
盐析凝胶-电催化氧化法处理水射流磨料生产废水试验研究
2022-05-27 03:58李志涛韦丽敏曾小明
广州化工 2022年9期
李志涛,韦丽敏,曾小明,赵 攀,唐 光
(江苏宜裕环保科技有限公司,江苏 宜兴 214200)
随着有色金属材料、不锈钢、高分子和复合材料的制品不断涌现,人们对材料表面的处理加工要求越来越高。水射流加工工艺作为材料表面处理的一种重要的方法,凭借其无热影响区,加工力小和加工范围广等优点,在材料表面修饰、涂装、去污、去飞边及毛刺等工艺中得到较为广泛应用[1-4]。喷射磨料作为水射流加工工艺的重要组成部分,在其工业大生产中,产生了大量的有机废水。该废水除含有少量树脂和部分反应副产物外,主要含有聚乙烯醇(Polyvinyl alcohol,简称PVA)。倘若对此类废水不加处理而排入水体,会使水体产生大量泡沫,不利于水体复氧,同时还会促进水体沉积物中重金属的迁移释放,对水体环境造成严重破坏[5]。
针对聚乙烯醇有机废水的处理,国内外学者做了大量的研究,并已取得了一批重要的科研成果。在这些研究成果中,对含PVA的废水处理方法大致可划分为三类,即物理法,化学法和生物法。其物理法主要有盐析凝胶法[6]、吸附法[7]、萃取法[8]、泡沫分离法[8]和膜分离法[9]等;化学法主要有高级湿式氧化法[10]、光催化氧化法[11]、Fenton氧化法[12]、过硫酸盐氧化法[13]、臭氧氧化法[14]、微波辐射法[15]和电化学法[16]。这些方法都有各自的优点,但多都在试验室研究阶段,尚未有大规模的实际应用。本文拟采用盐析凝胶法对废水中的PVA加以回收,并对盐析凝胶后的废水进行电催化氧化法处理,旨在实现废水中有效成分资源化的同时,降解废水中的有机物,使之达到无害化。
1 试验材料与方法
1.1 试验用水
试验废水为喷射磨料生产废水,其水质特征见表1。

