
面向2035年APC电驱动技术路线图的分析及启示
2022-06-02 15:57暴杰许重斌赵慧超
汽车文摘 2022年6期
暴杰 许重斌 赵慧超
(中国第一汽车股份有限公司新能源开发院,长春 130013)
主题词:电驱动技术 市场需求 技术路线 电动汽车
APC 英国先进推进中心
WLTP 世界轻型汽车测试规程
CLTC 中国轻型车行驶工况
NEDC 新标欧洲循环测试
NVH 噪声、振动和舒适性
PHEV 插电式混合动力汽车
DC-DC 直流转换器
PVDF 聚偏氟乙烯
FEP 氟化乙烯丙烯共聚物
EMI 电磁干扰
PLZT 锆钛酸铅镧陶瓷
PTFE 聚四氟乙烯
ECE R85就净功率测量问题对用作M类和N类机动车辆动力装置的内燃机进行认证的统一规定
1 背景
2021年2月,英国先进推进中心(Advanced Pro⁃pulsion Centre UK,APC)受英国汽车委员会(Automo⁃tive Council UK)委托,更新发布电驱动产品和技术路线图。APC的职责是与英国政府、汽车行业和学术界合作,加速技术的工业化,支持向净、零排放汽车行业的转型。英国汽车委员会成立于2009年,旨在加强英国政府与汽车行业之间的对话和合作。该委员会由行业专家和政府的高层人士组成,每年召开3次会议。早在2013年7月,汽车委员会发布了行业战略:推动成功实现英国汽车行业的增长和可持续发展战略。该战略制定了一系列行动,以实现改善融资渠道、支持新兴和颠覆性技术、技能发展以及提高英国供应链竞争力等跨领域目标。通过APC路线图的解读和基于中国产业现状的路线图对比分析,一方面有助于促进行业技术交流合作共同进步,另一方面有助于识别中国电驱动产业发展的差异性精准施策。
2 开发逻辑
APC路线图遵循正向开发原则,不受限于技术现状。基于实现技术商业化和市场渗透份额挑战的目标分解,必须要在成本、功率密度、效率上有更大的突破,从而获得媲美传统汽车的竞争力。从市场需求到产品目标,再到总成、零部件、材料工艺逐级分解,识别现实的技术差距和障碍,制定开发策略。其整体逻辑如图1所示。

图1 APC技术路线逻辑
APC认为电机技术的发展将广泛关注3个主要领域:
(1)实现性能阶跃;
(2)降低应用成本;
(3)减少环境影响。
分别反映了APC对于电驱动产品开发的3个重要维度,即:产品竞争力、商业开发价值、可持续发展。从价值工程角度,前2个维度是提升用户获得价值的关键,而第3个维度是行业长久发展和企业永续经营的基础。
3 技术目标
基于应用场景导向,可以将电驱动系统划分为以下3类:
(1)高性价比、高产量规模导向
经济高效、高容量导向,以低成本实现规模经济对这些产品至关重要。应用包括高产量的乘用车和物流车,这类车型大多为400 V电压等级。
(2)高功率密度、高性能导向
需要高功率密度,但成本不是决定性因素。应用包括高性能乘用车、公共汽车和一些中型车辆,这类车型很多为800 V电压等级。
(3)高功率、超高效率导向
这些应用需要高功率密度和可靠性,但效率是最大限度地利用能源的关键。应用包括44 t卡车与大型非公路车辆,这类车型多为700~1 200 V电压等级。
APC路线图主要对于高性价比、高产量规模导向的电驱动产品具有积极指导作用。
APC路线图提出的电机技术指标规划总结如表1所示。

