
我国2021年发布的焊接材料产品国家标准制修订动态说明
2022-06-01 10:41杨子佳李苏珊储继君
电焊机 2022年5期
杨子佳,宋 北,李苏珊,储继君,陈 默
哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
0 前言
随着21世纪初国际标准化形势的变化以及国际贸易的需求,全国焊接材料标准化技术委员会焊材分委会在跟踪研究国际标准和主要工业国家焊接材料标准动态的基础上,做出了按照ISO标准全面转化我国焊接材料标准的决定。本着基础先行、稳步推进的原则,截止2021年11月,我国焊接材料产品国家标准采标率、转化率分别达到86%、81%。为进一步完善我国焊材标准体系,由全国焊接标准化技术委员会归口,哈尔滨焊接研究院有限公司负责修订了GB/T 3670-2021《铜及铜合金焊条》[1]、GB/T 41110-2021《镍及镍合金药芯焊丝》[2]、GB/T 41111-2021《气焊用非合金钢及热强钢填充丝》[3]和GB/T 41112-2021《镁及镁合金焊丝》[4]4项国家标准,经国家标准化管理委员会批准,于2021年12月31日发布,将于2022年7月1日实施。其中,GB/T 3670《铜及铜合金焊条》为第二次修订,其余3项标准均是首次制定。为了便于焊接材料生产企业和使用单位更好地应用新标准,现将相关标准国内外制修订情况进行介绍。
1 GB/T 3670-2021《铜及铜合金焊条》标准修订
铜及铜合金焊条主要用于铜以及锡、铝、锰、镍、硅等的铜合金、镍合金、铁基金属和合金、异种金属的焊接,因其良好的耐蚀性和优良的耐磨性,也用于堆焊承受磨损和腐蚀的零件,或补焊铸铁、铜合金铸件等。我国1995年发布的铜及铜合金焊条国家标准GB/T 3670-1995未采标(“采标”是指“国家标准与相应的国际标准等同或仅对国际标准做了某些修改”),仅参考了AWS A5.6:1984和JIS Z 3231:1989两个标准,综合二者的型号成分,整合了一套型号编制方法。其后美国和日本分别发布了 AWS A5.6/A5.6M:2008[5]和 JIS Z 3231:1999[6]。我国焊接材料标准体系自2010年起按照ISO标准体系进行转化,目前基础试验方法、供货技术条件、采购指南、焊条、埋弧焊材、药芯焊材及实心焊丝系列标准均按照ISO标准体系进行了转化和制修订,已陆续实施。国际标准化组织(ISO)于2016年首次发布了铜及铜合金焊条标准,因此我国的GB/T 3670-1995《铜及铜合金焊条》无论从标龄还是体系方面都迫切需要进行修订。
1.1 国外铜及铜合金焊条标准化情况
国际标准化组织(ISO)的铜及铜合金焊条标准化情况如表1所示,鉴于美国标准和日本标准对我国焊材标准和应用的影响,表1中也简单介绍了美国和日本的铜及铜合金焊条标准化情况。
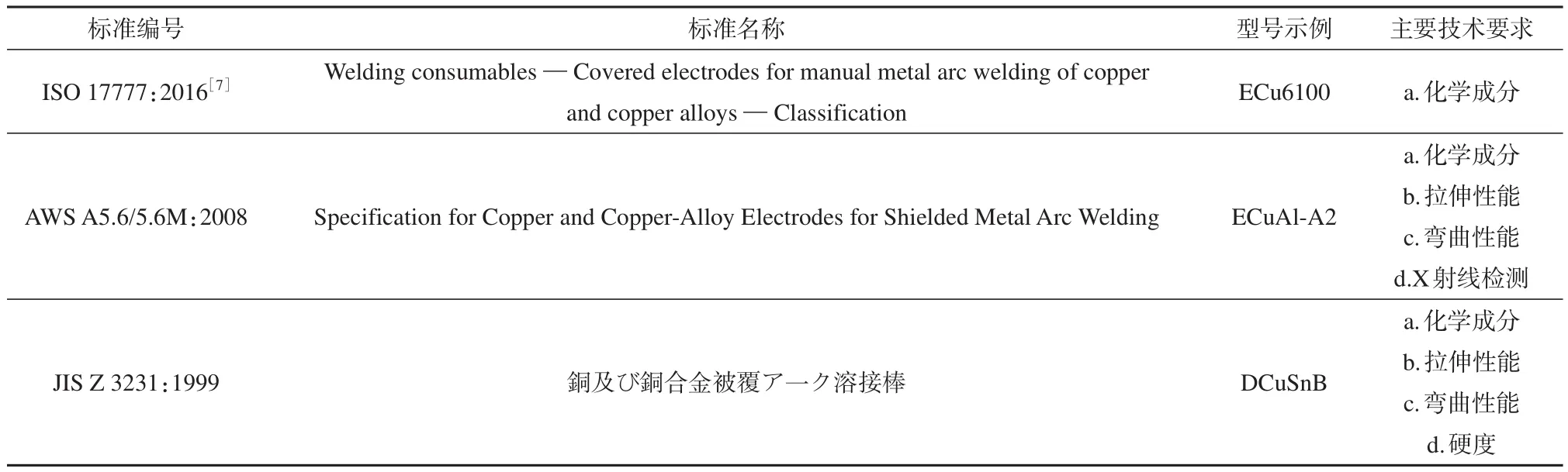
表1 国外铜及铜合金焊条的标准化情况Table 1 Standard of covered electrodes of copper and copper alloys at abroad
从标龄上相比,AWS A5.6/5.6M和JIS Z 3231标龄较长,都超过10年以上,分别于2017年和2016年做过确认,ISO 17777于2016年发布最新版,2021年做过确认。