表1 水射流磨料生产工艺废水水质特征
1.2 主要试验药品与仪器
试验药品:Na2SO4,Na2B4O7·10H2O,H2O2(质量分数30%),浓硫酸,NaOH,重铬酸钾,硫酸银,硫酸汞,硫酸亚铁铵等,试剂均为分析纯。
试验仪器:85-2控温磁力搅拌器,江苏省金坛市医疗仪器厂;pHS-2C酸度计,杭州东星仪器设备厂;721S紫外可见分光光度计,上海棱光技术有限公司。
电催化氧化实验装置主要由电解槽(自制),电极板和稳压稳流直流电源构成。实验过程中,电解槽的阳极为钛基铂电极,阴极石墨电极。
1.3 试验方法
取200 mL废水于500 mL烧杯中,调节废水pH及初始温度,并投加一定量的Na2SO4和Na2B4O7·10H2O,置于磁力搅拌器上搅拌,控制反应时间,待反应结束后取上清液测定PVA浓度,并计算其回收率。
室温下取盐析凝胶后废水400 mL于电解槽中,调节pH值并置于磁力搅拌器上搅拌,控制反应时间,待反应结束后,测定反应结束后PVA浓度及COD值。
1.4 分析方法
COD的测定采用密封消解快速测定法;PVA的测定采用可见分光光度法[6]。
2 结果与讨论
2.1 盐析凝胶法回收PVA
2.1.1 反应时间对PVA回收率的影响
室温下,调节废水pH为4.0,并向盛有200 mL废水的烧杯中加入Na2SO415 g/L和Na2B4O7·10H2O2 g/L置于磁力搅拌器上搅拌,控制不同反应时间,待反应结束后测定废水中PVA浓度,并计算其回收率。
由图1可以看出,聚乙烯醇的回收率随着反应时间的增加而增大。在0~60 min内,PVA的回收率大幅度增加且当反应时间为60 min时,PVA的回收率高达82.05%。这主要是因为加入的硼砂与水中的聚乙烯醇发生交联反应,产生络合物胶[6,17],在硫酸钠的共同作用下,短时间内从废水中析出,使得PVA回收率大幅度提高。在60~150 min时间范围内,PVA回收率增加较为缓慢。因此,采用盐析凝胶法回收聚乙烯醇时,选择60 min作为最佳反应时间。

