气缸套毛坯铸造精准孕育系统研究
2022-06-05 08:37:26高广东
内燃机与配件 2022年9期
0 引言
随着内燃机技术的提高,对气缸套的强度、石墨组织提出了很高的要求,A形石墨一般要求50%以上。由于气缸套离心铸造模具采用金属型,并在冷却过程采用快速水冷,从而使气缸套离心铸造很难得到A型石墨。孕育处理是离心铸造过程很重要的环节,可细化组织、细化共晶团,促进A形石墨的形成,本文在内燃机气缸套铸件离心铸造过程中采用精准孕育工艺系统,用于优化铸铁熔炼工艺,提高气缸套的内在质量和促进A形石墨的形成。
总之,“课程思政”是新时期对高校育人工作提出的新要求,关系到新时代中国特色社会主义的建设,关系到“两个一百年”目标的实现,其重要性不言而喻。“课程思政”也是一项系统工程,从大的方面说,需要教育主管部门和各高校的顶层设计;从小的方面讲,需要各专业各学科互相协调配合。目前“课程思政”在理论上还需进一步探讨,在实践上尚需多践行、多总结、多反思、多改进,可以说任重道远,需要各方共同努力、协调推进。
1 研究内容
精准孕育工艺系统进行了研究。通过数据采集终端,建立了各钢包铁水样品冷却曲线与其相应的力学性能、化学成分和金相组织之间的数据关系,并建立了专家数据库。将生产现场铸件的铁水数据与专家数据进行对比,根据冷却数据点的相似算法和大数据冷却曲线特征关系模型理论,预测待测铁水的化学成分、力学性能和金相组织,从而推断二次孕育剂的添加量,修正铸件的各项性能指标。
精准孕育数据库涵盖:炉前铁液检测系统、专家数据库、智能驱动系统组成。采用C/S工作模式作为系统数据流,运用TCP/IP协议使炉前铁液前段与所管理的数据库系统传递数据,智能驱动系统采用一主多从的开发模式,基于现场总线的通讯协议发送数据及执行驱动命令。
2 操作系统与运行平台选择
炉前铁水采样系统计算量大,需要频繁切换线程。因此,它必须支持多种数据采集板,长期稳定运行,并具有较强的抗干扰能力。因此,采用Intel x86架构的处理器作为炉前铁水采样系统的操作平台,多种形式的PCI板可以在此框架下自由扩展。根据所绘制的冷却曲线,人机交互与数据库远程连接确定了所使用的操作系统必须具有良好的GUI显示性能、良好的网络数据库特性和信息输出的多样性。因此,选择了稳定性好的Windows XP SP3作为操作系统。
3 系统开发平台
三是中小河流洪水频发,山洪灾害严重。全年因局部强降雨引发中小河流洪水和山洪、滑坡、泥石流等灾害造成的人员死亡占洪涝死亡总人数七成。7月份四川都江堰100年一遇强降雨引发特大型高位山体滑坡。8月中旬辽宁暴雨导致浑河上游发生超历史纪录特大洪水。
4 数据采集卡
本文从应用成本出发,结合灰铸铁气缸套的最高浇注温度,选择了K型热电偶,因为其感应灵敏度高、价格适中、且高温稳定性良好。采用AD620作为信号前端数据采集的核心部件,AD620是基于差分运算放大器;采用Advantech pcl-789d信号转换板,其是两级RC滤波和高精度运算放大器滤波, 可以非常显著的滤除铸造厂区各信号频率段的传递和空间干扰信号,并有效降低高瞬时电压的共模干扰波信号,同时确保了电压感应信号在热电偶中的稳定转换。
PCLD-789D为高精度温度传感器,使用OP07放大滤波运算器,将热电偶转换和板卡端温度叠加,并发送到A/D转换器。这样就能够有效仰制热电偶温度转换表的零度转换误差。
在上述公式(2)(3)(4)中,采样点数由
表示,而在
时刻凝固段上的两段热分析曲线在其所对应的温度值则分别由
1
、
2
表示。
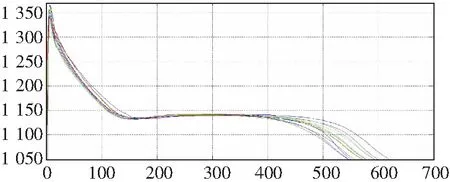
对于综合偏差在0-3以内的试样分析,其冷却曲线集如图3所示。
5 热分析样杯研究
为了辅助减少数据采集误差,热分析样杯要做到最大程度的中空,减少与托架底座的接触面积,进而控制试样的热传导效应。热电偶两极固定可靠,禁止出现左右窜动导致电极非预测性短路现象。
为了使采集数据误差得以有效得降低,热分析样品杯应尽量中空,使其和支架座底部的接触面积尽量减小,这样就可有有效控制样品的导热效果。应尽可能牢固的固定热电偶两极,严禁左右移动,造成电极不可预知的短路。
6 热分析样杯托架与温度补偿
6.1 曲线平滑处理
对于由普通材料制成的支架端子,由于热不平衡效应存在于两个端子之间,明显的过冷没有出现在冷却曲线中,误差效应随着时间的推移变得越来越明显。本文将补偿线和热电偶的接头移回空气温度均匀的区域,以避免支架底座的高温区域,同时也解决了冷却曲线失真的问题,改进后的托架、冷却曲线如图1所示。
