
激光选区熔化成形TC4钛合金激光焊接头组织与力学性能
2022-05-29 08:01田天崔丽贺定勇吴旭郭星晔
航空科学技术 2022年4期
关键词:力学性能
田天 崔丽 贺定勇 吴旭 郭星晔
摘要:对3mm厚激光选区熔化成形(SLM)TC4钛合金对接接头进行了激光焊接工艺试验,研究了80J/mm和100J/mm两种能量输入对接头焊缝成形、微观组织及接头力学性能的影响。结果表明,在两种不同焊接能量输入条件下,激光焊接SLM成形TC4钛合金获得良好的焊缝成形,焊缝区的平均显微硬度分别为388.7HV及403.3HV,高于SLM成形TC4钛合金母材(370.6HV),接头的抗拉强度分别为1027MPa及1018MPa,略低于母材(1201MPa)。
关键词:激光选区熔化;TC4钛合金;激光焊接;接头组织;力学性能
中图分类号:TG456.7文献标识码:ADOI:10.19452/j.issn1007-5453.2022.04.013
基金项目:航空科学基金(20200042075001)
钛合金作为一种轻金属合金材料,具有高比强度、高比模量、高韧性、耐蚀性,以及易加工等优良的综合性能,广泛应用于航空航天及其发动机结构中[1]。随着飞机轻量化需求的不断增长,航空发动机零件的形状和结构越来越复杂,对钛合金结构轻量化及性能提出了更高要求,传统的制造技术已经难以满足对钛合金精密复杂零件的需求。增材制造(additive manufacturing, AM)相对于传统制造技术具有显著的优势。AM技术的出现解决了钛合金精密构件制造的难题,钛合金AM成形材料用量和所占比例不断增大,已成为国内外航空钛合金先进制造领域的研究热点[2]。激光选区熔化(selective laser melting, SLM)技术具有成形精度高、表面质量好及可制造形状复杂零件等优势,可有效减少传统制造工艺中焊缝和零部件数量,从而实现高可靠性、集约化和轻量化制造,尤其适合复杂结构零件的精密快速制造[3]。然而,受到粉床AM成形腔尺寸的限制,或者复杂结构件的多功能需求,或者基于AM直接成形大尺寸结构件的成本考虑,大尺寸复杂结构AM成形材料往往难以直接实现。为此,很多情况下都要涉及将单独的AM成形材料,或者将AM成形材料与其他传统材料的连接问题。焊接作为一种优质、高效的连接手段成为首选。同时,这些AM成形材料在后续加工和使用过程中,可能会出现零件损伤失效的情况,如整体报废或更换,会造成极大的材料资源浪费,增加生产成本。因此,往往采用焊接技术进行有效修复,恢复其使用性能,延长使用寿命。综上可见,采用焊接技术对AM成形材料进行连接或修复具有迫切需求。与常规焊接方法相比,激光焊能量密度高,加热集中,对材料热损伤小,焊缝深宽比大,焊接接头残余应力低,而且焊接精度高,可显著减少焊后加工量,焊接接头质量可与电子束焊媲美,却无须真空环境,是21世纪先进的制造技术之一[4]。国内外学者十分重视激光焊在航空结构制造中的应用研究,并视其为在航空结构制造领域具有发展前景的焊接技术[5]。
目前,国内外钛合金AM成形材料的焊接研究尚处于刚刚起步阶段,对AM成形材料的焊接方面的研究报道有限。H. Yu等[6]进行了TC4钛合金SLM件与锻件以及SLM件与SLM件的激光焊接,去应力退火的SLM成形TC4钛合金可以获得良好的激光焊接性能,且SLM件之间的激光焊接参数选择范围更加广泛。W. W. Wits等[7]进行了TC4钛合金SLM件与锻件脉冲激光焊接研究,要获得相同的焊縫面积,SLM成形TC4钛合金相对于锻造TC4钛合金需要更大的激光功率。Y. Y. Sun等[8]进行了TC4钛合金EBM件与锻件的激光焊接工艺探索。结果表明,EBM成形TC4钛合金母材中的气孔与未熔合缺陷造成了焊接接头力学性能的下降。T.Rautio等[9]研究了不同打印层厚度参数对TC4钛合金以及激光焊接头拉伸性能的影响:采用50μm和30μm厚度打印的TC4钛合金SLM件延伸率分别为9%和15%,激光焊接头的拉伸强度没有降低,但接头延伸率显著降低,且母材SLM件的拉伸性能决定了接头的性能。
