印花羊绒围巾的工艺设计
2022-06-01 07:56缪其桁王利平李键宏
毛纺科技 2022年5期
缪其桁,王利平,田 野,李键宏
(1.内蒙古工业大学 轻工与纺织学院,内蒙古 呼和浩特 010080;2.内蒙古鄂尔多斯羊绒集团有限责任公司,内蒙古 鄂尔多斯 017000)
山羊绒由鳞片层和皮质层组成,其摩擦因数小,手感柔软光滑,保暖性优于羊毛,被誉为“纤维之王”和“软黄金”[1]。羊绒围巾作为高档纺织品一直深受消费者的欢迎。马晓红等[2]采用松结构和配色模纹2种方法,通过改进规格参数、组织结构、色彩搭配和几何图案,设计开发了4款羊绒围巾。何洋洋等[3]研究了水溶性聚乙烯醇(PVA)纤维、莫代尔纤维与羊绒纤维混纺生产印花围巾的工艺。王利平等[4]研究了粗纺羊绒围巾的生产工艺。闫亦农等[5]运用Wilcom ES和Photoshop对刺绣图案的各项指标参数进行优化,验证了羊绒数码印花高清仿真的可行性。本文结合企业生产对羊绒印花围巾的生产工艺进行探讨,采用数码印花提高印花精度,以期改进羊绒围巾的生产工艺。
1 原料选择
羊绒的保温率高,保暖性好[6],因此选用100%山羊绒,其长度为36 mm,细度为14 μm,色泽本白。
2 织物组织
围巾织物组织的边组织为平纹,地组织为在1上3下纬破斜纹的基础上,对其断面上方错开一经的变化1上3下纬破斜纹组织,此组织较平稳,有利于印花。织物组织图见图1。
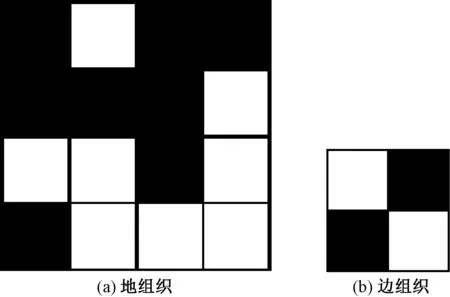
图1 织物组织图Fig.1 Fabric drawing. (a)Base texture;(b)Edge texture
3 产品规格设计
成品规格设计参数为幅宽63 cm,经密278根/ (10 cm),纬密265根/ (10 cm),质量160 g/条。
4 工艺设计
4.1 纺 纱
4.1.1 条染复精梳
工艺流程:松球→毛球装桶→染色→脱水→复洗→B302型针梳机→B303型针梳机→B304型针梳机→B311C型精梳机→B305型针梳机→B306型针梳机→成条。
通过复精梳工艺改善毛条结构和均匀度,提高毛条质量及织物品质,条染复精梳工艺见表1。

表1 条染复精梳工艺参数Tab.1 Technical parameters of strip dyeing and combing
4.1.2 前 纺
工艺流程:B423型头道针梳机→B432型二道针梳机→B442型三道针梳机→B452型四道针梳机→B465A型粗纱机。前纺工艺参数见表2。
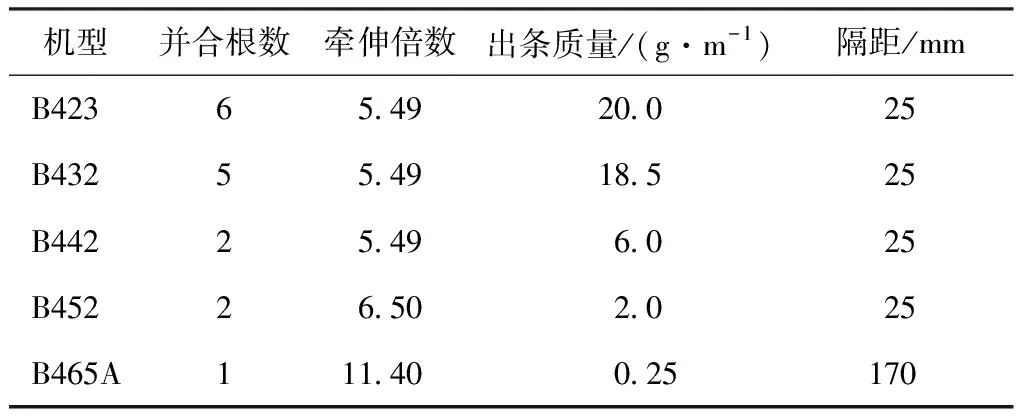
表2 前纺工艺参数Tab.2 Process parameters of forespinning
4.1.3 后 纺
工艺流程: B583C型细纱机→X5RMWITH60型自动络筒机→并线→倍捻。
4.1.3.1细 纱