表1 APC电机技术指标规划表[1]
APC路线图提出的逆变器技术指标规划总结如表2所示。

表2 APC逆变器技术指标规划表[2]
考虑到各种规格的电驱动系统的差异性,为进行横向对比,路线图统一以100 kW的电驱动系统为研究基准,提出了电机和逆变器的技术规划指标。在研究功率基准的选择上,与中国汽车工程学会、美国能源部(US Department of Energy,DOE)发布路线图的基准一致(表3)。
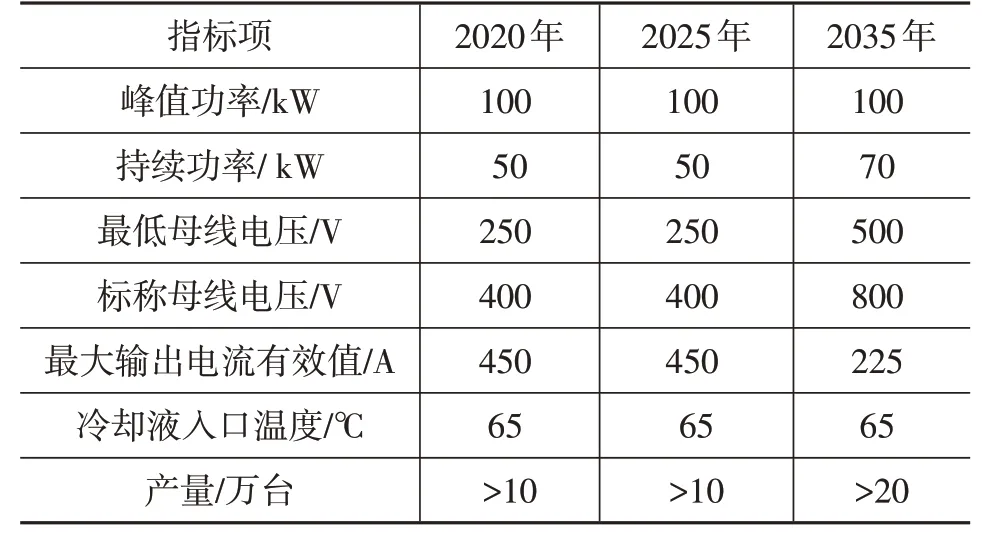
表3 APC电驱动技术规划研究基准[1-2]
为了便于对比分析APC路线图的技术经济指标,在此整理了中国汽车工程学会《节能与新能源技术路线图2.0》中对应电机和逆变器的技术规划。如表4所示。

表4 《节能与新能源技术路线图2.0》对应电机和逆变器总体技术指标规划[3]
对比中国汽车工程学会发布的路线图,英国APC路线图对电机的成本指标设置较宽松,而对逆变器的成本指标设置极为苛刻,这反映出欧洲在功率电子产业具有技术优势,而中国在电机产业技术基础和稀土资源储备方面具有综合优势。
考虑到APC路线图电机功率密度质量和体积的计算基准包括电机的主动电磁组件、轴、外壳和散热片,因此其电机质量功率密度指标也是非常激进的,必须在电机构型和轻量化材料产业化上实现革新性突破才有望达成。
APC路线图对于逆变器体积功率密度的指标设定要求极其宽松,伴随宽禁带半导体器件的应用推广以及周边元器件的材料进步,预期业界将提前5~10年达成目标。
根据当前行业的性能测算,基本的共识是WLTP工况比CLTC工况电驱动系统效率高1%左右,CLTC工况比NEDC工况电驱动系统效率高1%左右。而考虑到APC路线图的计算基准定义WLTP平均效率是指整个动力总成系统的效率(应解读为综合电机、逆变器和变速器的系统工况效率,当前技术现状为86%~88%),根据行业共识即使全面采用宽禁带半导体、超导导线、超级硅钢前瞻材料技术,并且采用直驱取消减/变速器环节,也难以实现产业化,仅仅存在完成实验室技术研究样机的可能性。
4 技术挑战
APC认为,电机开发的挑战包括:提高性能(特别是体积功率密度),降低成本满足量产应用,减少对供应链不稳定材料的依赖,最小化生产制造和报废回收对环境的影响。
构型方面,通过新颖的架构设计和更紧密的集成可以实现更好的系统性能。紧凑化设计需要新的材料和热管理策略来满足狭小空间内电气和热隔离的要求。
绕组方面,采用新的形状和合金可以改善铜绕组的性能,而从长远来看,先进的纳米材料可以带来性能跃迁。新型绕组策略、预成型或3D绕组工艺可以提供更好的性能。
永磁体方面,需要减少永磁体对重稀土材料的依赖。机会点在于增加回收物含量,更多地使用二次稀土材料和替代制造方法(如聚合物粘接)。需要注意,中国虽有稀土资源先天优势,也需节约利用。
电工钢方面,非晶金属材料涡流损耗低,磁饱和强度低,需解决生产成本高、热处理和应力控制工艺难题;软磁复合材料制作铁芯可以保持涡流损耗不随频率升高,且造型容易制造成本低(近无余量成形加工技术制造出更复杂的3D形状)。上述2种材料在高速高频电机中预期将有应用拓展。
为了建立循环经济,需要创建新的工艺流程来回收和循环利用对环境有负面影响的材料,以最低的环境影响来回收电机是一个挑战。例如,在电机装配中减少对湿法工艺的依赖可以提高生产效率,并使拆卸和回收更容易。在短期内,尽管设计的集成度和紧凑性不断提高,但可拆卸和回收设计将变得越来越重要。从长远看,解决制造过程中的能源投入强度问题仍非常重要,贯穿整个价值链的生命周期分析将变得至关重要。
APC路线图提出,为了实现路线图中规划的长期性能和成本目标,面临的电机关键技术挑战和应对挑战潜在的研究课题具体如表5所示。
随着道路上电动车辆数量的增加及其电气化程度的提高,功率电子设备在每辆汽车价值中所占的比例将越来越高。需要更复杂的电力电子解决方案来减少电气损耗、系统质量和成本。汽车行业的挑战性要求为功率密度更高的解决方案、更快速的半导体开关、更高的可靠性和更耐高温的材料创造了需求。

