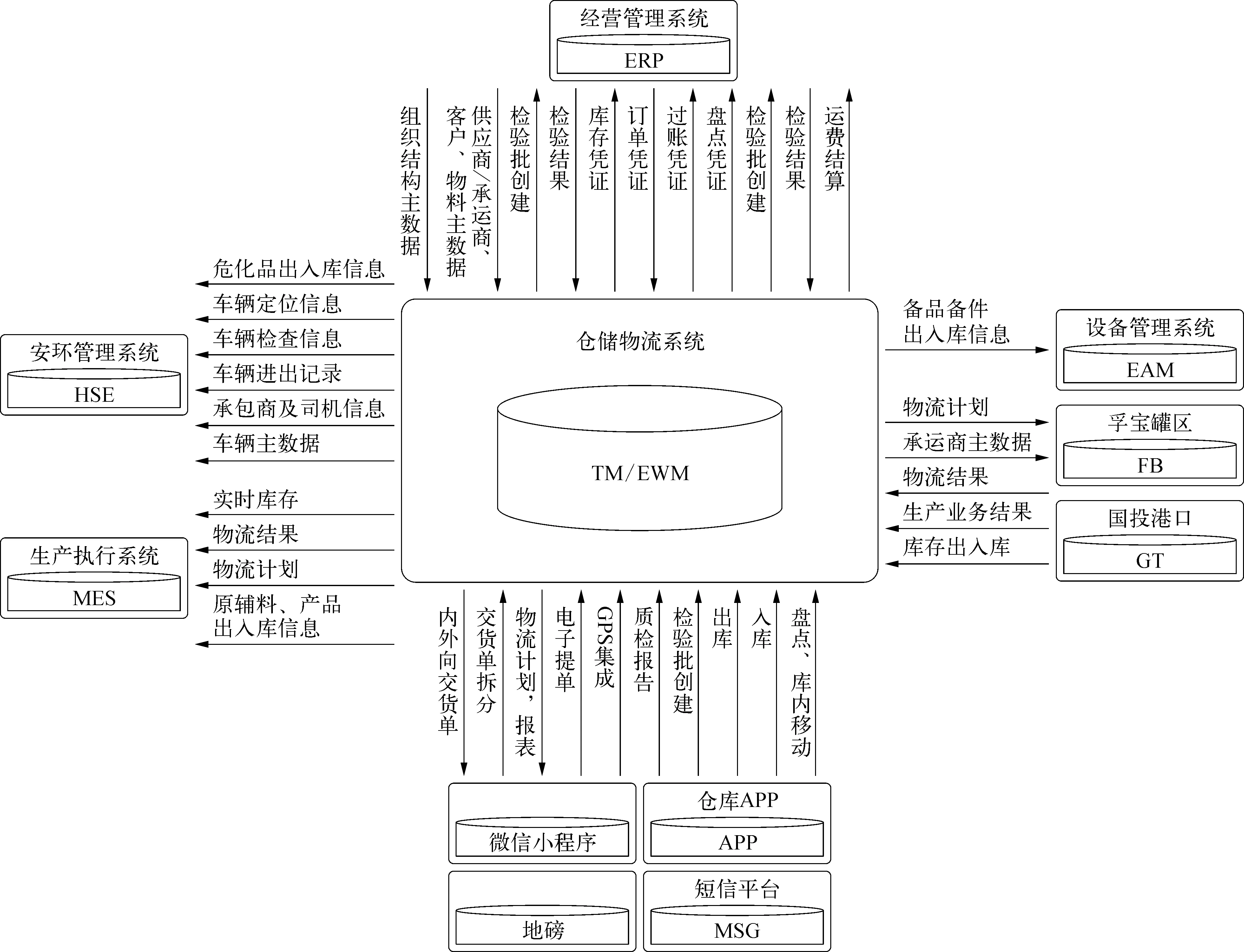
图8 TM/EWM数据交互示意
3.6.2PID整定
该项目采用PID整定系统,对6套气化、2套变换、2套低温甲醇洗、2套甲醇合成、2套甲醇精馏、2套硫回收生产装置的PID控制回路开展性能评估与参数优化。
基于PID控制回路的运行现状,通过应用PID软件产品,除因仪表、阀门问题及存在多变量耦合、大滞后、干扰多等复杂特性而导致无法投用自动的PID控制回路以外,对生产装置PID控制回路性能进行评估,快速、准确定位回路的性能缺陷问题,并利用过程辨识获得的被控对象模型,优化计算PID控制器参数,提高装置PID控制回路的运维管理水平,实现回路的集中量化管理和智能运维,提高装置有效自控率,为装置的平稳运行提供保障。
3.6.3先进过程控制系统
该项目采用先进控制系统(APC),对6套气化、2套变换、2套低温甲醇洗、2套甲醇合成、2套甲醇精馏、2套硫回收生产装置配置47个控制器。
APC采用基于模型的多变量控制和前馈控制技术,减小装置关键变量的波动, 进一步提高装置运行的安全性和平稳性,实现高附加值产品产(收)率最大化,有效降低生产能耗,提高装置自动化水平和装置总体经济效益。
APC实施后的目标是提高APC控制器投用率、操作变量投用率,减少关键被控变量波动、降低操作员手动调节频次,实现气化炉总负荷与各气化炉负荷分配控制优化、变化单元负荷分配控制优化、低温甲醇洗负荷分配控制优化、低温甲醇洗CO2负荷分配控制优化、甲醇合成负荷分配控制优化和硫磺回收负荷分配控制优化等,提高效益指标(降低气化比煤耗、比氧耗,降低甲醇合成气单耗,降低变换、甲醇合成燃料气消耗、提高甲醇精馏产品收率等)。
