重型LNG发动机气门及座圈磨损特性试验研究
2022-06-05 10:30:54楼狄明
内燃机与配件 2022年9期
0 引言
LNG(Liquefied Natural Gas)发动机具有节能减排的优势
,在能源结构转化和“双碳”(碳达峰、碳中和)目标下,LNG发动机有着巨大的优势和应用潜力
。LNG发动机的气门及座圈耐磨性能对于整机的可靠性十分关键
。
其实早在一个月前,妹夫就向我征求意见,想要给妹妹买一串蒂凡尼的项链当作结婚纪念日的礼物。在我看来,只要是男人的真心相待便是不可估量的难得。你无法比较一串筹备已久的项链和一场盛大的婚礼哪个更值钱,因为它们带来的幸福感是无法计算的。
发动机气门是为了给发动机输送空气和排除废气,故而分为进气门和排气门
。气门头和气门杆共同构成了发动机气门,因为工作环境的原因,气门头的材料要能够耐高温,尤其是排气门头,耐温达到1000K~1200K左右,同时需要能够承受较大的压力。耐磨损性能是发动机气门最重要的性能之一,气门的工作频率特别高,耐磨性能差将会造成气门的可靠性下降
。高耐磨性合金钢和耐热合金是气门常用材料。平顶、球面顶、喇叭顶是气门头主要形状,它们的强度、复杂度、受热面积依次增大。目前的发动机为了提升进气率,一般都采用多气门式,广泛使用的是每缸4气门,使得燃烧室更加规则,混合气更加均匀,气门控制更为容易。发动机气门机构中,排气门锥面和座圈最易受到磨损,磨损机理也是复杂多变,研究文献表明磨损多与气门及座圈材料特性有关,并且与工作环境及使用频率关系较大
。
发动机气门座圈和气门共同组成了气门机构,发动机气门座圈一般有两种制造方式,一种是在汽缸盖上直接加工而成,另一种是单独嵌入而成。发动机气门座圈应具备耐高温、耐磨损、耐冲击等特性
。
根据《百度百科》关于“内心独白”词条的介绍,“内心独白”本是现代小说,特别是意识流小说的一种重要的表达手法。其特点是用第一人称直接或用其他人称间接描写人物的意识和潜意识活动,以表现人物的内心世界。由于意识活动的无逻辑性和随意性,这种表达手法往往打破了线性发展的结构,不受时间、空间、逻辑、因果关系的制约,常常出现时空的颠倒和跳跃。通过自由联想,过去、现在和将来相互交织,形成一种多层次、多线条和多透视的立体结构。通过这种表现手法,人物的杂乱无章的意识之流,如对往事的回忆、对外部世界的印象、某种情境下的情绪、偶然产生但又瞬息即逝的念头等等,得到再现,使读者似乎能直接观察到人物的意识过程。