精准孕育工艺数据库开发采用自主开发的上层管理软件,使用VS2010等主流开发工具,支持VC++和VB的开发。它有一个非常优秀的数据库操作界面,可以方便地开发以太网和串行通信等功能模块。因此可以比较有效地开发出基于以太网和RS232通信的管理数据库软件。

炉前铁水采集系统将冷却曲线的温度点通过热A/D转换板、分析样本杯和信号放大板保存到临时缓冲区中。本系统运用数值分析原理,采用先采集原始数据后平滑处理的方式。结合蠕墨铸铁冷却曲线特点,综合分析,采用11点相邻平均值法平滑曲线。
图中生成由160个节点和369条连线的关,其中网络密度为0.029,主要聚类4个。每个节点代表一个热点,关键词出现的频次与圆圈的厚度成正比,圆圈越大,说明热点受关注度越高[14]。从图6中可以看出,“体育教学”与“学校体育”“体育教育”等各个节点联系紧密,其次是“体育课程”与“普通高校”“教学改革”“高校”等节点联系较强,第三是“体育”与“评价体系”“过程评价”等节点联系紧密,最后是“教学评价”与“教学评估”“教学评价过程”等节点联系紧密。所以形成了以“体育教学”“体育课程”“体育”“教学评价”等4大热点领域,其中“体育教学”研究的范围最广。
2.3.4 混播组合对混播植物Pro含量的影响 不同混播组合处理下,禾草Pro含量以A3B3组合最高,其次是A3B0,A1B3组合Pro含量最低,其中A3B3组合与其他组合(A3B0,A2B1和A3B4除外)间差异均达显著水平(P<0.05),A3B0,A2B1和A3B4组合显著高于A1B1,A1B3和A2B4以及猫尾草的不同混播比例组合(P<0.05)。苜蓿Pro含量最高的混播组合为A1B1组合,其次是A1B2组合,与其他组合(A3B1除外)间差异均达显著水平(P<0.05)。
6.2 处理曲线微分
第n点的微分值(导数)的求解过程:1)分别求得n+1点和n-1点这个两个处的函数值; 2)将函数值除以n+1点和n-1点这两点之间的时间差(0.48s);3)求解第1个点:首先找到这个点和后一个点的函数值,再将这两点函数值除以两个点之间的时间差(0.24s);4)求解最后一点:首先求最后一点和其前一点的函数值,再将这两点函数值除以两点之间的时间差(0.24s),见图2

dTn = (Tn+1 - Tn-1)/2t
根据以上算法,冷却曲线特征点与微分曲线如图6所示。
综合偏差标准
是一个带量纲的参数,它是联合分析了曲线形状和位置的差异。综合偏差标准
值越小,两条曲线的相似度越高。曲线与曲线之间的平移距离由平均温差表示,而所要测量的曲线与现有曲线的形状波动程度则由偏差值
所反映。
=|∑Δ
|
+
(1)
在公式(1)中,采样点数为
,而在公式(1)中的
和Δ
则根据下式求解得出:
Δ
=
1
-
2
(2)

(3)
Δ
= (∑Δ
)
(4)
炉前铁液采集系统同时采集三通道的样杯数据,A/D转换板采用研华PCL-818L数据采集卡,其 A/D 转换时间仅需 25μs,采样速率最高可达 40kHz,完全满足温度采集的精度和频率要求,对于输入信号的范围可通过电脑软件选择,满足了采集范围的要求。
例如,求n个点的平滑值:求第n-5至第n+5共11个点的函数值总和,然后除以11。对于前5个点和最后5个点,有几个点算几个点。
根据模式识别原理定义的综合偏差标准Ω,用于比较热分析曲线凝固段的差异,实现热分析曲线的智能识别,具体如下:
通过炉前铁水采集系统,可以实现分别来自三个通道的样本杯数据进行同步采集。使用Advantech PCL-818L数据采集卡作为A/D转换板,A/D转换时间仅为二十五微秒,可实现高达40kHz的采样频率,这样就可以使温度采集的频率和精度要求得到充分满足。可以通过计算机软件选择输入信号的范围,使得采集范围满足要求。
该中心不断加强人才队伍建设及检验能力建设,为监管提供技术支撑。如分层次打造专业技术队伍,加强培训和技术交流;通过举办研讨会等形式,接轨国际标准,提高队伍的专业水平。中心目前医疗器械及制药装备的承检能力达到1038项,极大地满足了国家和地方监管的要求。2013年中心承担了全国有源医疗器械产品“输入电流”的比对组织工作。在比对样品的选择、样品的考核、样品的传递、结果的判定及技术分析报告的撰写等方面做了大量严谨细致的工作,保证了该项目的顺利完成,得到了国家总局及中国食品药品检定研究院领导的一致好评。
师:看来对AP 2=BP 2=AN·BM这一关系的发现也是制约我们解题和出题的原因,那我们现在会出题了吗?