3.6.4生产过程实时优化系统
该项目的生产过程实时优化系统(RTO)包括三个层次:生产装置内部的局部协同优化、生产装置之间物料与能量互供的协同优化、全局性的生产计划与全流程生产执行协同优化。
通过对生产装置实施实时优化,实时跟踪运行工况的变化,在满足工艺、设备约束的前提下,以产品、公用工程价格为导向,持续不断地对装置进行优化计算,同时将其优化结果与APC结合实现在线闭环控制,以保证装置生产尽量达到或靠近最佳的经济效益操作点。
在各生产装置单元控制器的基础上,根据当前的生产工况和装置约束条件,以生产过程全流程机理模型为基础,采用智能优化技术,优化关键单元的操作条件,根据性能指标计算出最优的操作工况,并对生产装置整体效益有显著影响的关键控制变量的最优设定值下载到APC,通过APC将各关键控制变量维持在最优值附近,提高产品收率,节能降耗。
在各生产装置单元RTO的基础上,开展全流程的智能协同优化。针对部分装置具有多变量、强非线性耦合、运行工况多变以及不确定干扰因素等复杂特性,通过综合考虑全流程生产过程的多个环节以及不同装置之间的协调,将全流程生产过程以及优化目标进行多层次地划分和降维,实现多尺度多目标的全流程智能协同优化,达到局部优化与全局优化的平衡,使上下游装置处于较优的运行状态,实现装置效益、目标产品收率的最大化、装置综合能耗最小化。
