
与时俱进的3D 打印及3D 打印冬奥会产品
2022-05-30 15:10:12供稿余冬梅郭硕李小康郭征张建斌YUDongmeiGUOShuoLIXiaokangGUOZhengZHANGJianbin
金属世界 2022年3期
供稿|余冬梅,郭硕,李小康,郭征,张建斌 / YU Dong-mei, GUO Shuo, LI Xiao-kang, GUO Zheng,ZHANG Jian-bin
内容导读
市场需求决定了生产和加工导向,随着社会的发展和生活需求质量的提高,3D 打印技术也不断革新。3D 打印融合了数字建模技术、机电控制技术、信息技术、材料科学与化学等诸多领域的前沿技术,涌现出的3D 打印产品(尤其北京冬奥会产品)更具温度和情怀,体现了智能科技与人文艺术的完美融合。本文综述了CAD、CAM、STL、光聚合3D 打印、热敏3D 打印等3D 打印科技前沿技术,介绍了北京冬奥会中的3D 打印产品:奥运火炬、“雪花”饰物、雪车头盔、速滑冰鞋以及滑雪机器人等。
3D 打印设计术语
3D 打印融合了数字建模技术、机电控制技术、信息技术、材料科学与化学等诸多领域的前沿技术。对3D 打印领域的操作者来说,同步更新并科普3D 打印相关软件、先进技术以及工具术语不可或缺,数控机床上目前已使用了一些新兴技术和工具。其中3DP(Three dimension printing)指3D 打印,CNC (Computer numerical control)是指计算机数字控制机床,简称数控机床。CAD——计算机辅助设计(Computer Aided Design),是计算机软件工具的一种,用于创建二维或三维设计模型。以二维设计优势占主导的CAD 在进入3D 打印时代之前,已广泛应用于建筑业和制造业(图1)。
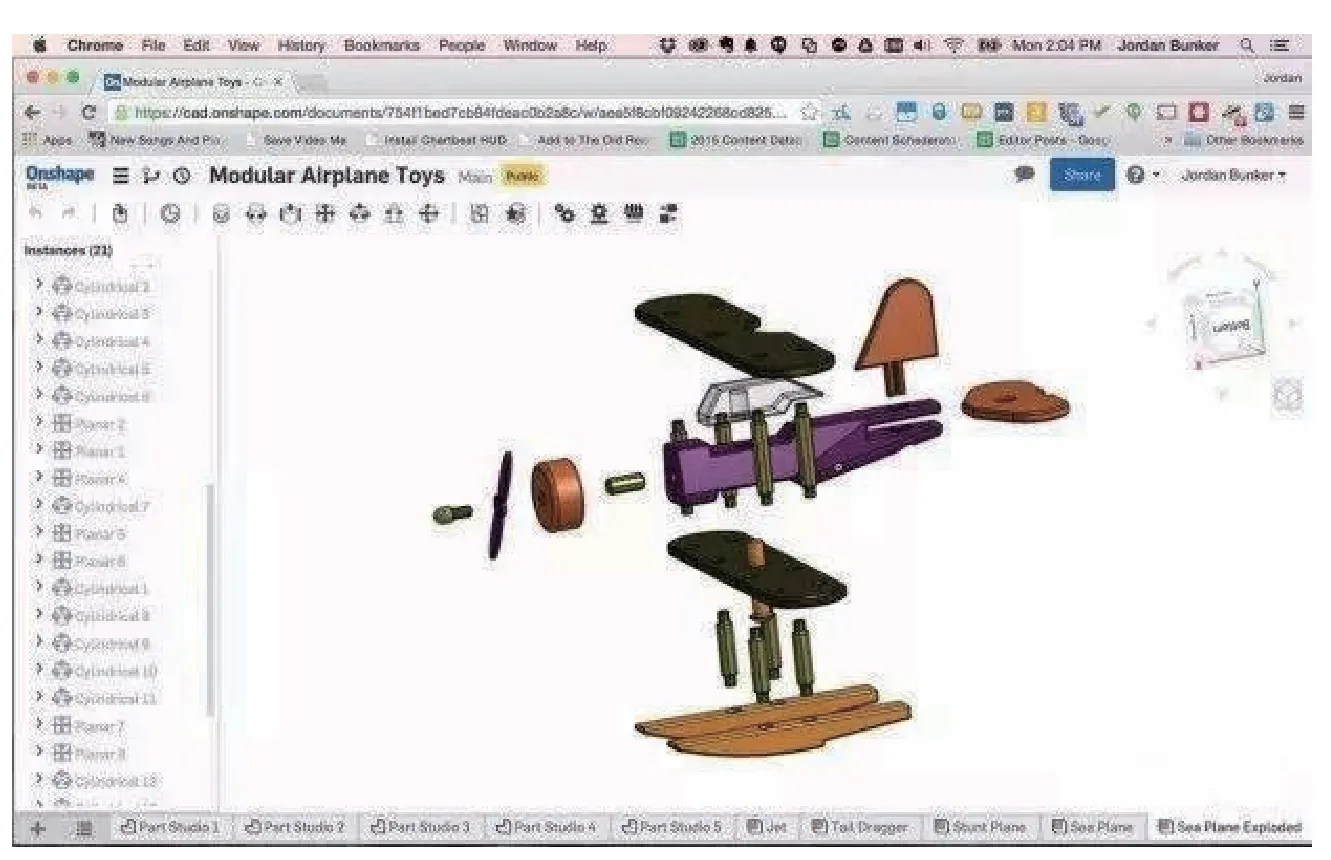
图1 OnShape CAD 软件的工作界面
CAM— 计算机辅助制造(Computer Aided Manufacturing),借助计算机软件数字化(G 代码指令) 控制刀具运行的工作路径来完成工件的加工制造。计算机通过识别和解读2D 的文件格式能确定工件需要被加工的部位以及刀具的运行方向和工作速度等制造工艺参数。G 代码是控制计算机辅助制造系统的运行指令。目前的设计软件几乎已代替人实现了G 代码编写生成。设定好的G 代码指令能够精准控制刀具工作的自由度(包括进刀速度、行进方向、加工深度、转动角度和方向)以及其他的开关定时设置和传感器实时监测。G 代码发送器软件将生成的G 代码指令通过USB 传输到机器中控制相应运行。目前大部分商用软件所使用的G 代码发送器软件都已集成封装,仅有少量仍使用开源工具链。“网格”编辑器将设计好的三维模型转换成STL 格式后获得三角形布局。网格编辑器允许用户通过平移、拉伸、收缩或拖拽等方式直接编辑网格上的点,从而调控三维模型的外观设计。