随着技术的发展,发动机的性能要求在不断的提高,目前开发的发动机压缩比较高,一旦气门和座圈出现磨损,随工作周期的累积,磨损会发展为变形、断裂、掉块等损坏情况,从而导致发动机无法正常工作,甚至会损坏活塞和缸体,造成严重的发动机故障
。
在中国经济进入转型升级的关键阶段,如何稳健地实施货币政策,实现宏观经济的稳定增长,愈发受到人们的关注。然而,货币政策实施的效果,很大程度上取决于企业的行为反应。正因如此,货币政策影响公司投资行为的研究成为近年来的热点。
抗氧化腐蚀、耐高温变形、导热率高的气门及座圈对提升发动机可靠性至关重要
。国内外学者对发动机气门及座圈磨损性能已开展广泛研究。王琳等
总结了气门及座圈的磨损的主要原因,认为气门及座圈的高温工作环境是导致其失效的主要因素,另外就是复杂多变的工况和工作时长加速了磨损。赵云才等
从微观层面上探究了发动机气门及座圈磨损的本质原因,得出了磨损的主要原因并将其用于磨损的预测。王文阁等
基于迈内尔理论探究了发动机排气门及座圈接触带磨损机理,并提出了修正后的迈内尔理论,将其应用于工程实践,显著提高气门及座圈耐久性。Keyoung等
以发动机排气门为研究对象也探究了气门和座圈之间的冲击影响,结果表明冲击是磨损的主要原因,除此之外,两者之间的滑动也加速了磨损的产生。Boopathy等
探究了发动机在复杂的工作条件下进气门及座圈的耐磨性,认为进气门和座圈高开合频率导致了温度的快速升高,影响到材料的性能,进而导致部件的磨损和失效。
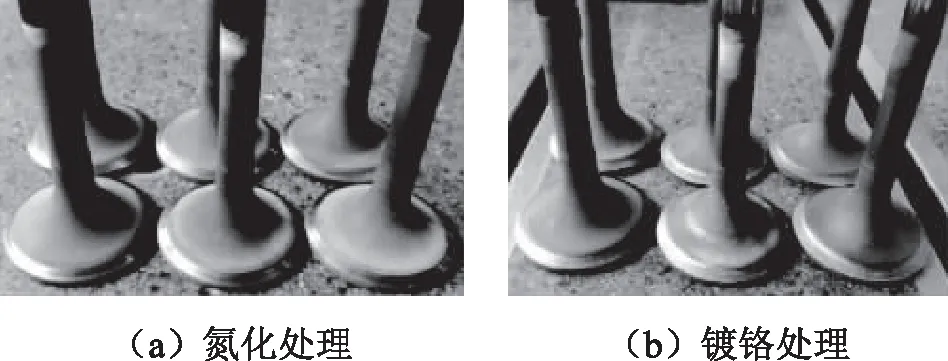
排气门样件经过氮化和镀铬两种工艺处理,氮化工艺可采取盐浴软氮化方法,与传统合金气门相比,渗氮工艺对其抗疲劳性能影响不大,但能够提高气门的耐磨性能、耐腐蚀性能以及表面硬度等等;镀铬采用单金属电镀的方法,镀铬层提高了气门的表面耐磨性和硬度,是一种高效的表面防护镀层。
1 试验材料及方案
1.1 试验发动机
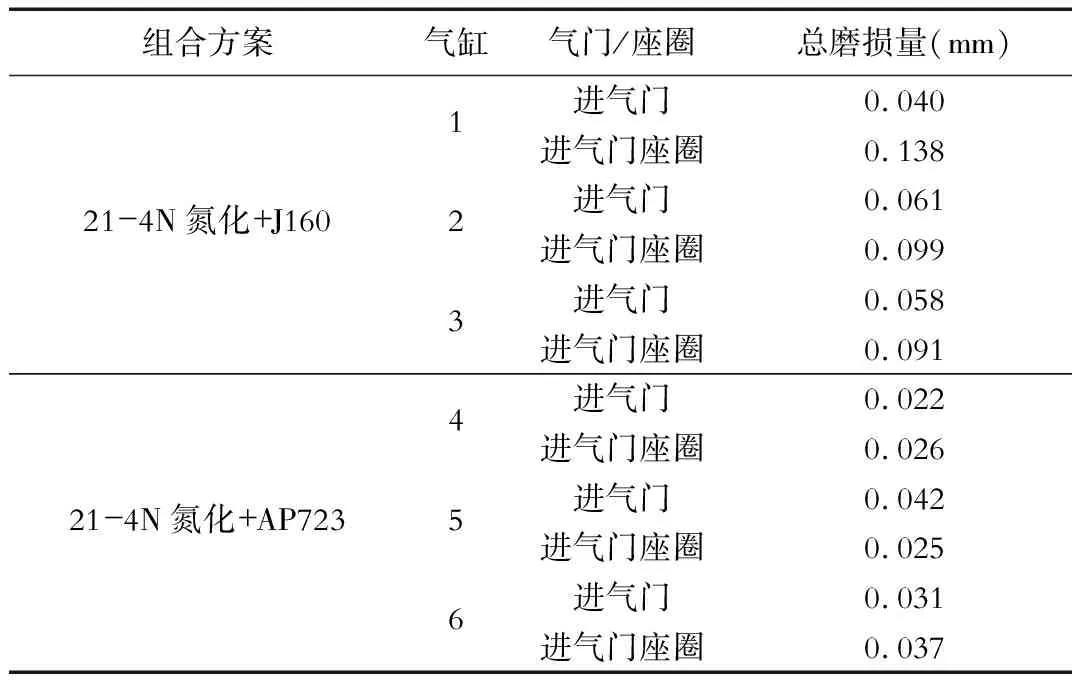
