磁吸式角钢冲孔模具自动更换设备
2022-06-05 08:37:26林永泰唐运龙邓家祺张愈朗
内燃机与配件 2022年9期
随着冲孔角钢产品种类的增多,模具切换的次数随之增加,换模消耗的时间也越来越多,占用了更多的生产时间,造成生产效率的下降。现在就需要更统一、便捷、高效、自动化的模具更换方式。参阅了有关快速换模结构的设计资料,本文涉及装置的模具自动更换功能,依靠程序算法控制,通过上位机选择模具类型,实现冲压模具和刀具的自动更换,除去了模具或工具的手动拆装环节,提高生产效率,减少其磨损度,提高了模具的使用寿命。
1 设备总体设计
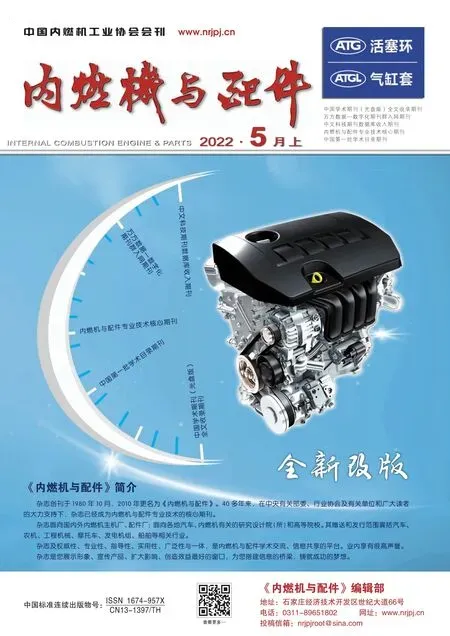
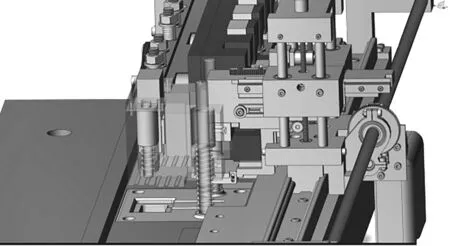
磁吸式角钢冲孔模具自动更换设备主要由辅助冲孔机构、模具更换机构和模具架机构三部分构成,模具更换设备结合固定于小型冲压机床上的角钢冲孔平台可以实现自动化冲孔更换。整个设备适配小型冲压机,通过螺丝螺母固定再平台上,整体尺寸为800mm×255mm×160mm。设备整体三维模型渲染效果如图1所示。
2 辅助冲孔机构设计
辅助冲孔机构设计。如图2所示,凹模和凸模已经进入安装位置,凸模镶进凸模冲压套合为一体,凸模冲压套安装在“凹”字型的辅助冲压块内。辅助冲压块的两个“尖角”设有通孔,并在里面装有直线轴承,直线轴承内部配合竖直的导柱,此时辅助冲压块便可以顺利上下移动,为实现辅助冲压块下压后归位,导柱上应配有合适的弹簧。

工作时,冲床的冲锤会先接触到凸模冲压套,凸模被下压接触到材料钢带,但冲料的过程中,材料钢带会因形变而弹起或镶在凸模上而发生移动,便在凸模冲压套与辅助冲压块之间加入导柱和弹性更强的弹簧,此时冲床的冲锤同样会先接触到凸模冲压套,凸模被下压接触到材料钢带过程中,辅助冲压块比凸模率先接触到材料钢带,起到辅助紧定作用,冲料完成后,辅助冲压块比凸模后接离开材料钢带,可以防止材料钢带弹起或镶在凸模上。
此外,辅助冲孔设计还简单设有导轨和丝杆,导轨与丝杆相对平行,丝杆两端有螺钉紧定,丝杆不能转动和移动。