Open SCAD 软件可用于三维模型的生成,各部件的复杂组装,以及参数化的设计。对比传统的CAD 软件,Open SCAD 软件的优势是无需绘图,通过程序定义设计,由编译器将设计模型化。
3D 打印通过片状层叠,逐层累加得以实现。切片器软件(Slicer)负责将设计好的3D 打印模型分割成逐个单层(即单次打印完成的薄层,而单层厚度取决于打印精度)。切片器软件分为闭源软件和开源软件两种,它们输出的G 代码指令能够精准控制打印路径、速度和温度。
STL 是3D 打印和数控机床“2.5D”铣削的常见格式。图2 所示的STL 格式文件中构建的3D 对象通过一系列三角形来勾勒模型的表面轮廓。STL 格式的模型尺寸没有单位(1 个单位量既可以表示1 mm,也可以表示1 cm),3D 打印用户对该格式的文件生成方式要引起重视。

图2 STL 文件界面
3D 打印技术的革新
根据打印材料的物理属性(光或热),衍生出的新型3D 打印技术有光聚合3D 打印[2]和热敏3D 打印,为增材制造领域增添了创造活力与潜力。
光聚合3D 打印
根据固化方式,光聚合(光固化)3D 打印分为:使用激光器的立体光刻技术(SLA)、使用数字投影的数字光处理技术(DLP)、利用阻氧技术的连续数字光处理技术(CDLP) 或连续液体界面制造技术(CLIP)。
立体光刻技术(SLA):以SLA 技术为原理的打印机(图3)通常采用将打印平台浸没在含有光固化树脂的容器槽中的形式。激光束根据STL 切片信息在工作区域中进行扫描。当激光器扫描一层结束后,打印平台根据装置的使用方向(自下而上或自上而下)沿Z向下降或升高一个层厚,激光器按照新一层的切片信息进行扫描固化。如此往复,层层堆积,直到3D 模型打印完成。特别注意,SLA 的打印精度主要与激光束的直径,即光斑大小有关。
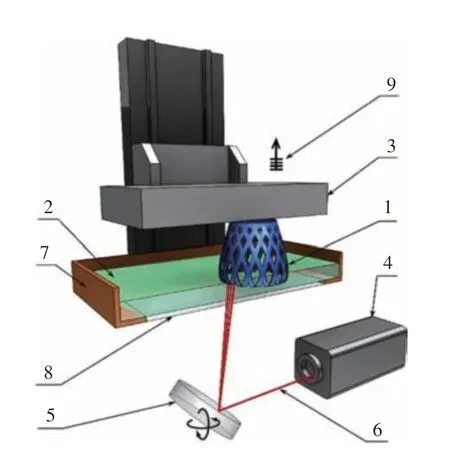
图3 SLA 打印机的组成部件示意图
数字光处理技术(DLP):DLP 技术与SLA 技术的不同之处为固化方式(图4)。SLA 采用激光光源进行固化而DLP 采用数字投影仪进行固化。与SLA 相比,DLP 打印更快,因为SLA 采用点曝光而DLP 采用面曝光。DLP 打印精度主要取决于数字投影机的分辨率。