图1 反应时间对PVA回收率的影响Fig.1 Effect of different reaction time on PVA recovery efficiency
2.1.2 硫酸钠投加量对PVA回收率的影响
室温下,调节废水pH为4.0并向盛有200 mL废水的烧杯中投加2 g/L的Na2B4O7·10H2O,改变Na2SO4的投加量,置于磁力搅拌器上搅拌,反应60 min后,测定废水中PVA浓度,并计算其回收率。
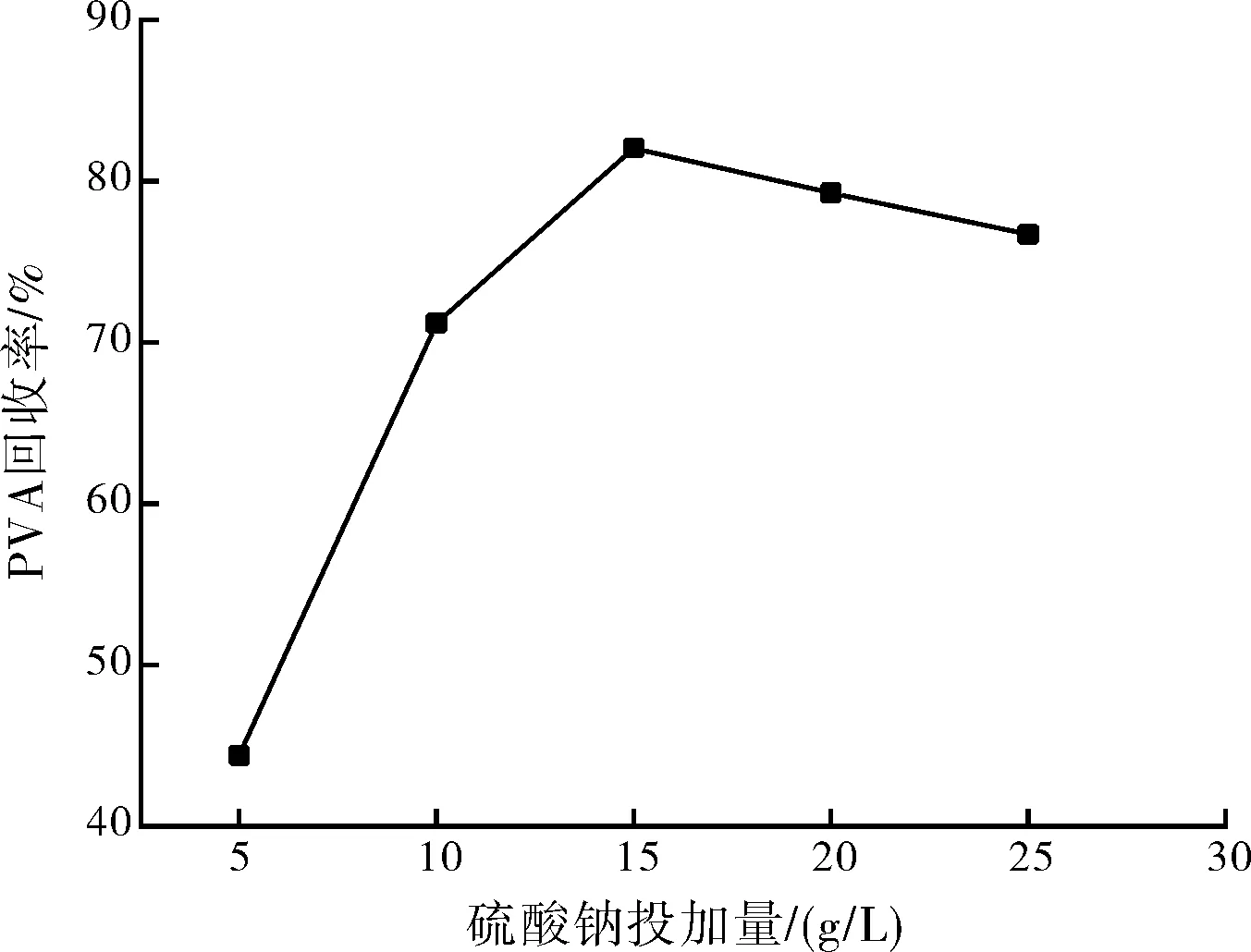
图2 硫酸钠投加量对PVA回收率的影响Fig.2 Effect of different dosages of Na2SO4 on PVA recovery efficiency
由图2可以看出,随着Na2SO4投加量的增加,聚乙烯醇回收率呈现出先增加后下降的趋势。当Na2SO4投加量为15 g/L时,聚乙烯醇回收率达到最大。这主要是因为随Na2SO4投加量的增加,废水中盐离子浓度增大,可以产生很强的水合能力,将大量水分吸附到自己周围,使PVA暴露出来的疏水性区域增加,彼此靠着疏水性作用力结合而从水中分离出来[6],提高PVA的回收率。继续增加Na2SO4投加量,却导致聚乙烯醇回收率的下降。所以,在试验中选择Na2SO4的最佳投加量为15 g/L。
2.1.3 硼砂投加量对PVA回收率的影响
室温下,调节废水pH为4.0并向盛有200 mL废水的烧杯中投加15 g/L的Na2SO4,改变Na2B4O7·10H2O的投加量,置于磁力搅拌器上搅拌,反应60 min后,测定废水中PVA浓度,并计算其回收率。