选用B583C型细纱机细纱。为获得品质优良的纱线,细纱的牵伸倍数应适中,不宜过大或过小。细纱出条质量为0.625 g/(50 m),隔距为210 mm,钢丝圈号数32#,牵伸倍数为20.0,车速为7 500 r/min,捻度为850捻/m,捻向为Z捻,捻度偏差1%。
4.1.3.2络 筒
选用ESPERO-M型自动络筒机。络筒时要求纱线张力均匀,保持一定的物理性能和合适的卷绕密度,同时控制接头数量防止断头。考虑到纱线密度、品种、质量,选择络筒速度为500 r/min。
4.1.3.3并 线
选择BR-HS型并线机将单纱加工成股线。并线是为了保证加捻的顺利进行,去除纱线上的外观疵点,保证股线条干光洁,提高生产效率。并合根数为2根,转速为450 r/min。
4.1.3.4倍 捻
选择VTS-08型倍捻机进行倍捻。加捻的目的是提高纱线强力,改善纱线的均匀度、弹性性能及手感。为了确保捻线机加捻正常,要统一每股股线中各根单纱的张力。在加捻过程中,避免张力差异小辫子线与捻幅不匀等问题。注意除去羊绒纱的结子、飞花、杂质、粗节及外观疵点等。倍捻工艺为捻度410捻/m,捻向S捻,张力圈3#,车速7 400 r/min。
4.2 织 造
工艺流程:经纱→整经→穿综→穿筘→织造→坯布。
选择GA743型剑杆织机进行织造。织造时调整经纱张力,减少断头,提高织造效率,织造工艺见表3。

表3 织造工艺参数Tab.3 Weaving process parameters
5 后整理
5.1 预 缩
对于羊绒织物来说,为了使织物经、纬向都发生收缩,一般采用松弛预缩处理的方法。织物在经温水浸轧或喷蒸汽之后,在松弛状态下烘干,预缩温度控制在40 ℃,时间为10 min。
5.2 印 花
印花工艺有直接印花、拔染印花、防染印花及数码喷墨印花等。本文使用印花精细度高的数码喷墨印花工艺,工艺流程为:上浆→烘干→数码喷印→烘干→蒸化→净洗→烘干。本文所设计围巾的印花图案见图2。

图2 数码喷墨印花图案纹样Fig.2 Digital inkjet printing pattern
5.2.1 上 浆
在数码印花前,需对羊绒织物进行上浆处理,防止喷印到织物表面的染料渗化,以提高印花的精度[7],促进染料在湿热状态下能快速均匀地与纤维结合,从而获得一定程度的色深度和色牢度。浆料配方为海藻酸钠1%(owf),渗透剂1%(owf),无水硫酸钠7%(owf),尿素8%(owf)。
5.2.2 烘 干
烘干温度选择80 ℃,温度过高会损伤羊绒[8]。
5.2.3 数码喷印
选用T100型数码印花机(深圳市润天智(彩神)数字设备股份有限公司)进行印制,温度控制在18~30 ℃,相对湿度控制在50%~80%[9]。由于羊绒织物的特性,在烘干时毛头会有一部分耸起,因此在喷印时,需要调整喷头到恰当的高度。数码喷印工艺为喷印模式中速模式,喷印速度65 m/h,喷印精度360 dpi×800 dpi,喷头高度4 mm,喷印宽度2 000 mm。印花色浆配方为兰纳洒脱红G 1%(owf),兰纳洒脱红2B 1%(owf),兰纳洒脱黑B 1%(owf),尿素5%(owf),印花油3%(owf),阿白哥B 1%(owf),释酸剂6%(owf),消泡剂1%(owf),原糊55%~60%(owf)。