可见,目前研究人员大多探索AM成形TC4钛合金以及TC4钛合金AM成形件与传统制造TC4钛合金激光焊接的可行性,而关于激光焊接参数对SLM成形TC4钛合金的激光焊接接头组织和力学性能方面的研究则鲜见报道。本文对SLM成形的TC4钛合金薄板对接接头进行激光焊接工艺试验,探索焊接能量输入对SLM成形TC4钛合金接头焊缝成形、微观组织和接头力学性能的影响。
1试验方法
焊接母材为厚度3mm的SLM成形TC4钛合金薄板。将粒径15~53μm TC4钛合金粉末采用EOS M-280型SLM设备制备,采用阿基米德排水法测量其致密度为99.92%。


2结果与讨论
2.1母材形貌及组织
图2为SLM成形TC4钛合金宏观组织和微观组织的三维形貌。在XOY平面呈现了等轴晶形貌,如图2(b)所示。其微观组织为α+β双相组织,在β-Ti晶粒内分布着大量束状针状α?马氏体[10],如图2(c)所示。而在YOZ和XOZ方向,也就是打印件的两侧面,同样呈现了粗大的柱状晶,如图2(d)所示。β- Ti晶粒呈现连续外延生长,并贯穿多个微熔池[11],且在柱状β- Ti晶粒内部分布着网篮状针状α?-Ti马氏体[12],如图2(e)所示。
2.2接头横截面形貌及微观组织
图3为两种焊接能量输入条件下SLM成形TC4钛合金激光焊接头横截面形貌。可见,两种焊接能量输入下均获得了全熔透焊缝,呈沙漏形,带有适当的余高,横截面中未见气孔、裂纹等缺陷。在两种焊接能量输入情况下,与传统TC4钛合金焊接接头相似,SLM成形TC4钛合金接头产生了焊缝、热影响区(HAZ)和母材三个组织特征明显不同的区域[13]。两种不同的焊接能量输入产生的焊缝及热影响区形状尺寸有显著差异。
对比图3(a)和图3(b)发现,在100J/mm焊接能量输入下获得的焊缝和HAZ面积明显大于能量输入为80J/mm接头,焊缝的熔宽以及HAZ宽度更大。因此,能量输入较大,焊缝面积和HAZ较宽。此外,两个焊缝产生了粗大的β柱状晶,这是由于钛合金导热性较差、β相极易过热且快速长大,在熔合线附近母材通过联生结晶、外延生长形成[14]。
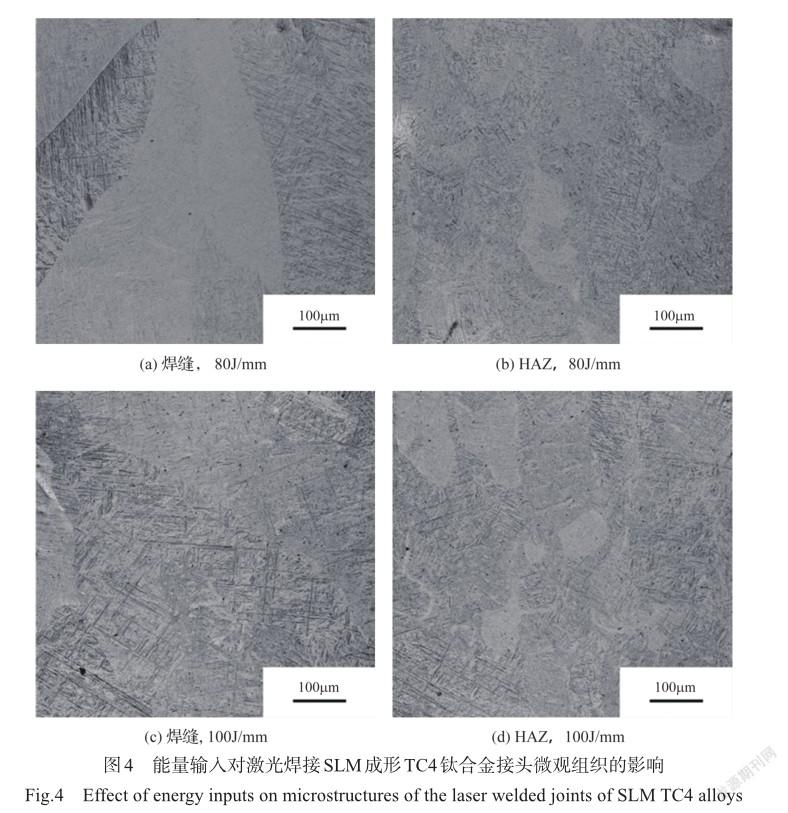
图4为两种不同焊接能量输入激光焊接SLM成形TC4钛合金接头不同区域的微观组织形貌。如图4(a)和图4(c)所示,在焊缝区,焊缝上部主要以粗大β柱状晶为主,β晶粒内部分布着大量针状α?马氏体,这是因为在焊缝金属冷却过程中,在β发生马氏体相变形成的;β柱状晶内部的α?马氏体呈束状或交错成网篮状,这种组织的形成是由于钛合金焊接过程中在较高温度的β区停留时间不足、冷却速度过快所致[15]。对比图4(a)与图4(c)发现,随着焊接能量输入的降低,柱状晶的宽度明显变窄,β晶粒尺寸明显细化。如图4(b)与图4(d)所示,在HAZ,受到焊接能量输入的作用,β晶粒呈等轴状,组织相对于母材中产生了明显的粗化。
2.3力学性能
2.3.1接头显微硬度
对SLM成形TC4钛合金的三维方向进行了显微硬度测试,平均硬度值在361.9~375HV之间,三维方向硬度值差异较小。此数值与传统锻造TC4钛合金[16]硬度相比明显提高,主要原因为SLM成形TC4钛合金组织中含有针状α?马氏体,其硬度值高于传统锻造TC4钛合金的α+β相[12]。