3 模具更换机构设计
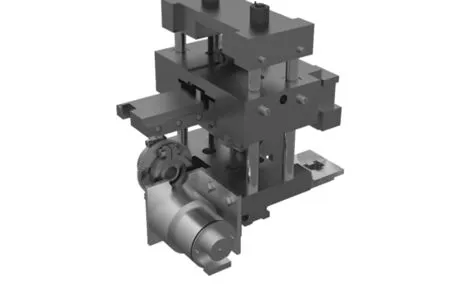
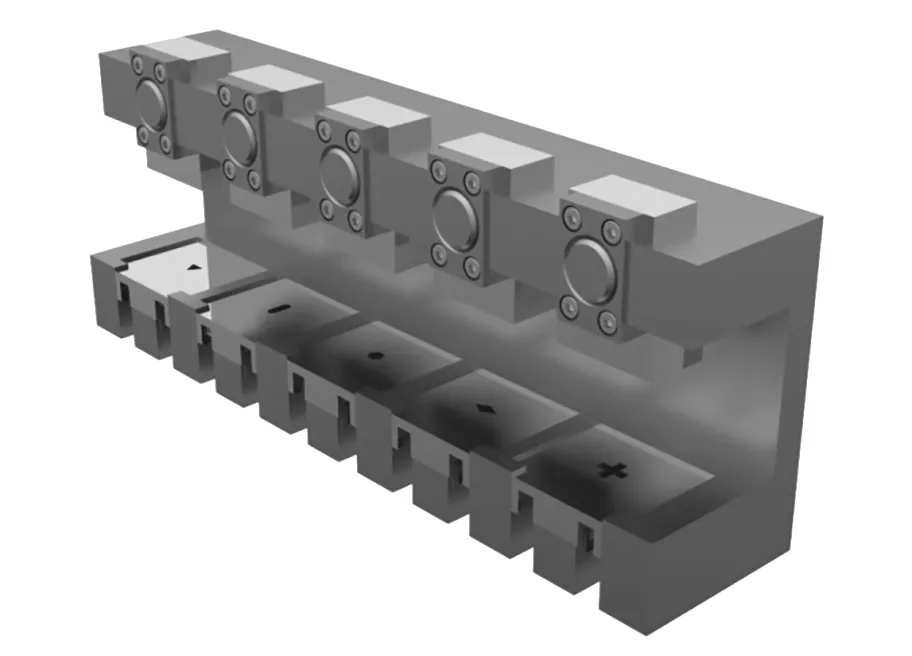
模具架机构设计如图4所示。模具架用于凹模和凸模的存储,分为上下两层,一组可以存放五套凹凸模,上层用于凸模的存放,凸模以横向推进方式嵌入,并于应用磁吸效果简单锁定。下层用于凹模存放,以机械锁定方式,原理在于凹模向下嵌入凹模存放位置时,凹模内部的弹簧和卡扣被模具架凹模存放位置底部的撑片撑开,模具更换机构的凹模和凸模安装拆卸解锁对凹模的锁定。
模具更换机构内有凹模和凸模安装拆卸的装置,该装置两侧设有导轨和滑块,可以相对模具更换机构内横向移动,并通过上方的步进电机控制安装在该装置上的齿条移动而实现装置的移动。当模具更机构到达安装位置后,模具更机构控制齿条移动将装置水平推动一定距离,该装置同时将凸模和凹模递进工作位置,此时凹模镶进辅助冲孔中底板的阶梯方孔内,完成后凹模的上表面(工作表面)与底板上表面持平,此时凸模也完全被递进辅助冲孔中辅助冲压块的安装孔内,正好与下方的凹模位置相对,装置内部的电磁铁断电并收回,凸模脱离模具更换的控制。
当需要更换模具的时候,凹模和凸模安装拆卸的装置倒反安装步骤,将凹模和凸模撤离工作槽位,通过各个电机的工作运送到模具架区域的装卸位置。
县乡两级管理互通互融,县农口有关部门与乡镇街道农技推广班子定期联络,县农口有关部门多走访,乡镇街道农技推广班子多汇报,互通信息,细致管理,切实做好农技推广业务工作并及时落实到位,切实实现工作职责,避免推广工作行政化,以及行政事务替代本职工作现象,着力避免农技推广工作脱离农民现象[3]。共同服务新型职业农民培育、壮大新型农业经营主体的农技推广新模式。
模具更机构还设有四根竖直的导柱和两套丝杆螺母移动装置,通过同时控制两套电机的转动圈数,可以精确升降凹模和凸模安装拆卸的装置和其推进平台的升降。