表5 APC电机关键技术挑战与应对挑战潜在的研究课题[5]

提高电工钢和软磁复合材料的材料性能和生产技术成本优化或使用高性能为目标的硬磁解决方案创新现有稀土磁体供应链,降低供应风险无稀土永磁电机的发展方向回收、再制造、低能耗和循环经济支持生命周期评价快速、灵活的层压板切割,不会损害材料性能非常薄、成本低的叠片,可实现高频运行(如非晶合金材料)优化用于高频运行的软磁复合材料(SMC),实现SMC的高产量叠层制造叠片加工处理以改变磁导率和磁饱和强度含硅量更高、价格更低的低损耗硅钢设计使用永磁体“干保持”系统的电机,消除粘合剂使用提高磁铁的稳健性,以实现大批量生产和自动化流程永磁体的净形状制造技术(例如金属注射成型、磁铁铸造到转子轴上、3D打印)设计基于替代高性能永磁材料的电机,例如热成型钕铁硼磁体(MQ3),网状或层压具有改进的强度、耐久性、电阻率和更高温度能力的永磁体制造厚度<2 mm的叠层(轧制)永磁体的新技术,无加工损耗且晶粒<1μm成本更低,环境更有好的稀土加工方法,即从稀土氧化物到合金粉末为永磁材料开发替代供应路线(即回收硬盘驱动器、化肥生产中产生的磷酸盐)在循环供应链中改进磁性材料废料回收和再利用开发回收工艺,以经济高效、清洁、安全和节能的方式从电子机器中回收高价值材料开发无稀土结构,将材料成本和环境影响降至最低,比如电励磁和感应电机等结构上解决开关磁阻电机NVH问题,实现永磁同步电机的替代开发转子冷却策略,降低磁铁中的重稀土含量,降低磁铁等级尽量减少或消除湿法工艺及其电机中粘合剂的使用生命周期分析(LCA),用改进的稀土加工技术在系统组装之前,减少用于保护机器部件的包装材料数量改进原材料的提取和精炼工艺,增加可再生能源的使用可回收、可维修、可追溯设计,包括装配和拆卸过程,环境影响和能源使用最低低成本、自动化制造,最大限度地减少碳足迹(包括自动化工艺、更便宜材料、生命周期评价、低能源消耗、生产中可再生能源使用增加)开发不同类型电机的通用回收工艺,可实现自动化和规模化
半导体是成本最高的元件。硅基器件因其具有相对低的成本、更好的可制造性以及更成熟的供应链,将继续在低压应用中发挥重要作用。对于更高电压的应用而言,由于在生产规模、低成本高质量晶圆和器件创新设计方面取得的进步,新型宽带隙半导体材料,如碳化硅和氮化镓,将很快进入汽车大功率牵引应用。宽禁带半导体器件将提供比传统硅器件更好的热性能和电性能,但在可制造性、可靠性、集成和成本方面带来挑战。为了最大限度地发挥宽带隙材料的潜在优势,需要同时开发先进的组件、拓扑和电路集成技术,以适应高温、高频率和高电流环境。无源元件、印刷电路板、传感器、电路架构、控制软件、容错功能设计等都需要创新。标准化和最优化的架构将有利于扩大生产规模并降低成本,最终可以实现更小、更轻、最终更便宜的设计,尽管这在可回收性和环境影响方面带来了挑战,但通过可拆卸设计和努力为材料创造真正的循环经济可以解决。
APC路线图提出,为实现规划技术目标,面临的逆变器关键技术挑战和应对挑战潜在的研究课题如表6所示。
5 关键技术路径
5.1 电机技术路线
电机技术路线如图2所示。
5.1.1 电机构型与集成
(1)新型轴向磁通电机功率密度高,且磁通路径为直线,可以使用晶粒取向钢进一步提高效率。未来定转子结构可能发生根本性变化,例如使用高温超导体、无铁芯转子以及超导永磁体的电机。
(2)集成方式和集成程度迭代演进,由第一代的逆变器、电机和传动装置紧密封装,探索进一步的功能集成,移除高压电缆,共用单一的热管理系统和外壳。从长远来看,更多高性能的小规模应用可以选择3D打印技术将逆变器嵌入定子或转子。