该方案中进气门均采用21-4N氮化型号,发动机第一、二、三缸的进气门座圈采用J160型号,该组的总磨损量平均值为0.081mm,发动机第四、五、六缸的进气门座圈采用AP723型号,该组的总磨损量平均值为0.030mm。对于进气门座圈采用的型号,基于上述分析,可以看出AP723型号优于J160型号。
1.2 气门及座圈
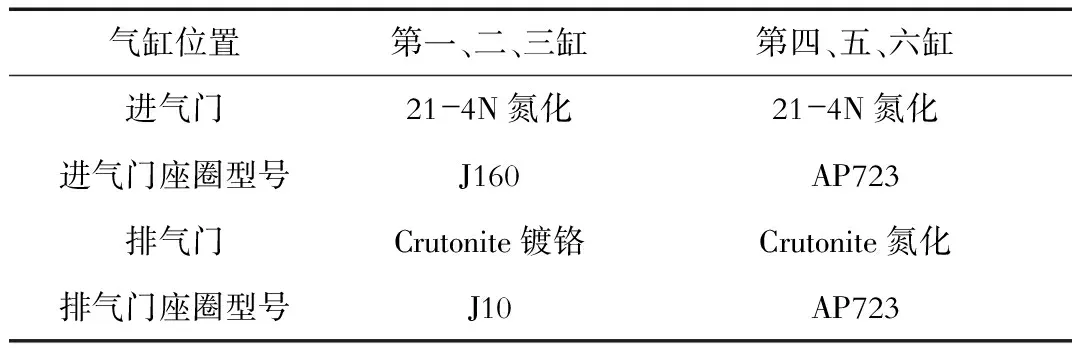
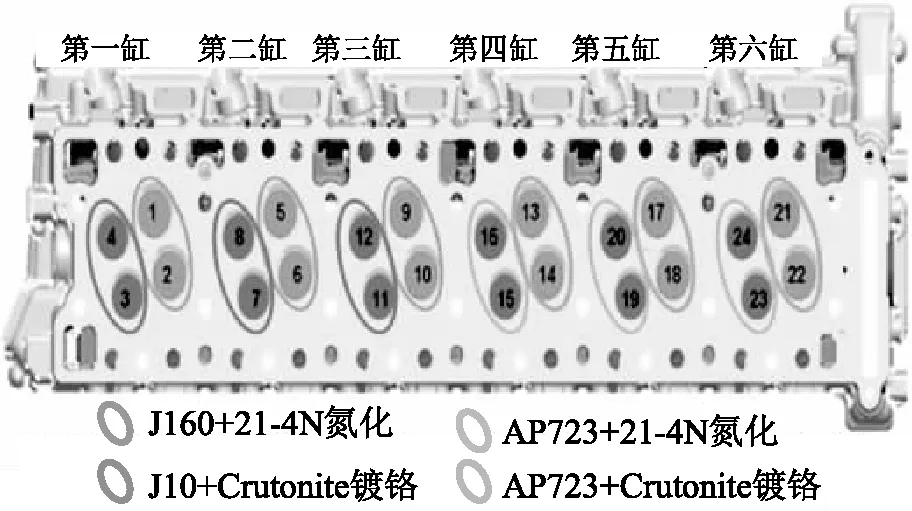
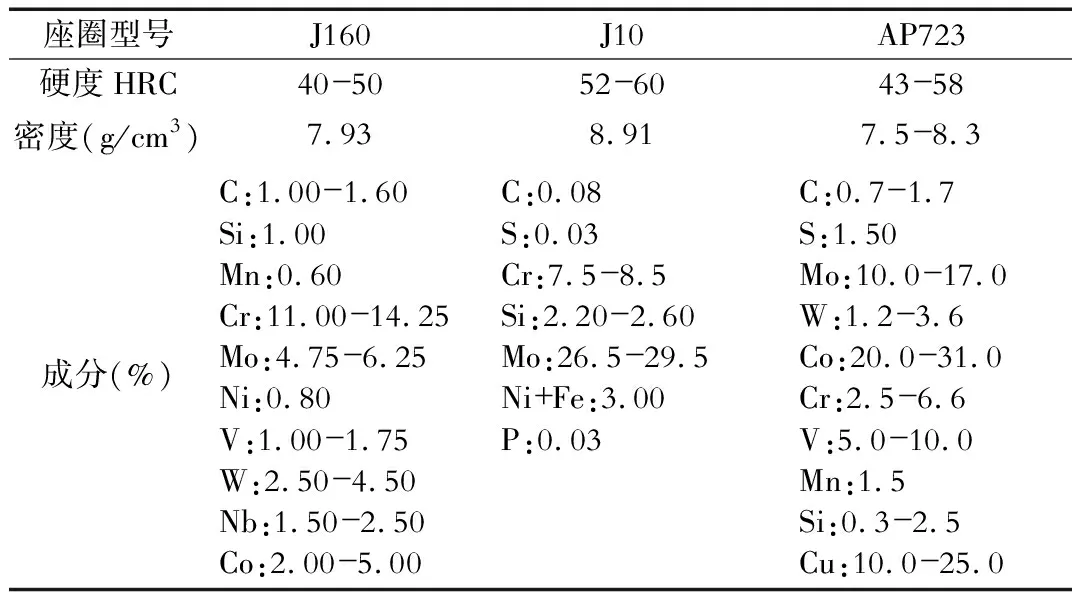
试验所用气门及座圈型号如表2所示。其中发动机第一、二、三缸所用进气门为21-4N氮化处理,进气门座圈型号为J160,排气门为Crutonite镀铬处理,排气门座圈型号为J10。发动机第四、五、六缸所用进气门为21-4N氮化处理,进气门座圈型号为AP723,排气门为Crutonite氮化处理,排气门座圈型号为AP723。发动机所用气门及座圈安装示意图如图2所示。三种型号座圈材料成分如表3所示。
但目前关于重型LNG发动机气门及座圈磨损特性的研究报告相对较少。本文将基于发动机台架试验研究重型LNG发动机气门及座圈磨损特性,旨在为高性能气门及座圈选型提供科学依据。
经两种处理工艺处理后的排气门样件如图3所示。
1.3 试验方案
1.3.1 热冲击试验方案
热冲击试验又称为高低温度冲击试验,是验证试验样品对周围温度剧烈变化的抵抗能力。热冲击试验的重点在于利用测试系统的冷热变化让发动机整体及其零部件产生疲劳,通过长时间的热冲击,来加重发动机及其零部件的热冲击抵抗能力,进而检验发动机的性能和寿命。
在当前网络营销日益发展进步的社会背景下,构建网络营销效果分析系统是企业实现网络营销策略优化,实现经营发展胜利的必然要求。要构建网络营销效果分析系统,需要重点把握三点,只有把握好这三个环节,才能确保网络营销效果分析系统设计的有效性。
最近,老师布置了一篇关于“未来”的作文。我回家后尽全力写了一篇,发给老师,没想到,竟然不合格。写那篇作文已经用尽了我所有的才华,于是,我思来想去,得到了一个结论——到未来去看看。
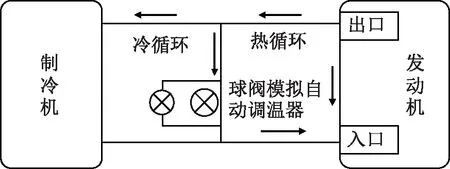