(3)漳河水利经济管理创新情况。一是实行岗位竞争,完善用人机制。各企业在人事管理中,对重要岗位和关键岗位实行岗位竞争,激发了广大职工坚持加强自身学习,不断提高自身技能和水平,从而成为实现自我价值的内在动力。二是实行分配改革,完善激励机制。各生产经营单位实行效益工资,职工收入分配总额与生产经营单位主营业务收入、利润、资本保值增值率、资产负债率、收入变现率、上交款项等经济指标挂钩,根据经济指标完成情况确定,收入分配总额随各项指标增减率浮动。
破坏大丫身体的,是一位拉板车的老头儿,他常年跟大丫的养母鬼混。他是她家的常客。据说他是一个很慷慨的老工人。有了这些便利条件,才使这个坏老头儿得了手。
负面清单模式能够极大地赋予市场主体从事经济活动的自由,这可能会造成社会资本流向热点行业、热点地区,导致行业发展不平衡,地区发展不均衡。适当的管制可以引导市场主体的行为,避免市场主体之间的恶性竞争,更合理、有效地配置社会资源,促进行业和地区经济的均衡发展,防止垄断的发生。
4 模具架机构设计
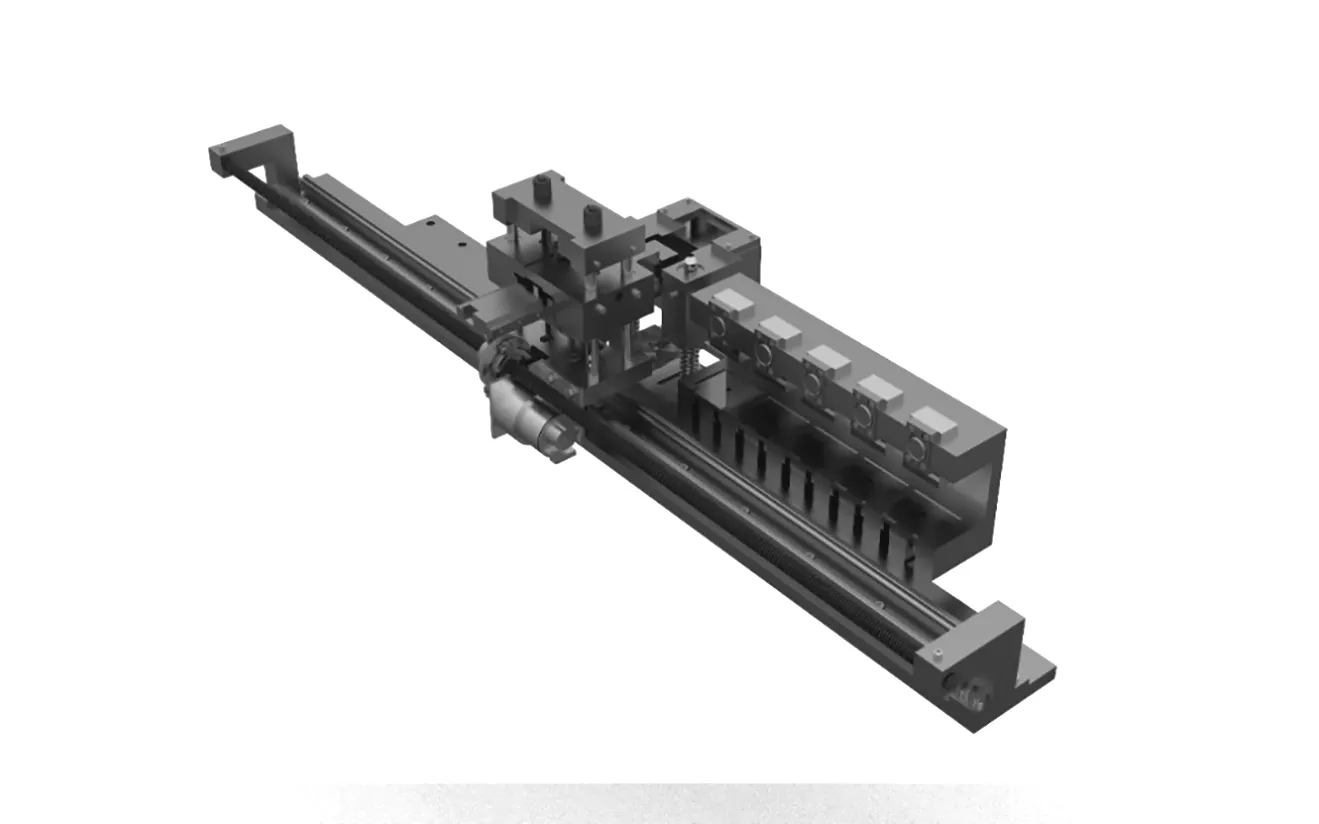
模具更换机构设计如图3所示,模具更机构安装在辅助冲孔机构中导轨之上,模具更机构上则对应设计有丝杆螺母,丝杆螺母与丝杆配合,控制丝杆螺母的旋转圈数可以实现模具更机构相对导轨的精确移动。丝杆螺母以“轴承—齿轮—轴承”的方式安装,只能旋转而不能移动。
5 电控部分设计
(1)设备横向移动控制系统设计。模具更换过程中,需要设备准确的在冲压区和模具放置区来回进行精准的横向移动。
MH7A细胞为永生化的RA关节滑膜细胞,购自广州吉妮欧公司。用高糖DMEM+10%胎牛血清于5%CO2,37℃的培养箱培养。购买时为第3代,培养3代后用于后续实验研究。
自动更换控制系统实现了智能化控制,代替了传统的人工化替换模具的方式,大大提升了生产线的效率和模具更换的精确度,使得操控人员易上手,并且也解决了模具摩擦损坏的问题。