表6 APC逆变器关键技术挑战与应对挑战潜在的研究课题[8]
(3)仿真模拟技术增强。热、磁、电气和机械多物理场设计工具将助力实现最优电机设计。随着叠层制造技术的成本效益和普及性不断提高,全新的制造设计将成为可能,包括3D打印复杂的磁体或绕组。
5.1.2 热管理
(1)优化电气强度和导热性的绝缘材料。绝缘材料有2个关键指标:介电强度和介质损耗系数。伴随高压动力总成的普及,聚偏氟乙烯(Poly Vinylidene Fluo⁃ride,PVDF)和氟化乙烯丙烯共聚物(Fluorinated Ethyl⁃ene-Propylene co-polymer,FEP)材料可能会导入应用。
(2)主动冷却。高性能应用可在现有液冷和油冷技术基础上进一步采用浸没式油冷技术(比如双转子单定子轴向磁通电机),长远来看可能采用相变冷却方法,使用相变材料储存热能并转化为电能。

图2 APC电机技术路线图[1]
(3)集中式冷却系统。电机和电子元件运行温度不同,需设计可控制热差异的非独立回路冷却系统。
5.1.3 电工新材料开发
(1)高性能绕组。方导线比圆导线槽满率更高,使用薄多股线(如Litz线)或层压绕组工艺以及应用嵌入铜或铜表面的碳纳米管、石墨烯、纳米材料或高温超导体材料,可以减少交流绕组损耗。
(2)高性价比绕组。铜铝合金绕组既能降低成本,又能保持铜材料部分优异的导电和导热性能。未来叠层制造技术有可能取代复杂的绕组工艺,提供新的解决方案。
(3)减少重稀土材料依赖。短期来看,采用少重稀土永磁材料;中期来看,采用无重稀土或部分回收稀土永磁材料;长期目标是采用100%回收材料制备可保持高剩磁和高矫顽力的永磁体。
(4)开发烧结钕铁硼永磁体的替代品。如铁氧体、铝镍钴非稀土永磁体、钐钴永磁体、聚合物粘接钕铁硼永磁体。
(5)先进软磁材料产业化开发。短期主要基于传统硅钢优化,围绕厚度减薄、增大合金化比例(6.5%高硅含量低损硅钢)、测试方法及服役特性建模、改进的粘接和涂层技术(如自粘接涂层)、晶粒取向钢应用攻关;长期围绕非晶合金高频应用、小晶粒SMC软磁复合材料高频应用、高性能钴钢成本优化攻关。
5.1.4 制造创新
(1)实现规模经济的绕组工艺。如滴漆浸渍、发卡绕组、以及预制铸造绕组和3D打印绕组技术。
(2)提高定转子的生产效率。如激光切割技术,以及粉末冶金、叠层增材制造等零浪费的集成制造技术。
(3)永磁体制造新方法。层压工艺,提高强度、耐用性、高温性能,降低损耗。
(4)减少并消除湿法工艺。通过使用干式方法(如机械连接)消除永磁体粘合剂,更环保更利于回收。
5.2 逆变器技术路线
逆变器技术路线如图3所示,半导体材料的物理特性见表7。
5.2.1 半导体芯片
(1)硅基功率半导体。通过更小的芯片尺寸、更薄的晶片和创新的IGBT设计(如逆导IGBT),进一步提高性能。
(2)碳化硅基功率半导体。突破晶体生长核心技术,生产尺寸更大、缺陷更少的晶片以降低成本。未来达到12英寸。
(3)氮化镓功率半导体。GaN衬底的尺寸和纯度极难与其它衬底材料竞争。短期内以GaN-on-Si技术过渡,中长期实现GaN-on-SiC或GaN-on-GaN,以制备高耐压垂直结构器件。
(4)超宽禁带功率半导体。未来,采用超宽禁带半导体材料(如金刚石、氧化镓、氮化铝)的功率器件性能将显著变化。
5.2.2 半导体封装
(1)宽禁带半导体的封装。改进热管理和封装材料工艺以支持更高的功率密度和更宽的温度范围(工作温度200℃以上)。以超低电感封装保护元件免受电压瞬变的影响,抑制EMI。