从型号编制上相比,都是按照化学成分分类,使用焊条代号和铜基化学成分代号表示,ISO 17777:2016和AWS A5.6/5.6M:2008使用字母“E”表示焊条,JIS Z 3231:1999使用字母“D”表示焊条,查阅日本近几年发布的焊条标准,均使用字母“E”表示焊条,由于JIS Z 3231一直未修订,仍沿用字母“D”表示焊条。铜基化学成分代号由于各标准引用的合金体系代号不同,故不一致。ISO 17777:2016包含了23种焊条型号,AWS A5.6/5.6M:2008包含了9种焊条型号,JIS Z 3231:1999包含了9种焊条型号。
从主要技术要求上相比,ISO 17777:2016只规定了化学成分,作为产品分类标准不宜给出接头力学性能要求,而且目前尚无适用于铜合金焊材熔敷金属拉伸试验的试件类型;AWS A5.6/5.6M:2008除规定了化学成分要求外,还规定了全部型号的抗拉强度和断后伸长率要求值,部分型号给出了拉伸试验、弯曲试验和X射线检测用试件要求;JIS Z 3231:1999除规定了化学成分要求外,还规定了全部型号的抗拉强度和断后伸长率要求值,部分型号给出了硬度、拉伸试验和弯曲试验用试件要求。
1.2 我国铜及铜合金焊条标准化情况
1.2.1 采标情况及适用范围
本次修订的GB/T 3670-2021《铜及铜合金焊条》,修改采用ISO 17777:2016《焊接材料铜及铜合金焊条电弧焊用药皮焊条分类》,适用于熔敷金属中铜含量超过其他任一元素含量的铜及铜合金焊条。国标焊条型号编制与ISO保持一致,化学成分的技术要求全部按照ISO体系进行转化,原有焊条型号11个,现增加到23个,有助于我国铜及铜合金焊条在研发、生产和应用等方面与国际接轨。
1.2.2 型号划分及编制方法
铜及铜合金焊条型号按熔敷金属化学成分进行划分,用焊条代号“E”和铜基熔敷金属化学成分分类的数字代号表示,除此以外,还可以附加可选化学成分代号。型号示例如图1所示。

图1 铜及铜合金焊条国标型号示例Fig.1 Designation example of covered electrodes of copper and cop‐per alloys in Chinses standard
1.2.3 技术要求
GB/T 3670-2021《铜及铜合金焊条》技术要求包括尺寸、药皮和化学成分。与ISO 17777:2016相比,增加了尺寸和药皮要求这一新条款,主要原因是我国实际生产应用对偏心度有一定要求,且为了与已发布实施的焊材标准体系框架保持一致,故对尺寸和药皮质量提出了更明确的技术要求;与GB/T 3670-1995相比,保留了原标准中全部12个焊条型号,按照ISO 17777:2016重新编制型号;增加了ECu1892、ECu1893、ECu5180、ECu5180B、ECu5410、ECu5210、ECu6100A、ECu6325、ECu6328、ECu7158和ECu6561等11个型号;根据我国主要焊材生产者和使用者的反馈意见删除了力学性能技术要求,与ISO 17777:2016保持一致,也便于标准的实施应用,修订后的主要变化如表2所示。

表2 铜及铜合金焊条修订后主要变化情况Table 2 Major changes of covered electrodes of copper and copper alloys standards between two versions
2 GB/T 41110-2021《镍及镍合金药芯焊丝》标准制订