根据冲孔模具进行电机的对比以及选择。直流电机的特点是,给电就转至于转几圈,以什么样的速度来转直流电机这些功能是不受控制的。步进百电机的特点是,给完整的信号才步进一次,常见的步进电机步进角度是5度,需要步进72次才能转度一圈这在一些车床控制里面就显得尤其重要了。比如在某个坐标钻孔,如果使用直流电机,则很难精确找到坐标而如果使用步进电机,则可以将坐标转换为步进次数。因此单片机在控制内直流电机和步进电机时直流电机只需要给高电平或者低电平即容可步进电机需要给A-B相控信号才能驱动,这样的方式在保证设备精度的同时降低了开发和测试的难度,对于后期的维护也能更加的方便。综上,选择步进电机。
步进电机是一种简单、 稳定性良好的机电元件, 可以将电脉冲信号转换为角位移输出, 电机位移输出的大小与脉冲严格同步, 具有瞬间启动, 精确定位操作等特点。
故本次设计采用的是控制步进电机的方式来进一步控制设备的横向精准移动,利用步进电机的精确度高的方式来使得设备在凹槽处移动位置的精准,从而防止模具更换过程中摩擦损坏的问题的产生。
DRV8825是德州仪器(TI)为打印机、扫描仪和其他自动化设备设计的集成电机驱动芯片。它集成了2个H桥电路,以及片上1/32微步进分度器,可以驱动一个双极型电机,或两个直流有刷电机。
控制脉冲频率可实现对步进电机运动状态的控制。使用DRV8825模块输入合适固定的脉冲频率,然后通过公式算法控制可以实现控制步进电机转动固定的角度,从而精确控制设备横向移动的距离。
在模具放置区,设备通过卡扣,定位并取出模具。电机带动齿轮转动,从而带动设备在丝杆上移动,移动到冲压区精确停下。设备上的电机会带动齿轮和丝杆从而移动伸缩杆和装置的高低位置,从而将模具放置到冲压区固定位置。
(2)模具拿取放置控制系统设计。模具在冲压区和模具放置区时,将模具精确的放置到固定的位置。通过转动电机来带动设备上的齿轮转动,从而移动换刀装置。通过转动步进电机从而转动步进电机上的丝杆,带动装置上下移动。
11月21日7版《大学应摆脱“普遍很忙”状态》,其“中国已经有相当数量的大学学科进入了世界排名的前百分之一、千分之一,部分名校的优势学科甚至已经跻身前万分之一。但到目前为止,我们还只有个别学校的综合交叉学科进入世界前1%”,有恙;此处“甚至”,使用不当。