对两个不同能量输入接头不同区域进行了显微硬度测试,结果如图5所示。由图可见,两种接头焊缝区的硬度分别为388.7HV和403.3HV,HAZ硬度分别为373.9HV和377.8HV,母材硬度为370.6HV。相对于母材,两种焊缝金属具有更高的硬度,这是由于β柱状晶中分布着大量的针状α?马氏体[17],而HAZ硬度与母材接近。
2.3.2拉伸性能及断口分析
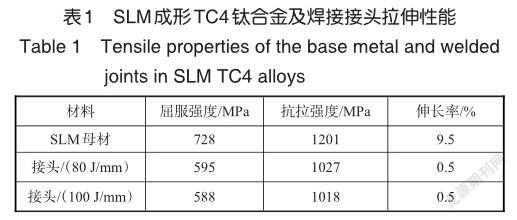
SLM成形TC4钛合金母材以及两种能量输入条件下接头的拉伸性能见表1。可见,SLM成形TC4钛合金母材的拉伸强度与断后延伸率与传统锻造TC4钛合金[16]一致。焊接后,接头的抗拉强度和屈服强度分别为1027MPa和1018MPa,相对于母材略有降低。然而,延伸率却从9.5%降低到0.5%,表明SLM成形TC4鈦合金接头的室温塑性显著降低。可见,SLM成形TC4钛合金激光焊接后,接头的拉伸强度略有降低,而室温塑性显著低于母材。


采用SEM分别对母材和焊接接头拉伸断口形貌进行了观察,如图6所示。母材SLM成形TC4钛合金拉伸断裂试样的低倍断口形貌如图6(a)所示,其断口由韧窝和撕裂棱组成,表现为韧-脆混合断裂特征,基体上有较多的等轴韧窝,这是母材具有较高的延伸率的原因。焊接后,两种接头拉伸后均断裂于焊缝,拉伸断口形貌如图6(b)与图6(c)所示。可见,断口表面呈现沿晶脆性断裂特征,沿晶界产生了微裂纹,具有少量较浅的韧窝,然而微观塑性变形对提高接头强度影响不大。
3结论
通过研究,可以得出以下结论:
(1)在80J/mm和100J/mm两种焊接能量输入下,SLM成形TC4钛合金激光焊接能够获得良好的焊缝成形,焊接能量输入从80J/mm增加到100J/mm,焊缝横截面面积增大,焊缝区的熔宽增加了约20%。因此,随着焊接能量输入增加,焊缝区的熔宽增加。
(2)SLM成形TC4钛合金激光焊焊缝金属为粗大的β柱状晶,且柱状晶内部存在大量针状α?马氏体。
(3)在能量输入为80J/mm和100J/mm条件下,SLM成形TC4钛合金激光焊缝显微硬度分别为388.7HV和403.3HV,高于母材(370.6HV),这是因为焊缝金属β柱状晶内形成了大量针状α?马氏体。
(4)SLM成形TC4钛合金母材的抗拉强度为1201MPa,断后延伸率为9.5%,与传统锻造TC4钛合金一致。激光焊接后,接头的抗拉强度和屈服强度相对于母材略有降低,而延伸率则从9.5%降低到0.5%。

参考文献
[1]苗迪迪,郑达,郑侃,等.旋转超声铣削钛合金残余应力及疲劳试验研究[J].航空科学技术, 2020, 31(6):73-77. Miao Didi, Zheng Da, Zheng Kan, et al. Experimental study on residual stress and fatigue of titanium alloy by rotary ultrasonic milling[J]. Aeronautical Science & Technology, 2020, 31(6):73-77. (in Chinese)
[2]王霄,王东生,高雪松,等.轻合金构件激光增材制造研究现状及其发展[J].应用激光, 2016, 36(4):478-483. Wang Xiao, Wang Dongsheng, Gao Xuesong, et al. Research status and development in laser additive manufacturing of light alloy components[J]. Applied Laser, 2016, 36(4): 478-483. (in Chinese)