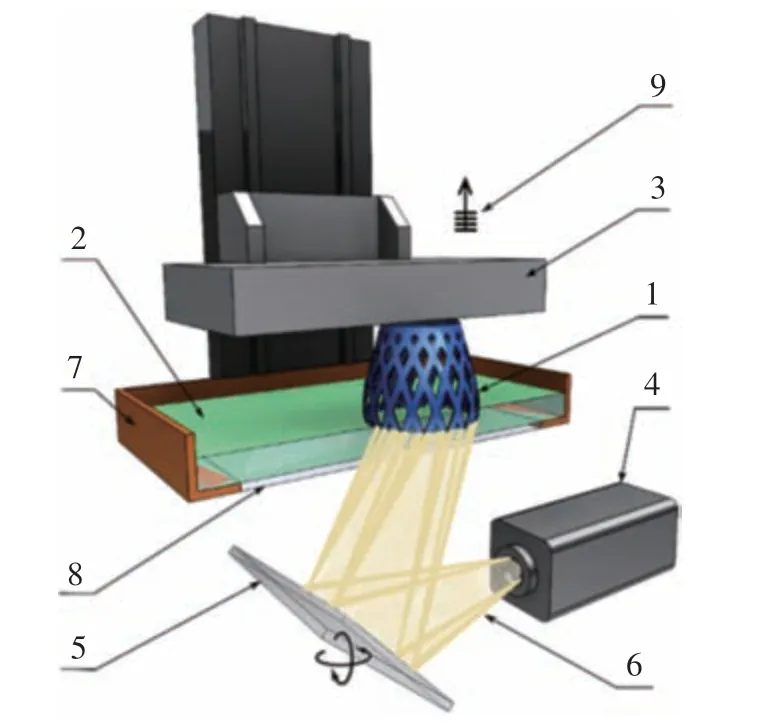
图4 DLP 打印机的组成部件示意图
连续数字光处理技术(CDLP)/连续液体界面制造技术(CLIP):CDLP/CLIP 技术是基于DLP 的创新技术( 图5) 。 与SLA 和DLP 技 术 不 同 的 是,CDLP/CLIP 采用带有透氧窗口而不是普通玻璃窗口。该透氧窗口能够形成一定厚度的“死区”,树脂容器底的液态树脂由于阻氧而保持稳定的液面,从而保证固化的连续性。这也提高了打印部件的分辨率,并降低了由于剥离力导致打印失败的可能性。
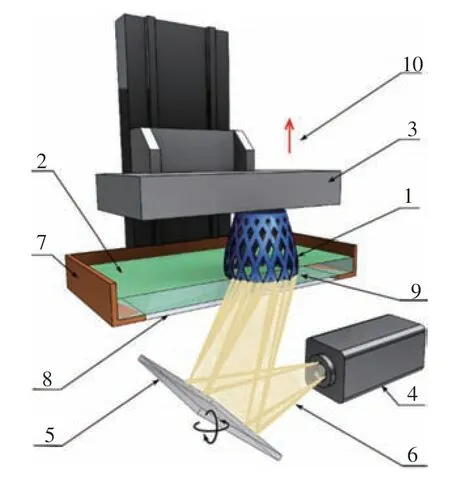
图5 CDLP/CLIP 机器及其组件示意图
热敏3D 打印
热敏3D 打印是将安装有半导体加热元件的打印头在加热的同时接触热敏打印纸,打印出预先设定的图案,类似于热敏式传真机。加热使图像在膜中形成的化学反应受温度调控,高温会加速化学反应发生,而低温会延缓化学反应发生。热敏打印纸,在温度低于60 ℃时需要很长时间(甚至几年)才能发生变色化学反应(变成深色);在温度高于200 ℃时,变色反应瞬间(几微秒内)完成。
3D 打印冬奥会产品
将有温度、有情感的设计融入运动类、生活陪伴类产品和机器人形态中,这是中国探索现代人文艺术深度融入现代科技与人工智能的创新应用。2022 年北京冬奥会中亮相的3D 打印产品有奥运火炬、“雪花”饰物、雪车头盔、速滑冰鞋以及滑雪机器人等[4],各种高科技产品受到运动员的极大喜爱。
火炬“飞扬”由火炬外壳、内飘带、燃烧系统组成。3D 打印火炬内飘带(图6),材质为铝合金,通过测试对比多种3D 打印材料,优化火炬内部结构成形工艺,验证和改进燃烧器3D 打印工艺,最终通过HIT-M290 三维金属3D 打印机进行打印完成。

图6 北京冬奥会火炬—“飞扬”以及3D 打印的火炬内飘带
为了装扮并布置冬奥氛围,北京市西单路口西北角“开放冬奥”主题花坛的“雪花”是3D 打印的经过多道复杂工序处理的城市固废材料(图7)。3D 打印的仿真雪花表面具有凹凸不平的颗粒感,最大的一片雪花直径达1.7 m。具体工序为分析固废成分,去除有害物质,回收可用之物并粉碎成末,根据属性和需求匹配3D 打印物品。以园林饰物“雪花”为例,适宜匹配碎石砖块等建筑垃圾为制作原料,将黏合剂与固废粉末混合均匀后加入打印机中完成制备工艺。变废为宝的大胆创作让人不由自主联想到:废物真是放错位置的宝藏,这也体现了绿色、低碳和环保的奥运理念。