由图3可以看出,当硼砂投加量小于2.5 g/L,聚乙烯醇的回收率随着硼砂投加量的增加而增大;当硼砂投加量大于2.5 g/L,聚乙烯醇的回收率却随着硼砂投加量的增加而减小。这主要因为硼砂投加量适度增加,可使得废水中聚乙烯醇与更多的硼砂参与反应,产生双二醇型结构[6],吸附能力增强而回收率增加;当硼砂投加量过大,架桥所需的吸附点减少,使架桥变得困难,同时粒子间的相互排斥,出现分散稳定现象,使絮凝体变为稳定的胶体[18],使得PVA的回收率去除率反而随着硼砂投加浓度的增加而减少。故试验中选择硼砂的最佳投加量为2.5 g/L。
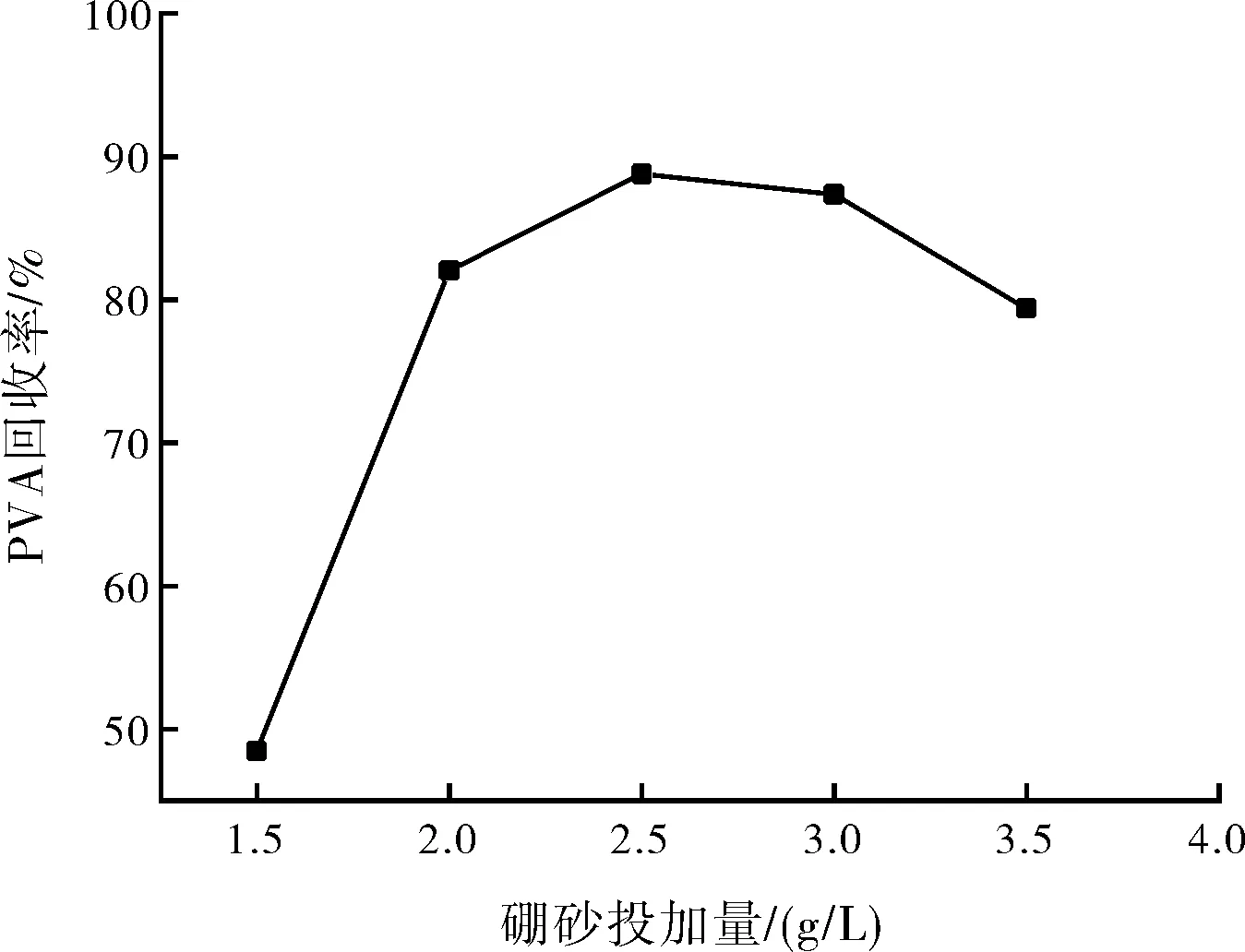
图3 硼砂投加量对PVA回收率的影响Fig.3 Effect of different dosages of Na2B4O7·10H2O on PVA recovery efficiency
2.1.4 pH对PVA回收率的影响
室温下,改变废水初始pH,向盛有200 mL废水的烧杯中投加Na2SO415 g/L和Na2B4O7·10H2O 2.5 g/L,置于磁力搅拌器上搅拌,反应60 min后,测定废水中PVA浓度,并计算其回收率。
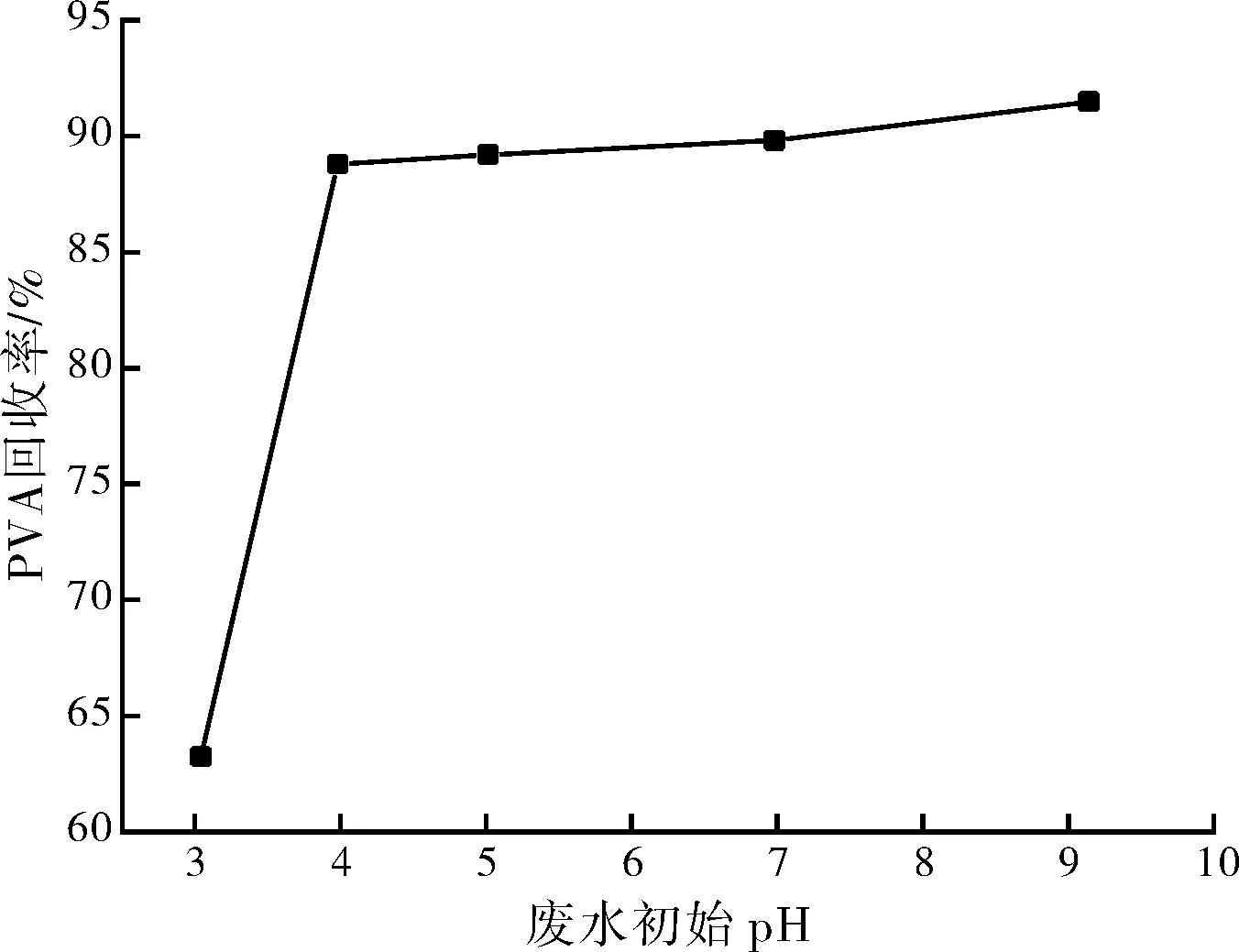
图4 废水初始pH对PVA回收率的影响Fig.4 Effect of different pH value on PVA recovery efficiency
由图4可以看出,随着废水pH的增大PVA的回收率也逐渐增大。当pH为4.0时,聚乙烯醇的回收率为88.78%;pH在4~9范围内变化时,PVA回收率略有提高但变化幅度不明显。这主要因为在酸性较强时,硼砂发生水解,生成硼酸[19],其与PVA只能生成单分子相邻羟基的单二醇型结构,该络合物的凝胶作用比硼砂与PVA生成的双二醇型结构小,聚乙烯醇回收率低;废水初始pH的增大,抑制了硼砂的水解,利于与PVA反应生成双二醇结构,有助于聚乙烯醇的回收[20]。