图3 APC逆变器技术路线图[2]
(2)提高功率模块集成度。短期实现传感器、滤波器无源元件、门极驱动器的集成;中期实现所有功率变换元器件集成到功率模块中;远期通过一体化协同制造实现彻底的集成,甚至控制软件都集成到单一封装中。
(3)宽禁带半导体功率模块标准化。降低设计和开发成本。

表7 半导体材料的物理特性值[7]
5.2.3 无源元件、传感器和印刷电路板
(1)开发高温(<150°C)陶瓷、金属膜和PLZT电容器,缩小直流母线电容尺寸实现高功率密度。
(2)由于空间有限,可优先开发可测量温度、电压、电流的综合型多功能传感器。物理传感器可以发展为无线传感器,以减小质量,减少布线,但需要同步改进数据分析和软件。信号传输也可由物理传输部分转向无线传输。
(3)逆变器印刷电路板面临极高的功率要求,需要适应高温、高频和大电流的环境。150~200μm的厚铜电路板、陶瓷电路板、PTFE电路板都是非常有效的解决方案。从长远来看,“混合”型印刷电路板材料和新制造工艺有助于实现彻底的组件集成。
5.2.4 逆变器设计
(1)宽带隙功率半导体的潜力只有在新型电路拓扑结构下才能发挥。包括:高频软开关技术;自适应逆变器;高频脉宽调制与谐振变换器;多电平变换器等。
(2)在线健康管理。从被动响应式健康管理转变为基于现场数据收集赋能的预测式健康管理。通过AI学习和创新型低压电子柔性电路架构,可以进一步实现自校正和可重构的逆变器。
(3)安全软件及其自主迭代。开发满足ISO 26262标准的ASIL-D级安全软件。未来控制软件将变得更加复杂,并将根据工况效率或消费者舒适度来定制软件或在线升级。整车各电控软件也有进一步域集成、中央集成的趋势和多元化解决方案。
5.2.5 面向全寿命周期评估LCA的设计
(1)高价值材料收集、处理、回收、再利用的循环经济。随着逆变器变得越来越小并集成到电机和变速器中,可拆卸、可回收而设计是现在应该采用的关键设计原则。长远看,具有客观前景的是创造循环经济,让金、银、铜、镍等材料可以被提取和再利用。
(2)降低生命周期碳排放。短期工作重心是通过节能生产工艺或低碳能源来降低二氧化碳浓度。远期将需要考虑设计和制造全价值链中使用原材料、工艺和资源的所有碳排放。
6 启示与展望
新能源汽车已由“政策+市场”双轮驱动逐渐切入市场驱动新阶段,汽车电驱动产品需要依靠质变撬动市场需求。技术、资源、成本、质量综合可控是在未来电驱动产业竞争过程中致胜的关键因素。
随着基础理论、材料工艺、功率电子、控制平台、仿真测试水平的不断提升,电驱动产业仍有很大进步空间,批量化市场应用尚不成熟,有必要针对未来趋势做好前瞻布局,同时系统级的顶层设计与权衡对市场参与者的体系能力提出更高要求。汽车驱动电机及其逆变器仍有很多前沿科学和工程技术难题有待攻克,牵引电机产业转型发展。
全生命周期低碳环保的主题要求站在人类命运共同体的高度,强调了最终迈向循环经济,实现可持续性发展的必要性。产业结构将围绕碳达峰、碳中和目标加快调整。伴随着产业同仁对于制造过程和报废回收过程环境影响的日益关注,绿色制造体系将从无到有并日趋完善。这个过程中,可拆卸设计理念将在与集成化设计理念的矛盾冲突中取得平衡,占有重要地位。
猜你喜欢
机电信息(2022年9期)2022-05-07
红领巾·探索(2020年2期)2020-05-19
电脑报(2019年10期)2019-09-10
新民周刊(2017年20期)2017-07-25
航空模型(2016年1期)2016-03-01
股市动态分析(2015年24期)2015-09-10
农机使用与维修(2014年1期)2014-09-23
职业·中旬(2009年12期)2009-06-01
电子世界(2004年1期)2004-03-14