图7 “雪花”饰物
图8所示3D 打印的雪车头盔是通过3D 扫描获取运动员的头部数据,综合3D 设计和打印技术,根据每一位运动员的实际需求个性化定制而成。选用思看科技iReal 2E 三维扫描仪,采用非接触式不贴点拼接技术,完成运动员头部三维数据的获取。东莞理工学院设计团队再根据运动员的头型,结合战术特点实现个性化头盔定制,其缓冲层设计采用了点阵结构。头盔外壳由中国航天T800 碳纤维和纯碳纤维材料加工而成,内衬采用华曙高科Flight 光纤双激光烧结技术结合万华化学新型TPU 材料打印而成。3D 打印的碳纤维外壳使得雪车头盔质量(约1.1 kg)比国家队之前使用的传统头盔减少了500 g,有效地为运动员减少了负重。

图8 雪车头盔
为了扭转全球知名碳纤维速滑冰鞋均由欧美公司垄断生产的局面,我国成功研制出第一代高性能碳纤维复合材料速滑冰鞋。与先前国家队使用的高端速滑冰鞋相比,碳纤维冰鞋重量减轻3%~4%,冰鞋剥离强度提升7%,这一突破将推进冰鞋的迭代。通过采集速滑运动员脚型和足底压力数据,利用逆向工程软件建立运动员脚部模型,采用3D 打印技术实现冰鞋鞋楦的快速定制(图9)。选用高性能碳纤维复合材料,在提升冰鞋性能的同时,实现轻量化制造。

图9 速滑冰鞋
图10所示的滑雪机器人亮相北京冬奥会。这款滑雪机器人的外壳及四肢的覆盖件均采用SLA 3D 打印技术制造,材料为光敏树脂材料,并经过后期喷涂上色再安装于机器人上。

图10 滑雪机器人
结束语
基于材料属性特征,3D 打印机及其产品正发生着因物打印的灵活化调控,甚至使用废弃物进行相宜产品的打印,实现了循环再利用的低碳社会,倡导了低碳环保和绿色制造的环境友好理念。
猜你喜欢
格言·校园版(2023年25期)2023-10-31 17:30:16
体育科技文献通报(2022年5期)2022-06-05 07:23:18
娃娃乐园·综合智能(2022年5期)2022-05-10 08:54:26
新体育·运动与科技(2022年2期)2022-03-25 13:20:48
小学科学(学生版)(2021年10期)2021-12-28 15:01:27
阅读(快乐英语高年级)(2021年12期)2021-05-30 10:48:04
红领巾·探索(2018年11期)2018-12-10 01:43:18
小哥白尼(军事科学)(2018年9期)2018-12-08 08:18:46
小学生导刊(低年级)(2016年8期)2016-09-24 07:41:34
专用汽车(2016年1期)2016-03-01 04:13:20