5.2.4 蒸 化
蒸化是数码印花工艺过程中的固色过程。蒸化过程中织物及色浆含湿量增加,因此染料和助溶剂溶解,羊绒纤维溶胀膨化,而染料、助剂会从色浆向纤维表面转移,最后进入纤维内部,以共价键结合完成固色过程。采用活性染料固色要保持足够的湿度和温度,同时要采用饱和蒸汽蒸化,保证发色、固着反应过程的质量。蒸化过程中要避免因局部冷却而形成的水滴,用布隔开围巾避免沾色。选择蒸化温度为100~102 ℃,蒸化时间30~40 min[10]。
5.2.5 净 洗
净洗的目的是在蒸化后去掉浮色并固色。将围巾上的色浆糊料、残剩的染料和化学药剂等各种物质,用水洗去,之后脱水烘干。
5.3 洗缩柔软
柔软处理可使织物拥有柔软滑糯、滑爽舒适的手感,在处理过程中可适当使用柔软剂,使纤维本身获得与加工条件相适应的柔软平滑性。洗缩柔软工艺:38 ℃,浸泡30 min,洗缩剂0.8 mL/L,平滑剂6 g/条,柔软剂6 g/条。柔软剂为山东海昱公司生产的HWN92。
5.4 蒸 呢
蒸呢可以减少纤维的内应力,稳定捻度,减少纱疵,改善织物光泽,控制织物长缩,提高形状和尺寸稳定性。选择蒸呢时间为2 min, 抽冷时间为2 min,温度为80 ℃。
6 成品规格与品质
围巾最终成品规格为125 g/条。根据FZ/T 81012—2016《机织围巾、披肩》进行测试,所开发的产品各项指标性能见表4。可见所开发的产品符合标准,达到设计要求。
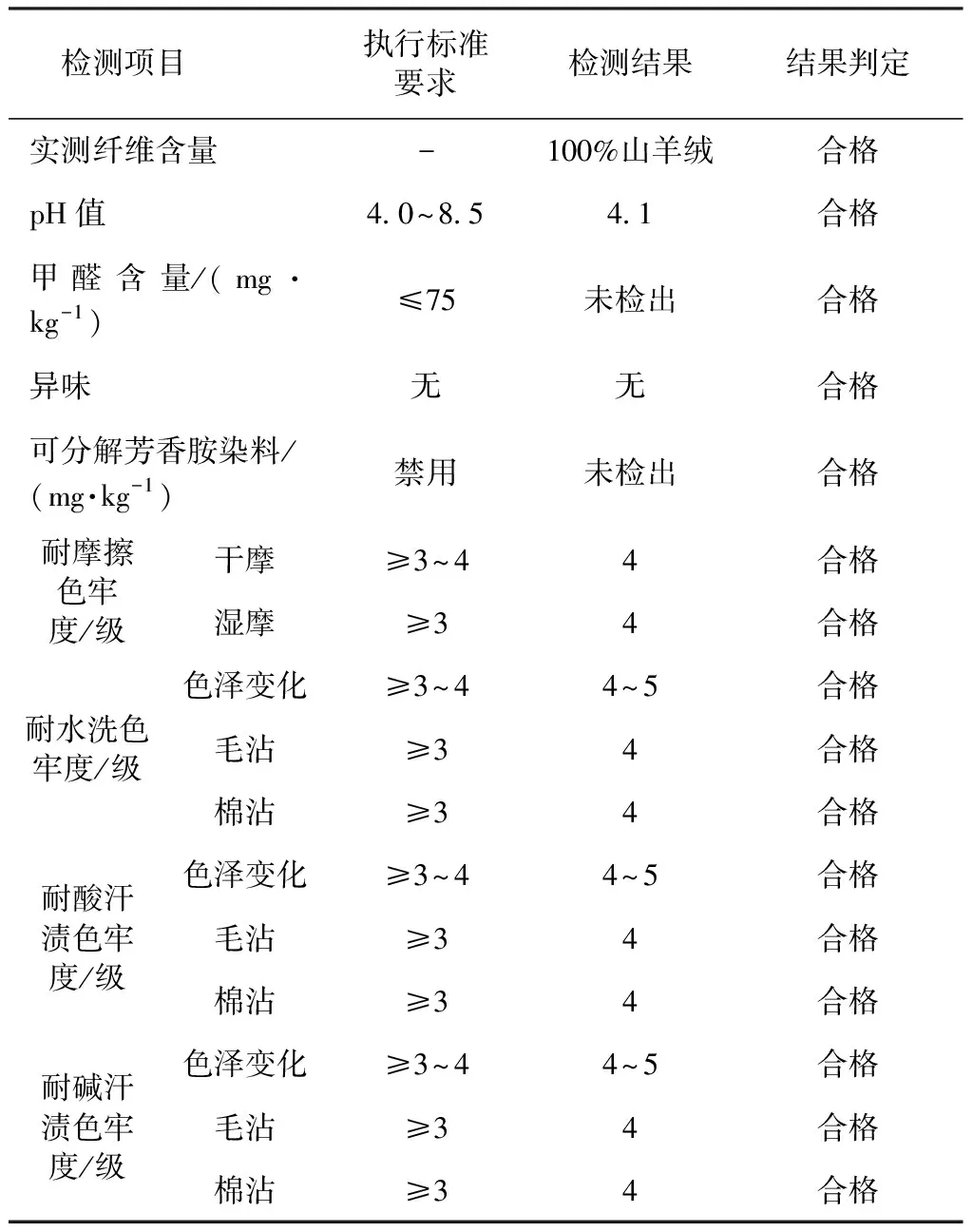
表4 成品性能指标Tab.4 Performance index of finished product
7 结束语
本文对印花羊绒围巾进行了全流程工艺设计,通过复精梳改善毛条结构及均匀度,提高毛条质量及织物品质,成品的尺寸规格为120 cm×120 cm,质量为125 g/条。通过数码印花工艺达到精细度高、图案抽象的特点,产品附加值高,且手感柔软、质地轻薄,可满足消费者的个性化需求。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
学苑创造·A版(2021年10期)2021-10-30
阅读(快乐英语高年级)(2021年4期)2021-07-11
作文评点报·中考版(2017年22期)2017-06-15
作文评点报·中考版(2017年20期)2017-06-10
宁夏画报(2016年7期)2016-10-24
中国纤检(2015年15期)2015-11-13
党建文汇·下(2014年1期)2015-01-05
oggi今日风采(2013年10期)2013-12-23
纺织导报(2009年7期)2009-07-30