本实验方案中,热冲击试验系统如图4所示,其中一个循环包含升温和降温两部分,升温是依靠发动机的余热来调节,降温是依靠额外的制冷系统。
本模式以较好的经济性为目标,以发展经济性相对较好的煤电为主导方向,应加大煤电清洁化改造力度。2030年广东较已明确煤电机组再新增装机约20 GW,达到96.47 GW;新增核电装机5 GW,新增风电装机12.5 GW,新增太阳能发电装机5.4 GW。若按等煤量控制,此方案电煤比重须达90%左右,实现难度较大。
区别于5次多项式轨迹规划,此处加入了起末点的跃度为零两个约束,提高了轨迹连续性,降低了机器人柔性冲击。根据轨迹起点与终点的路程、速度、加速度、跃度这8个条件求得规划式如式(2),因为得到的多项式最高次为7次,所以称为7次多项式运动分配[15]:
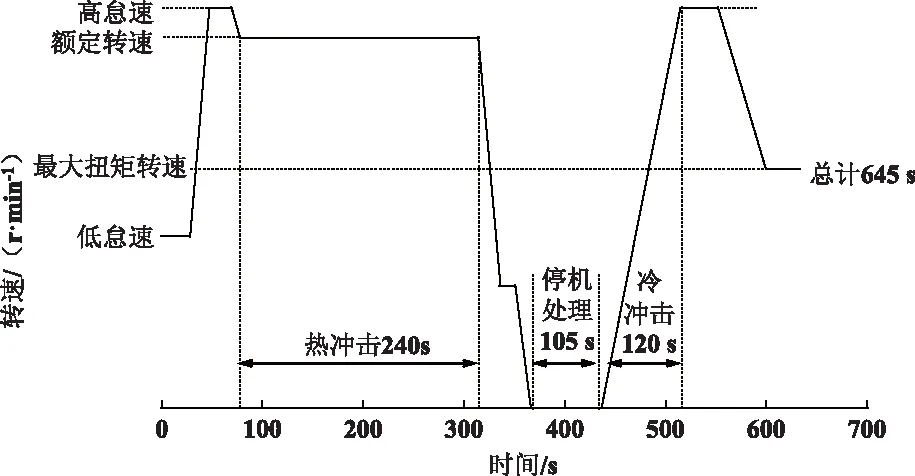
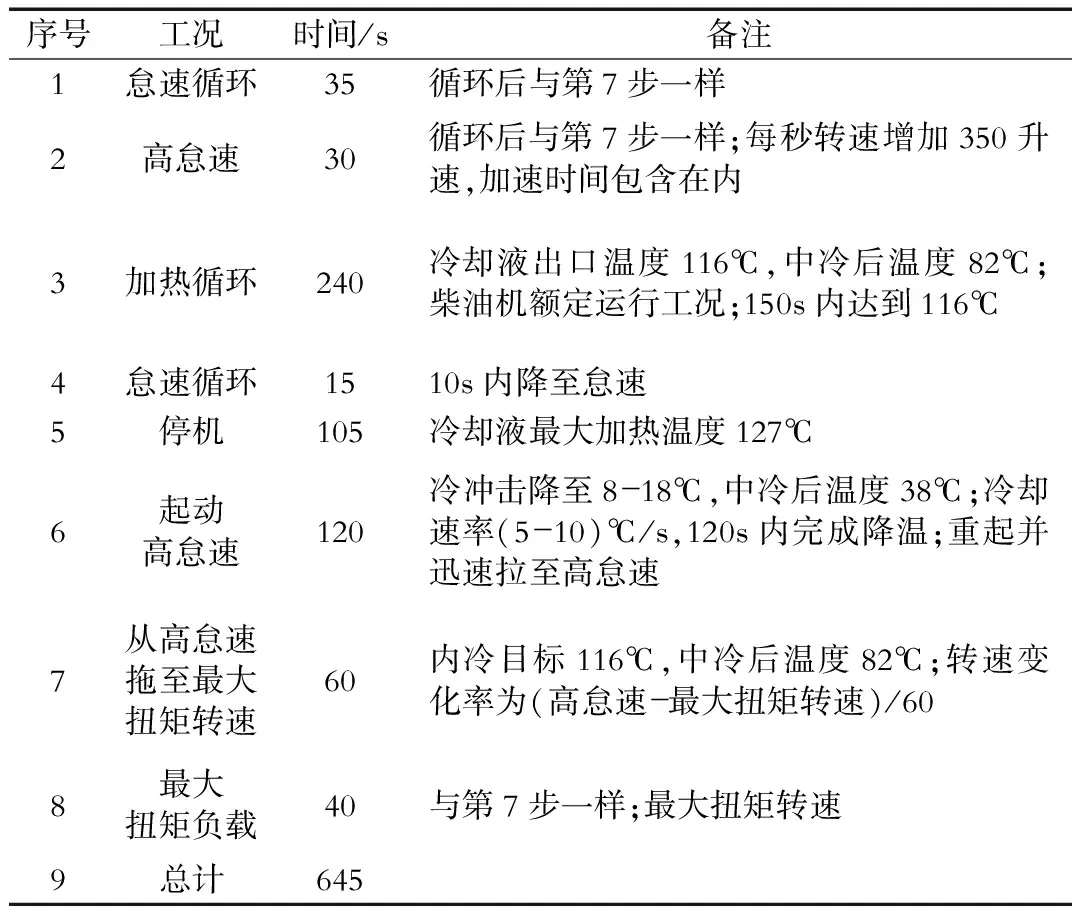
将上表的热冲击试验循环转化为以时间为横轴的示意图后,如图7所示。柴油机转速大小、柴油机停机时长、恒温持续时长、升温速率和降温速率对于该试验循环起到重要的支撑作用,关系到气门及座圈热冲击试验的成败。
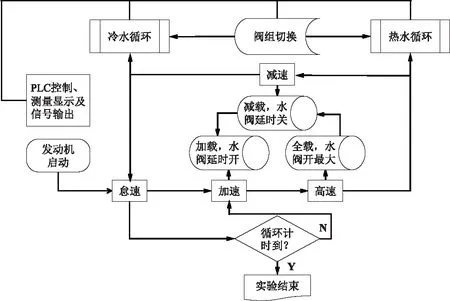
利用可编程逻辑控制器PLC来实时控制冷却液管道里的温度,进行热冲击试验时,将需要的温度输入到PLC,接下来的温度条件完全交给控制系统,控制流程如图6所示。
1.3.2 热冲击试验循环
热冲击试验循环在整个热冲击试验中占有非常重要的地位,整个热冲击试验循环如表4所示。
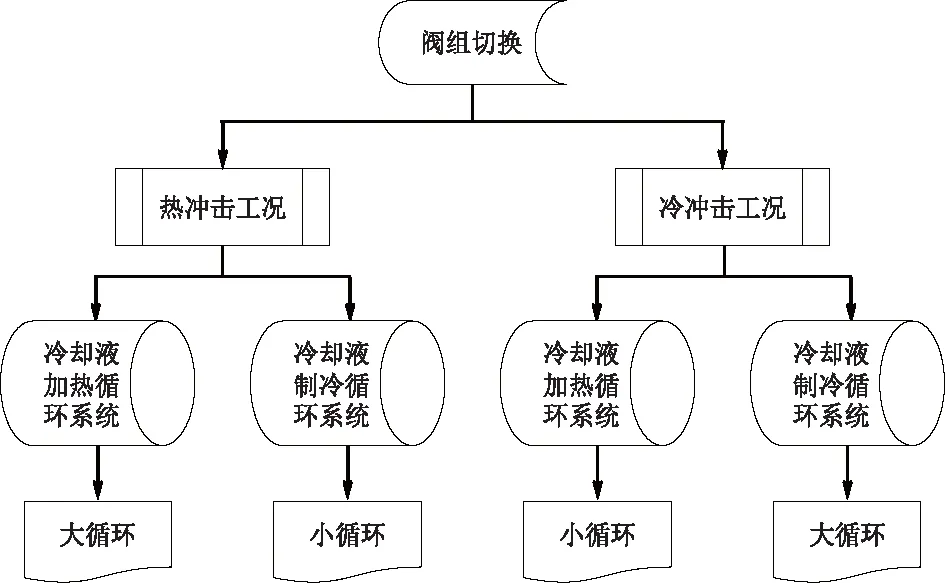
为了满足不同的热冲击温度需求,可通过阀组来控制冷热循环模式,需要高温时,开启加热大循环,需要一般的温度时,开启小循环,降温模式利用同样的原理来进行控制,具体的实现方式如图5所示。
重复该试验循环进行500h热冲击耐久测试,来探究气门及座圈磨损性能。
气门及座圈在发动机中占有重要的地位,在发动机的日常工作中,气门和座圈会发生频繁的接触与分离,加上废气的排出和高温、高冲击力的作用,气门及座圈经常会发生各种磨损,热冲击试验是一种很好的研究其磨损特性的方法。
2 结果与分析
2.1 磨损特性分析