镍及镍合金药芯焊丝广泛应用于离岸钻井平台、陆基或船基燃汽轮机、各种航天/航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备。在此之前,我国没有制定镍及镍合金药芯焊丝相应的国家标准,不便于供需双方对于焊材型号、质量、复验的统一要求。
2.1 国外镍及镍合金药芯焊丝标准化情况
国际标准化组织(ISO)以及美国、日本的镍及镍合金药芯焊丝标准化情况如表3所示。

表3 国外镍及镍合金药芯焊丝标准化情况Table 3 Standards of tubular cored electrodes of nickel and nickel alloys at abroad
从标龄上比较,ISO 12153标龄在10年左右,2021年确认后,又启动了修订程序,目前处于ISO DIS 12153投票阶段;JIS Z 3335标龄在5年以上,于2020年做过确认;AWS A5.34/A5.34M于2020年发布了最新版本。
从型号编制上比较,ISO 12153:2011、AWS A5.34/A5.34M:2020和JIS Z 3335:2014都是按照化学成分分类。ISO 12153:2011包含了21种焊丝型号,AWS A5.34/A5.34M:2020包含了10种焊丝型号,JIS Z 3335:2014包含了21种焊丝型号。AWS A5.34/A5.34M:2020型号类别给出了ISO形式和美标传统形式,便于与ISO标准对应。JIS Z 3335:2014修改采用ISO 12153:2011,型号编制和型号种类与ISO 12153:2011保持一致。
从主要技术要求上相比,ISO 12153:2011规定了化学成分和拉伸性能;AWS A5.34/A5.34M:2020除规定了化学成分要求外,还规定了全部型号的X射线检测、拉伸试验、纵向弯曲和部分型号的角焊缝试验,JIS Z 3335:2014除规定了化学成分要求外,还规定了全部型号的拉伸试验和部分型号的角焊缝试验。
2.2 我国镍及镍合金药芯焊丝标准化情况
2.2.1 采标情况及适用范围
本次制定的GB/T 41110-2021《镍及镍合金药芯焊丝》,修改采用ISO 12153:2011《焊接材料气体保护和自保护电弧焊用镍及镍合金药芯焊丝分类》,适用于气体保护和自保护电弧焊用镍及镍合金药芯焊丝。GB/T 41110-2021从技术要求上按照ISO体系进行转化,型号编制与ISO保持一致,填补了我国镍及镍合金药芯焊丝标准的空白。
2.2.2 型号划分及编制方法
镍及镍合金药芯焊丝按焊丝化学成分进行划分,用代号“T”、化学成分分类代号、药芯类型代号、保护气体类型代号和焊接位置代号表示。除此以外,还可以附加可选化学成分代号。型号示例如图2所示。

图2 镍及镍药芯焊丝国标型号示例Fig.2 Designation examples of tubular cored electrodes of nickel and nickel alloys in Chinese standard
2.2.3 技术要求
镍及镍合金药芯焊丝技术要求包括尺寸、表面质量、化学成分、力学性能和焊缝X射线检测。与ISO 12153:2011相比,增加了尺寸和表面质量条款,主要是为了与已发布实施的焊材标准体系框架保持一致,对于尺寸和表面质量提出了更明确的技术要求;增加焊缝X射线检测,主要是考虑到我国实际生产使用需要对焊缝进行X射线检测,在保证焊缝X射线检测合格的基础上,再进行力学性能试验。