化学成分、抗拉强度对比表1:
后现代主义时期的钢琴曲作品打破一些传统的常规的同时,为钢琴曲的创作开辟了一条新的道路。同时,作为20世纪的钢琴曲作品引领着以后的钢琴曲作品走上世界化趋势。
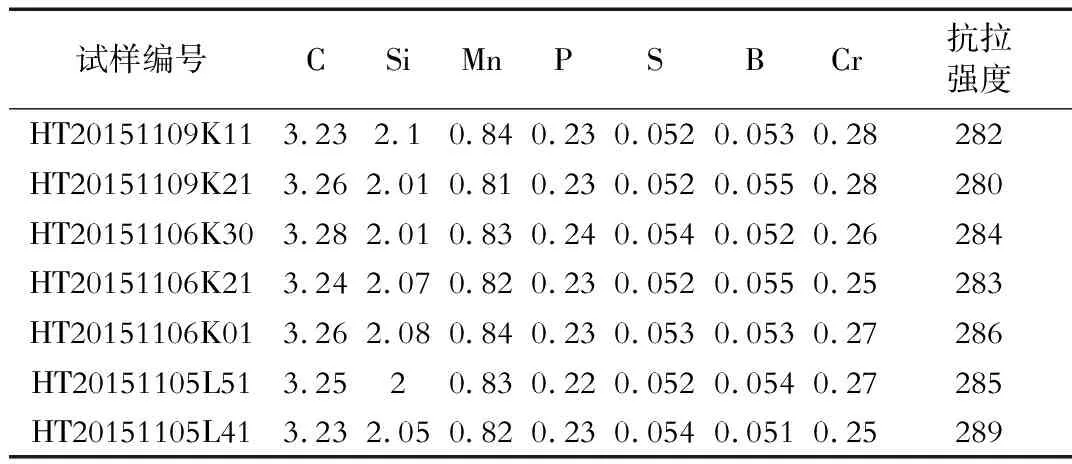
碳(C)含量最大测定误差为0.03%,硅(Si)含量的最大测定误差为0.1%,锰(Mn)含量的最大测定误差为0.02%,磷(P)含量最大判定误差0.01%、硼(B)含量最大判定误差0.004%;抗拉强度最大判定误差10MPa。
7 冷却曲线的多通道采集
根据汽车缸套铸造工艺流程及各工艺对铸件力学性能的影响,炉前铁水采集系统设计了三个样本杯采集支架,可在同一时刻采集铁水样本、浇包数据和浇后数据,并在三个时间点记录同一炉不同工艺下铁水的力学性能,为大数据分析留样。数据采集卡的一个每个通道对应于每个样本杯。根据上位机发送的采集命令,数据采集驱动器启动相应通道的A/D转换过程。由于数据采集卡一次只能处理一个通道的A/D转换,三个通道同时争夺A/D转换资源,因此,每个通道的单独的工作线程都由系统给出,每一个通道的A/D转换对应一个单独工作线程,各单独线程之间使用Cmutex对象来保持三个独立通道之间的数据同步。
对冷却曲线求特征点时所作的微分处理,时间间隔为固定的0.48s。三个通道的数据采集也必须保证两个相邻的温度点间隔的一致性,才能保证对冷却曲线的一阶微分处理的准确性。系统通过为每个通道创建一个独享的Cmutex对象,三个对象依序互锁,达到三通道数据的间隔保持一致。
寻找冷却曲线特征点的微分处理时间间隔固定为0.48s。三个通道的数据采集还必须确保两个相邻温度点之间间隔的一致性,以确保冷却曲线一阶微分处理的准确性。系统为每个通道创建一个专用的cmutex对象,三个对象互锁,以保持三个通道的数据间隔一致。
8 冷却曲线双缓冲显示
采集过程在炉前铁水采集系统检测到铁水倒入热分析样本杯后将自动开启。数据采集通道线程完成数据转换和列表后,将触发冷却曲线的动态更新消息,UI曲线显示控件将处理图像重画。由于动态曲线更新不是实时进行的,优先级最低,因此每次更新温度数据点时,都会触发曲线刷新,这会占用太多CPU资源,A/D转换数据的实时响应性能将会受到影响。
基于CDC画图板的函数调用导致图像闪烁的发生。采用双缓冲技术,即在内存中先把第一张图画好,此时不要转画到屏幕上,继续在原来的内存中画第二张,等把所有的图全画好后,再一次性拷贝到屏幕上。内存中存在的就是完整的图形,用户看不到绘图的过程,只能看到绘图的结果,而最后是一次性复制到屏幕上的,避免了闪烁现象的发生。
图像闪烁是由于CDC绘图板的函数调用所引起的。采用双缓冲技术,即先在内存中绘制第一张图片,此时不要将其转到屏幕上,继续绘制第二张图片在原始内存中,然后在绘制完所有图片后一次将其复制到屏幕上。这样,完整的图形就可以在内存中存在。整个绘图过程将不会展示给用户,用户将只能看到最终的结果。最后,它会全部被复制到屏幕上,以避免闪烁。