500小时热冲击试验中,发动机第一、二、三、四、五、六缸的进气门均采用21-4N氮化型号,发动机第一、二、三缸的进气门座圈采用J160型号,发动机第四、五、六缸的进气门座圈采用AP723型号。在试验台架上经历了500小时台架热冲击试验后,对试验样件进行清洗、烘干等预处理,测量气门及座圈的磨损参数,测试结果如表5所示。
媒体融合发展至今,早已经跳出“报网融合”这一基本形式的原有范围,进入媒体产品形态的多样化趋势中。将传统媒体文本和图像发展为视频、音频,甚至全新的4D感官体验。报纸二维码、有声报纸、三维报纸等,以及iPad终端媒体、微博、微信、QQ、社交网站、社交平台、网络电视等不同媒体,不同的移动终端以及不同的互联网平台将媒体融合产品形态多元化发挥到了极致,传统的媒体几乎被全部涉及。
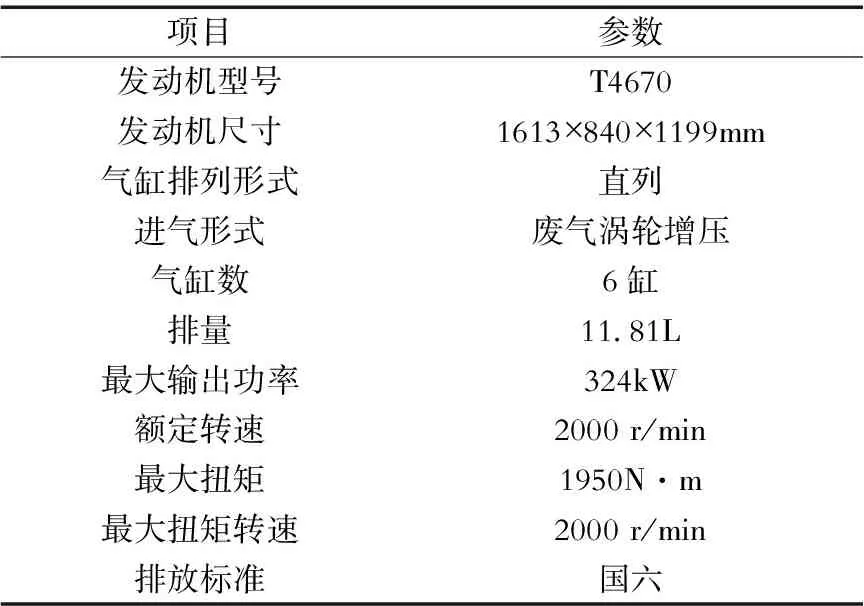
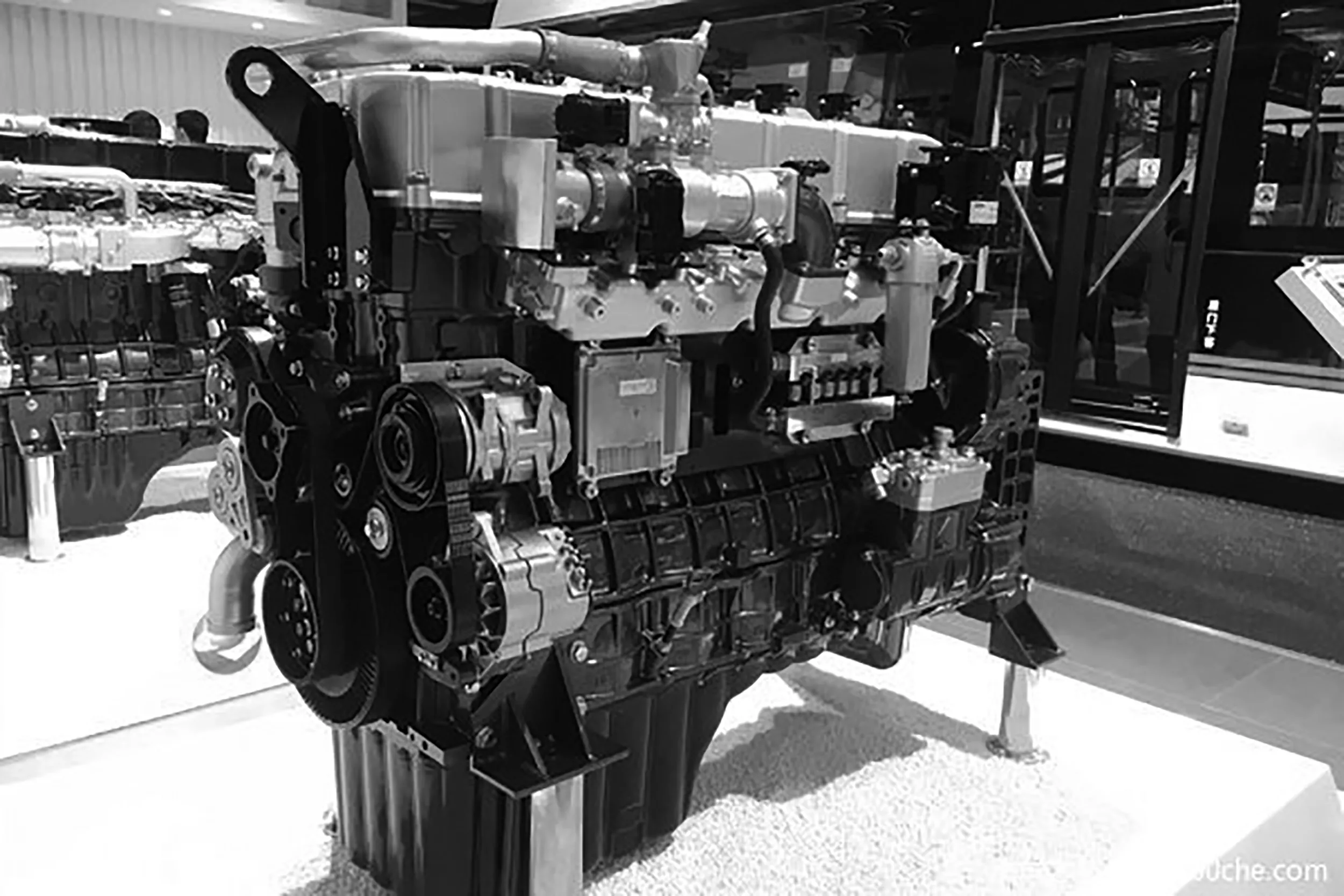
基于T4670型LNG发动机对气门座圈样件进行性能测试。该发动机为6缸LNG直列式废气涡轮增压发动机,后处理系统配备TWC三效催化器。发动机主要技术参数如表1所示,发动机实物见图1。
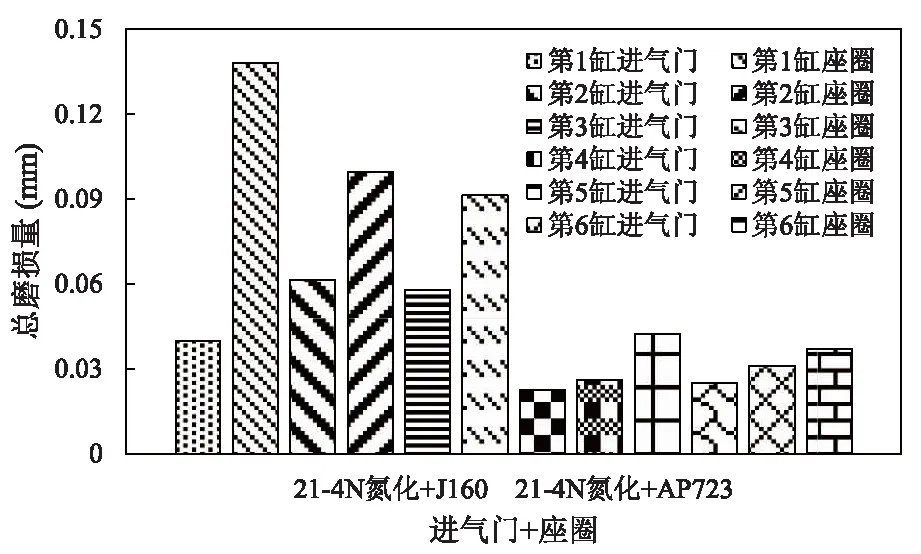
将气门及座圈的磨损测量参数绘制成条状图,如图8所示,可以直观的看出21-4N氮化(进气门)+ AP723(进气门座圈)组合的耐磨性能明显优于21-4N氮化(进气门)+ J160(进气门座圈)组合。
500小时热冲击试验中,发动机第一、二、三缸的排气门采用Crutonite镀铬型号,排气门座圈采用J10型号,发动机第四、五、六缸的排气门采用Crutonite氮化型号,排气门座圈采用AP723型号。在试验台架上经历了500小时台架热冲击试验后,对试验样件进行清洗、烘干等预处理,测量气门及座圈的磨损参数,如表6所示。
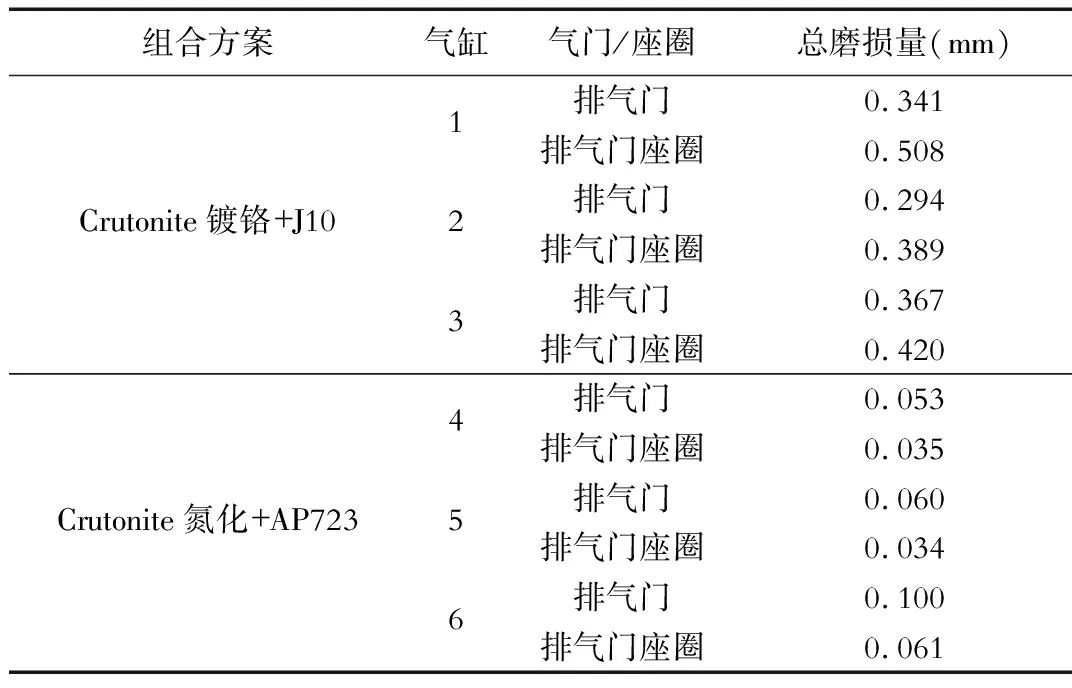
该方案中发动机第一、二、三缸的排气门采用Crutonite镀铬型号,排气门座圈采用J10型号,该组的总磨损量平均值为0.387mm,发动机第四、五、六缸的排气门采用Crutonite氮化型号,排气门座圈采用AP723型号,该组的总磨损量平均值为0.057mm。从实验数据来看,Crutonite氮化+AP723优于Crutonite镀铬+J10。