3 GB/T 41111-2021《气焊用非合金钢及热强钢填充丝》标准制定
气焊主要应用于薄钢板、低熔点材料(有色金属及其合金)、铸铁件和硬质合金刀具等材料的焊接,磨损、报废车件的补焊,以及构件变形的火焰矫正等,其应用在逐渐拓展,重要性也不可替代,对气焊填充丝的需求逐渐增加。在此之前,我国没有制定气焊用非合金钢及热强钢填充丝相应的国家标准,本次国家标准的及时制定对气焊用非合金钢及热强钢填充丝的研发、制造和复验提供了重要技术依据,为国家各类装备和工程的气焊连接、修复提供了技术支撑。
3.1 国外气焊用填充丝标准化情况
国际标准化组织(ISO)及美国、日本的气焊用填充丝标准化情况如表3所示。
各国对于钢种分类和命名不同,所以从名称和范围上国外各标准有一定差异,但适用焊接方法都是气焊。
从标龄上比较,JIS Z 3201标龄较长,超过10年以上,于2017年做过确认;AWSA5.2/A5.2M于2018年修订,ISO 20378于2017年首次制定。

表4 国外气焊用填充丝标准化情况Table 4 Standards of rods for gas welding at abroad
从型号编制上比较,ISO 20378:2017是按照化学成分分类,AWS A5.2/A5.2M:2018和JIS Z 3201:2001是按照力学性能进行分类。ISO 20378:2017包含了10种焊丝型号,AWS A5.2/A5.2M:2018包含了4种焊丝型号,JIS Z 3201:2001包含了7种焊丝型号。
从主要技术要求上比较,ISO 20378:2017只规定了化学成分;AWS A5.2/A5.2M:2018除规定了化学成分要求外,还规定了3种型号的抗拉强度和延伸率要求值,给出了拉伸试验用试件要求;JIS Z 3201:2001只规定了焊丝的硫、磷和铜元素含量要求,规定了全部型号的抗拉强度、延伸率要求值(焊态、焊后热处理态)和弯曲试验要求,给出了拉伸试验和弯曲试验用试件要求。
3.2 我国气焊用填充丝标准化情况
3.2.1 采标情况及适用范围
本次制定的GB/T 41111-2021《气焊用非合金钢及热强钢填充丝》,修改采用ISO 20378:2017《焊接材料气焊用非合金钢及热强钢填充丝分类》,适用于气焊用非合金钢及热强钢填充丝。国标从技术要求上按照ISO体系进行了转化,型号编制与ISO保持一致,填补了我国气焊用填充丝标准的空白。
3.2.2 型号划分及编制方法
填充丝型号按焊丝化学成分进行划分。用代号“0”和化学成分分类代号表示。型号示例如图3所示。

图3 气焊用填充丝国标型号示例Fig.3 Designation examples of rods for gas welding in Chinese standard
3.2.3 技术要求
气焊用填充丝技术要求包括尺寸、表面质量和化学成分。与ISO 20378:2017相比,增加了尺寸和表面质量条款,主要是为了与已发布实施的焊材标准体系框架保持一致,对尺寸和表面质量提出了更明确的技术要求。
4 GB/T41112-2021《镁及镁合金焊丝》标准制定
镁及镁合金焊丝用于各种锻压镁合金及铸造镁合金,广泛应用于光学仪器、航空航天、汽车配件及民用镁制品和工艺品的焊接,是焊修镁合金断裂、裂纹、沙眼气孔的专用焊丝。在此之前,我国没有制定镁及镁合金焊丝相应的国家标准,本次国家标准的及时制定对镁及镁合金焊丝的研发、制造、复验提供了重要技术支撑,填补了国内有关镁合金焊丝国家标准的空白。