在模具的移动过程中,对转动的精度要求非常高,在考虑到设备零件间的抖动、老化以及在移动过程中造成的摩擦损耗,需要设计运动算法用于保持转动的精度。运动算法设计思想如下:在传动的导轨上安装一个MPU6050的芯片电路作为采样器,步进电机作为执行器。需要设计的MPU6050电路惯性测量单元要在一定采样频率下( 80ms )向主控制器提供传动导轨的姿态信息,即航向角。通过当前航向角与初始校准航向角( 0°) 作比对。检测到航向角为负时,说明此时传动导轨体运动偏多,需控制导轨回拉或者减低运动速度对整个传动过程进行补偿; 当检测到航向角为正值时,说明此时传动导轨体运动偏少,需驱动加速,以此校正传动导轨姿态使之保证要求的作业转动度。
6 有限元分析与SolidWorks结合模拟工作实例
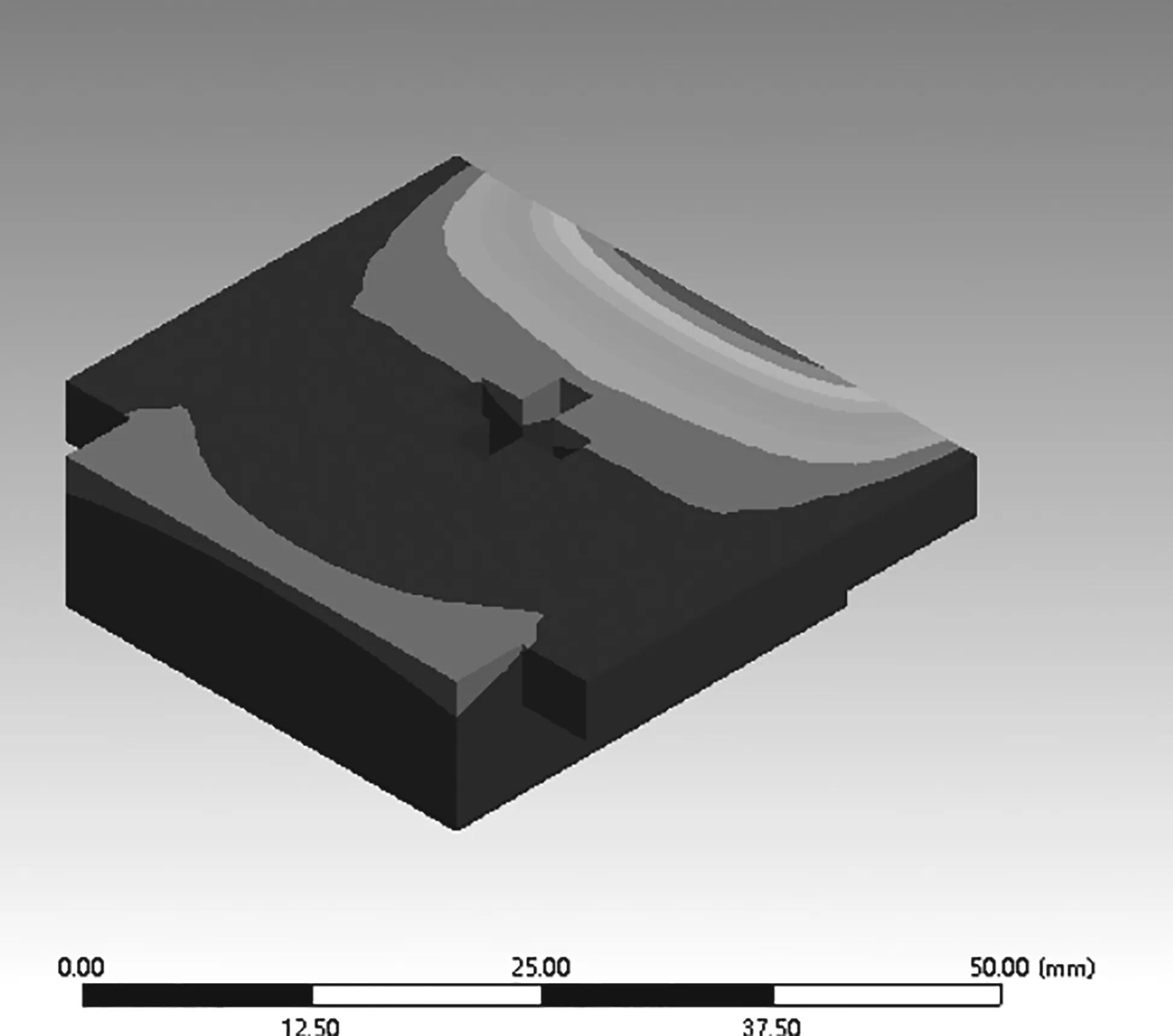
为了获得设备在工作过程中真实应变情况,防止设备损坏,对设备主要受力零件进行简化,再基于ANSYS软件进行有限元模拟分析。首先先将实体模型、材料属性及约束点设置导入ANSYS中,进行接触设置及网格划分。将上下模具设置为刚性体,侧柱面为接触面设置,模具接触面设置为目标面
;本案例使用25T小型冲压机规格数据模拟,分别对两个添加约束与载荷之后,对其进行有限元分析,得到凸模和凹模的变形云图如图5、6所示。分析凸模变形云图,可以看出应力主要集中在与机床冲头接触的上端,按设计要求,安全系数取为2,最大变化位移为上端小平台处为6.4×10
mm,变形极其微小,工作安全。分析凹模云图,最大变形为1.4×10
mm,变形微小,充分保证了凹模的安全和更换模具功能正常进行。

本文运用SolidWorks Motion优化模块进行运动分析
,通过添加空间力、接触阻尼、固定约束以及摩擦边界条件,模拟并分析载具的实际运动状况,其中包含运动约束、材料属性及组件接触等监控功能,之后采用GSTIFF类型解算器进行计算,并在仿真完成后提取所需的数据