[3]郑寅岚,何艳丽,陈晓晖,等.选区激光熔化成形GH3536合金的高温拉伸性能及断裂行为分析[J].中国激光, 2020 ,47(8):106-115. Zheng Yinlan, He Yanli, Chen Xiaohui, et al. Elevatedtemperature tensile properties and fracture behavior of GH3536 alloy formed via selective laser melting[J]. Chinese Journal of Lasers, 2020 ,47(8):106-115. (in Chinese)
[4]Cui L,Peng Z,Yuan X,et al. EBSD investigation of the microtexture of weld metal and base metal in laser welded Al-Li alloys[J]. Materials,2018,11(12):2357.
[5]张迪,赵琳,刘奥博,等.激光能量对激光焊接接头熔化形状、气孔和微观组织的影响及其调控方法[J].中国激光, 2021, 48(15):204-217. Zhang Di, Zhao Lin, Liu Aobo, et al. Understanding and controlling the influence of laser energy on penetration, porosity, and microstructure during laser welding[J]. Chinese Journal of Lasers, 2021, 48(15):204-217. (in Chinese)
[6]Yu H,Li F,Yang J,et al. Investigation on laser welding of selectivelasermeltedTi-6Al-4Vparts:weldability,microstructure and mechanical properties[J]. Materials Science and Engineering:A,2018,712:20-27.
[7]Wits W W,Becker J M J. Laser beam welding of titanium additive manufactured parts[J]. Procedia CIRP,2015,28:70-75.
[8]Sun Y Y,Wang P,Lu S L,et al. Laser welding of electron beam melted Ti-6Al-4V to wrought Ti-6Al-4V:effect of welding angle on microstructure and mechanical properties[J]. Journal ofAlloys and Compounds,2019,782:967-972.
[9]Rautio T,Hamada A,Mkikangas J,et al. Laser welding of selectivelasermeltedTi6Al4V:microstructureand mechanicalproperties[J].Materials Today:Proceedings,2020,28:907-911.