4.1 国外镁及镁合金焊丝标准化情况
国际标准化组织(ISO)和美国的镁及镁合金焊丝标准化情况如表5所示,日本暂无镁及镁合金焊丝产品标准。

表5 国外镁及镁合金焊丝标准化情况Table 5 Standards of solid wire electrodes of magnesium and magnesium alloys at abroad
对比标龄:AWS A5.19已有30年,在2015年做过确认,ISO 19288于2016年首次制定。
对比型号编制:ISO 19288:2016和AWS A5.19-1992都是按照化学成分分类。ISO 19288:2016包含了14种焊丝型号,AWS A5.19-1992包含了4种焊丝型号。
对比主要技术要求:ISO 19288:2016只规定了化学成分;AWS A5.19-1992除规定了化学成分要求外,还规定了熔化极气体保护电弧焊镁焊丝X射线检测和钨极惰性气体保护电弧焊镁焊丝平板熔敷试验。
4.2 我国镁及镁合金焊丝标准化情况
4.2.1 采标情况及适用范围
本次制定的GB/T 41112-2021《镁及镁合金焊丝》,修改采用ISO 19288:2016《焊接材料镁及镁合金熔化焊实心焊丝及填充丝分类》,适用于熔化焊用镁及镁合金实心焊丝和填充丝。国标从技术要求上按照ISO体系进行转化,型号编制与ISO保持一致,填补了我国镁及镁合金焊丝标准的空白。
4.2.2 型号划分及编制方法
镁及镁合金焊丝型号按焊丝化学成分进行划分。用代号“S”和化学成分分类代号表示。除此以外,还可以附加可选化学成分代号。型号示例如图4所示。

图4 镁及镁合金焊丝国标型号示例Fig.4 Designation examples of Solid wire electrodes of magnesium and magnesium alloys in Chinses standard
4.2.3 技术要求
镁及镁合金焊丝技术要求包括尺寸、表面质量和化学成分。与ISO 19288:2016相比,增加了尺寸和表面质量条款,主要是为了与已发布实施的焊材标准体系框架保持一致,对于尺寸和表面质量提出了更明确的技术要求。
5 结论
2021年发布的4项焊接材料国家标准均按ISO标准进行转化,这四项标准发布实施后,我国焊接材料国家标准的采标率提高到88%,转化率提高到93%,标准的技术水平达到了国际先进水平,同时适合中国国情。其中GB/T 41110-2021《镍及镍合金药芯焊丝》、GB/T 41111-2021《气焊用非合金钢及热强钢填充丝》、GB/T 41112-2021《镁及镁合金焊丝》三项弥补了我国焊接材料标准的空白,使得我国焊接材料标准体系更加完善。标准实施后,对我国相应焊接材料产品的贯标、产品发展及应用,将起到十分重要的作用。
猜你喜欢
有色金属材料与工程(2021年5期)2021-10-25
电焊机(2021年12期)2021-01-03
新能源汽车报(2020年41期)2020-12-23
有色金属材料与工程(2019年2期)2019-07-25
科技经济市场(2014年10期)2014-11-27
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