。SolidWorks Motion运动仿真动画如图7所示,将画面调制60帧后,可以观察到设备在更换工作时,并未出现零件干涉,零件约束不正确的情况,且换模工作过程与预期动作复合,说明工作流程设置合理,机械结构稳定。
7 结语
通过设计这一种磁吸式角钢冲孔模具自动更换设备,安装在冲孔平台上,可以实现模具更换的自动化控制,这种模具更换设备适用于市面上各种型号的小型冲压机,并且通过模具的定制放入模具架可以使得模具更换多样化,提高了冲孔角钢的生产效率,解决了冲压模具更换人工化,解放劳动生产力,降低了生产成本,并且高精度的自动化模具更换会降低对模具的磨损,保证了模具安全。
[1]李玉寒,林永泰,蓝引,唐运龙,王天佑,梁松强,周航,曾铭进,苏广怀. 一种移动式角钢冲压平台[P]. 广西壮族自治区:CN214022912U,2021-08-24.
[2]刘芬.基于STM32和增量式编码器的步进电机运动状态控制技术[J].自动化与仪器仪表,2021(05):160-163+167.DOI:10.14016/j.cnki.1001-9227.2021.05.160.
[3]吴迪.基于DRV8825的打印机电机驱动电路设计[J].电子技术与软件工程,2013(11):62.
[4]勾波,周永杰,王惠,韩红颖.基于ANSYS仿真的轨道交通侧柱冲压成形回弹研究及参数优化[J].机械工业标准化与质量,2020(11):27-28.
[5]E. Jayakiran Reddy and V. Pandu Rangadu. Development of knowledge based parametric CAD modeling system for spur gear: An approach[J]. Alexandria Engineering Journal, 2018, 57(4) : 3139-3149.
[6]崔洪波.基于MATLAB与SolidWorks联合建模的渐开线圆柱直齿轮接触特性仿真分析[J].内燃机与配件,2022(04):63-66.DOI:10.19475/j.cnki.issn1674-957x.2022.04.021.