冠心病作为临床中病发病率较高的心血管疾病,死亡率也相对较高。冠心病患者在冠状动脉狭窄时会直接导致动脉供血不足,引发心肌缺血、缺氧等病症,对心脏功能损伤较大,对患者生命安全具有严重影响[1]。及时给予冠心病患者有效诊断与及时治疗,对其具有重要意义。本研究主要探讨血清胆红素与尿酸对冠心病患者的临床检验价值,现将报道如下。
9 结论
精准孕育工艺数据通过铁水取样和炉前热分析,建立了热分析曲线、石墨形态、力学性能和化学成分数据库。通过对试样冷却曲线进行一阶、二阶微分运算,计算出关键特征点。根据冷却曲线的特征点进行专家数据比对,计算比对系数,从比对系数中选取最接近的一条作为待测试样的特征曲线,进而得出待测铁液的化学成分、金相组织和机械特性。
传统网络中信息的表现主要是面向用户,便于用户的直接阅读和操作,但计算机并不能理解信息的含义。在查询或检索操作中,计算机只能简单地通过关键词直接匹配,操作结果还需人工进行筛选,不仅效率低,还可能出现信息的遗漏。这样就大大限制了信息的自动化集成与智能化处理。随着网络技术的发展,网上数据信息出现了爆炸性增长,网络应用领域不断扩大,人们对网络的要求也越来越智能化和专业化。语义网给网络中的信息加上了明确的语义的描述,并进行规范化的表示,不仅可以提高信息的表达能力,加强信息之间的联系,还能让计算机系统可以理解信息的含义,提高信息的自动化和智能化处理能力。
系统软件设计上基于C/S开发结构,三层开发模式,分别实现了灰铸铁专家数据维护、灰铸铁专家数据比对、灰铸铁试样数据管理、孕育剂数据管理等各个子功能模块。实现了气缸套毛坯灰铸铁的化学成分、机械性能和金相组织的准确预测,尤其是通过冷却曲线的专家数据比对,结合专家算法,实现了对灰铸铁试样孕育效果的准确判断。系统采用符合国际标准的通讯结合,实现对第三方系统的数据共享与集成,采用通用的车间级现场总线技术实现了对底层设备的统一控制。
[1]黄庆国,石岩岭. 同忻矿综放面智能化自动化开采实践[J]. 山西大同大学学报(自然科学版), 2018, (6): 58-61.
[2]王立锋,赵亮,庄杰栋. 浅谈电气工程自动化控制对智能化技术的运用[J]. 南方农机, 2018, (23): 161.
[3]王忠华. 智能化控制系统的构建[J]. 电子技术与软件工程, 2018, (18): 116.
[4]夏远贵. 浅谈智能化控制系统与企业信息化管理[J]. 中国设备工程, 2018, (11): 28-29.
[5]梁晓龙. 智能化控制系统与企业信息化管理[J]. 电子技术与软件工程, 2017, (20): 119.
[6]高浩,高广东等.低合金准铸态贝氏体气缸套新型淬火液研究[J]. 内燃机配件,2020,(2):24-26.
[6]高浩,高广东等.离心铸造数字化喷涂机构设计,内燃机配件,2020,(3):160-163.
[7]郜文国,杨永安,周 梅,等.硼铬铜合金铸铁气缸套的 开发[J].拖拉机与农用运输,2005,(1):60-61.
[8]赵明刚.高碳当量铸铁气缸套[J].内燃机,2004,(5):22-23.
[9]刘栋,高浩,高广东,吴龙,熊毅等,内燃机配件,2020,(7):34-35