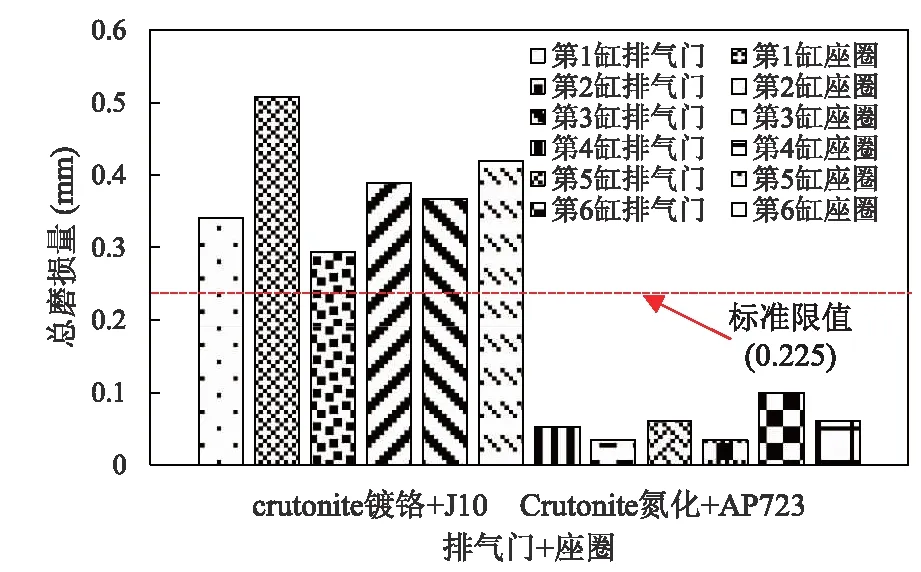
将测量排气门及座圈的磨损参数绘制成柱状图,如图9所示,通过下图可以直观的看出Crutonite氮化(排气门)+AP723(排气门座圈)组合的耐磨性能优于Crutonite镀铬(排气门)+J10(排气门座圈)组合。并且与标准限值相比,Crutonite镀铬(排气门)+J10(排气门座圈)组合的方式均无法达标。
2.3 疗效判定 治疗前,两组患者视力水平无显著性差异,经过3周临床连续性静脉注射前列地尔治疗后,治疗组有效率显著高于对照组(P<0.05)(见表 3)。
2.2 磨损机理分析
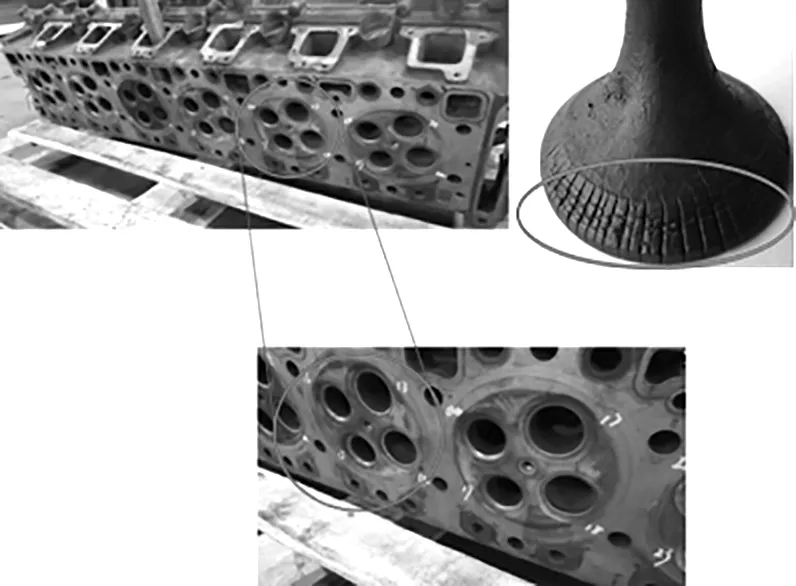
对发生磨损的气门进行进一步分析,发现排气门盘锥部存在密集延伸状径向裂纹,同时排气门颈部周围存在积炭颗粒如图10所示,可以看出排气门由于高温气体燃烧以及热应力作用出现烧蚀现象,但没有出现裂口缺失现象。
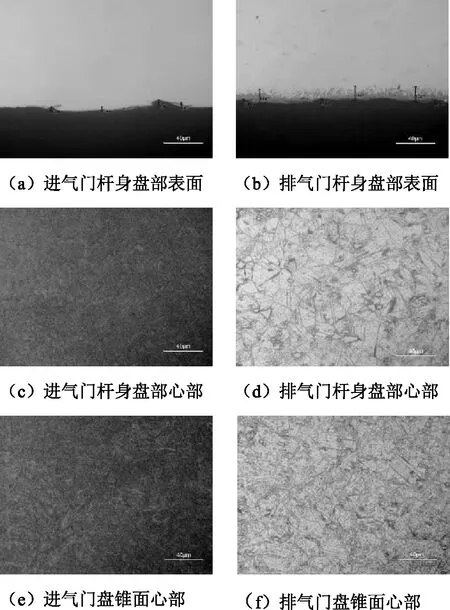
对磨损部件进行金相分析,得到图11所示的进气门及排气门金相组织图,发现排气门的表面凹坑深度和氧化层深度无明显区别,杆身和盘部连接处表面组织及心部组织,盘锥面表面以及心部组织一致,都存在奥氏体(727℃以上)以及碳化物组织,其中表面组织还存在层状组织。进气门表面凹坑深度与排气门区别不大,但是进气门杆身和盘部连接处以及盘锥面表面氧化层深度要明显小于排气门杆身和盘部连接处以及盘锥面表面氧化层深度,进气门的杆身和盘部连接处以及盘锥面表面和心部组织都为回火索氏体,而回火索氏体的形成的温度至少要大于350℃,且经过球化过程温度要提升700℃以上。进排气门(尤其是排气门)均存在实际工作温度过高现象,但进气门所承受的热载荷要小于排气门,而排气门恶劣的工作环境导致气门表面材料的显微组织发生分解或析出,从而出现麻点、麻坑,排气门承受高温气体的燃烧窜入以及高温废气的流出加热,导致烧蚀沟槽、弯曲变形。
3 结论
本文基于发动机台架开展了重型LNG发动机气门及座圈磨损特性试验研究,并对磨损部件进行了磨损机理分析,研究结果表明:
(1)排气门及座圈的磨损程度远大于进气门及座圈。Crutonite镀铬排气门+J10排气门座圈组合的总磨损量远超标准限值,Crutonite氮化排气门+AP723排气门座圈组合的耐磨性较优,平均磨损量为0.057mm。
(2)21-4N氮化进气门+AP723进气门座圈组合以及21-4N氮化进气门+J160进气门座圈组合的磨损量均低于标准限值,相比较而言,前者的耐磨性能更优,平均磨损量为0.042mm。
(3)发动机排气门密封锥面较易出现烧蚀、麻坑;进气门和排气门盘底面均有较明显的表面烧损现象,磨损部件主要是因为进排气门均存在实际工作温度过高现象,导致气门表面材料的显微组织发生分解或析出,从而出现麻点、麻坑、甚至烧蚀沟槽、弯曲变形。
[1]董全,蔡志勇, 宋恩哲, 等. 基于激波结构的天然气发动机燃气高压喷射特性[J]. 内燃机学报, 2017, 35(1):44-52.
[2]宋广舒,刘世通,苏东超,等.直喷天然气发动机研究现状综述[J].内燃机与配件,2021(15):45-46.
[3]董朵,徐增密,李超,王少帅.气门和气门座圈磨损的设计优化[J].内燃机与配件,2022(02):36-38.DOI:10.19475/j.cnki.issn1674-957x.2022.02.012.
[4]邱若友,葛峰,纪正江,等.甲醇发动机排气门座圈磨损分析与研究[J].内燃机,2021(03):59-62.
[5]叶飞,吕祥,李杰. 柴油机气门座圈异常磨损分析及改进[J].内燃机与动力装置,2020,37(06):37-41.
[6]Romański A, Cygan-B?czek E. High Performance Valve Seat Materials for CNG Powered Combustion Engines[J]. Materials, 2021, 14(17): 4860.
[7]Chun K J, Kim J H, Hong J S. A study of exhaust valve and seat insert wear depending on cycle numbers[J]. Wear, 2007, 263(7-12): 1147-1157.