4 智能工厂各系统集成
智能工厂子系统较多,要整合成一个有机的整体,需要通过标准接口完成数据的传输,该项目采用ESB标准接口进行数据流的传输,共开发93个接口。为更好地进行应用,该项目通过统一身份认证、单点登录实现统一管理。智能工厂数据流如图9所示。
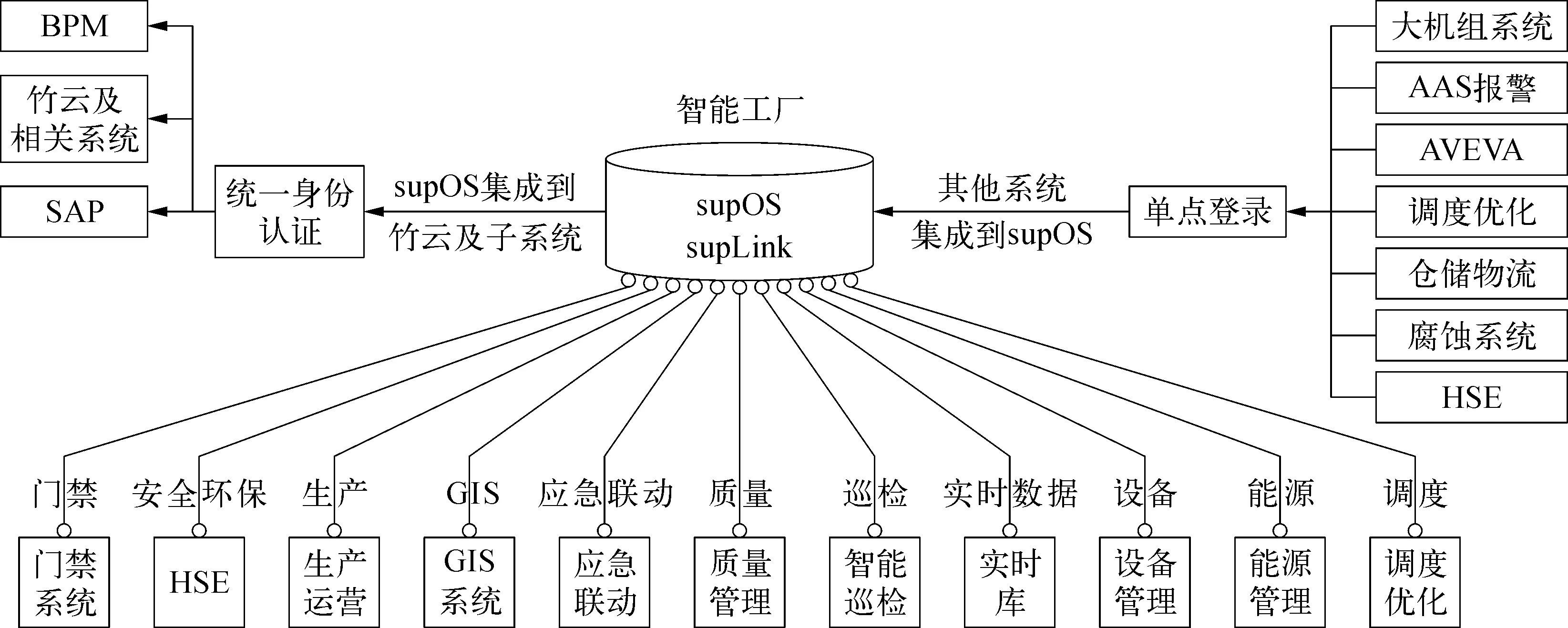
图9 智能工厂数据流示意
5 结束语
目前,智能工厂子模块中的RTO还未实施,APC和PID整定在实施过程中,其余子系统已经上线试运行。由于智能工厂系统较多,系统间的交互比较复杂,在使用过程中还在不断地进行改进和优化,以期望达到项目实施的目标。通过推进华谊钦州新材料一体化基地一期项目的智能工厂建设,为华谊钦州新材料一体化基地的智能工厂建设积累相关经验,最终将打造成一流的智能工厂基地。
猜你喜欢
小哥白尼(军事科学)(2022年4期)2022-07-08
发明与创新(2021年39期)2021-11-05
铁道通信信号(2020年10期)2020-02-07
电子制作(2019年20期)2019-12-04
北京航空航天大学学报(2019年9期)2019-10-26
计算机测量与控制(2019年6期)2019-06-27
Coco薇(2017年10期)2017-10-12
小学阅读指南·低年级版(2016年1期)2016-09-10
小溪流(画刊)(2016年5期)2016-05-14
数学大世界·小学低年级辅导版(2010年8期)2010-06-28