[10]隋清萱.激光选区熔化成形Ti6Al4V合金微观组织及性能研究[D].济南:山东大学,2020. Sui Qingxuan. Research on microstructure and properties of Ti6Al4V alloy by selective laser melting[D]. Jinan: Shandong University, 2020. (in Chinese)
[11]Dai N,Zhang L,Zhang J,et al. Distinction in corrosion resistance of selective laser melted Ti-6Al-4V alloy on different planes[J]. Corrosion Science,2016,111:703-710.
[12]张伟祥. TC4钛合金激光选区熔化成形工艺及性能研究[D].广州:广东工业大学, 2019. Zhang Weixiang. Investigation on process and performance of TC4 alloy fabricated by selective laser melting[D]. Guangzhou: Guangdong University of Technology, 2019. (in Chinese)
[13]高潘,曾衛东,张传臣,等.热处理对TC4-DT/TC21钛合金线性摩擦焊接头组织和性能的影响[J].航空科学技术, 2021, 32(9):50-56. Gao Pan, Zeng Weidong, Zhang Chuanchen, et al. Effect of heat treatment on microstructure and properties of TC4-DT/ TC21titaniumalloylinearfrictionweldedjoints[J]. Aeronautical Science & Technology, 2021, 32(9): 50-56. (in Chinese)
[14]闫泰起,程序,李安,等.轧制+增材TC4合金电子束焊接接头组织与性能[J].焊接学报, 2019, 40(6):112-117, 166. Yan Taiqi, Cheng Xu, Li An, et al. Microstructure and mechanical properties of electron beam welded joints in different state of TC4[J]. Transactions of the China Welding Institution, 2019, 40(6):112-117, 166. (in Chinese)
[15]王云.典型材料激光選区熔化成形后的焊接特性研究[D].武汉:华中科技大学, 2017. Wang Yun. Research on welding characteristics of typical materials manufactured by selective laser melting[D]. Wuhan: Huazhong University of Science & Technology, 2017. (in Chinese)
[16]宗学文,刘文杰,张健,等.激光选区熔化与铸造成形TC4钛合金的力学性能分析[J].材料导报, 2020, 34(16):16083-16086. Zong Xuewen, Liu Wenjie, Zhang Jian, et al. Analysis of mechanical properties of TC4 titanium alloy formed by laser selective melting and casting[J]. Materials Reports, 2020, 34(16):16083-16086. (in Chinese)
[17]芦伟,巩水利,马旭颐,等.双光束激光焊钛合金T形接头的组织特征与力学性能[J].航空制造技术, 2015(17):104-106, 109. Lu Wei, Gong Shuili, Ma Xuyi, et al. Microstructure characteristics and mechanical properties of double-sided laser beam weldedtitaniumT-joints[J].AeronauticalManufacturing Technology, 2015(17):104-106, 109. (in Chinese)
Microstructure and Mechanical Properties of Laser Welded Joints of SLM TC4 Alloys
Tian Tian,Cui Li,He Dingyong,Wu Xu,Guo Xingye
Institute of Welding and Surface Engineering Technology,Beijing University of Technology,Beijing 100124,China
Abstract: Laser welding of TC4 alloys prepared by selective laser melting (SLM) is carried out on butt joints of 3mm thickness. This paper studies the influences of two energy inputs of 80J/mm and 100J/mm on the weld appearance, microstructures and mechanical properties of the welded joints. The results show that the laser welding of SLM TC4 alloys achieves sound welded shape under the conditions of two welding energy inputs. The average microhardness value of the weld metal are 388.7HV and 403.3HV, respectively, which are both higher than that of BM. The ultimate tensile strength of the welded joints is 1027MPa and 1018MPa, respectively, which are a little lower than that of BM (1201MPa).
Key Words: selective laser melting; TC4 alloys; laser welding; microstructure; mechanical properties
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
建筑科学与工程学报(2016年6期)2017-01-18
建材发展导向(2016年6期)2017-01-17
建材发展导向(2016年6期)2017-01-17
现代商贸工业(2016年28期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年7期)2016-04-01