[8]Lai F, Qu S, Yin L, et al. Design and operation of a new multifunctional wear apparatus for engine valve train components[J]. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 2018, 232(3): 259-276.
[9]Kumar N, Chauhan S R. Evaluation of endurance characteristics for a modified diesel engine runs on jatropha biodiesel[J]. Applied energy, 2015, 155: 253-269.
[10]Suga T, Muraishi T, Brachmann T, et al. Potential of a natural gas vehicle as EEV[J]. SAE transactions, 2000: 1228-1236.
[11]王琳, 刘佐民, 等. 发动机排气门失效机理研究国内外概况[J]. 武汉工业大学学报, 2000:83-86.
[12]赵云才, 胡映月, 柏兴旺. 发动机气门-门座副磨损量的理论分析[J]. 润滑与密封, 2007:75-77.
[13]王文阁, 卢延辉. 实用概率Miner理论及在汽车部件疲劳计算上的应用[J]. 汽车技术, 2009:12-15.
[14]KeyoungJin Chun, Jae Soo Hong, Ho Jung Lee. A study on engine valve and seat insert wearing depending on speed change[J]. SAE, 2004, 01:1655.
[15]Boopathy G, Ramananb N, Gopi E. Design and analysis of a scooping engine valve[J]. International Journal of Ambient energy, 2021, 42(4):383-388.