故确定pH为4.0作为最佳工艺参数进行后续实验。
2.1.5 温度对PVA回收率的影响

表2 温度对PVA回收率的影响
调节废水pH为4.0,向盛有200 mL废水的烧杯中投加Na2SO415 g/L和Na2B4O7·10H2O 2.5 g/L,置于磁力搅拌器上搅拌,改变反应温度,反应60 min后,测定废水PVA浓度,并计算PVA的回收率。
由表2可以看出,随温度的大幅度升高,聚乙烯醇回收率略有增加。当废水反应温度由室温升高至50 ℃时,聚乙烯醇的回收率由88.78%升高至91.87%。这可能是因为温度升高,增加了硼砂及聚乙烯醇反应的初始动能,加快了反应的速率,但温度的升高也使得反应生成的络合物发生了部分溶解,可见温度在反应中起着双重作用,其对聚乙烯醇回收率的影响不显著。故室温下进行采用盐析凝胶法回收PVA即可满足实验要求。
2.2 电催化氧化处理
根据盐析凝胶法的最佳工艺参数,对水射流磨料生产废水进行处理,为Fenton氧化试验准备实验用水。盐析凝胶法处理后废水水质特征为:废水pH=8.20,PVA、COD、Na2SO4浓度分别为370.93 mg/L,2453.126 mg/L,14.23 g/L。
2.2.1 反应时间对PVA、COD去除率的影响
室温下,保持废水原有pH值不变,控制板间距离21 mm,向电解槽中加入400 mL废水置于恒温磁力搅拌器进行搅拌,调节槽电压为10 V,控制反应时间分别为20 min、30 min、45 min、60 min、90 min,待反应结束后,对废水的体积进行计量并对PVA及COD进行测定,计算其去除率,结果见图5。
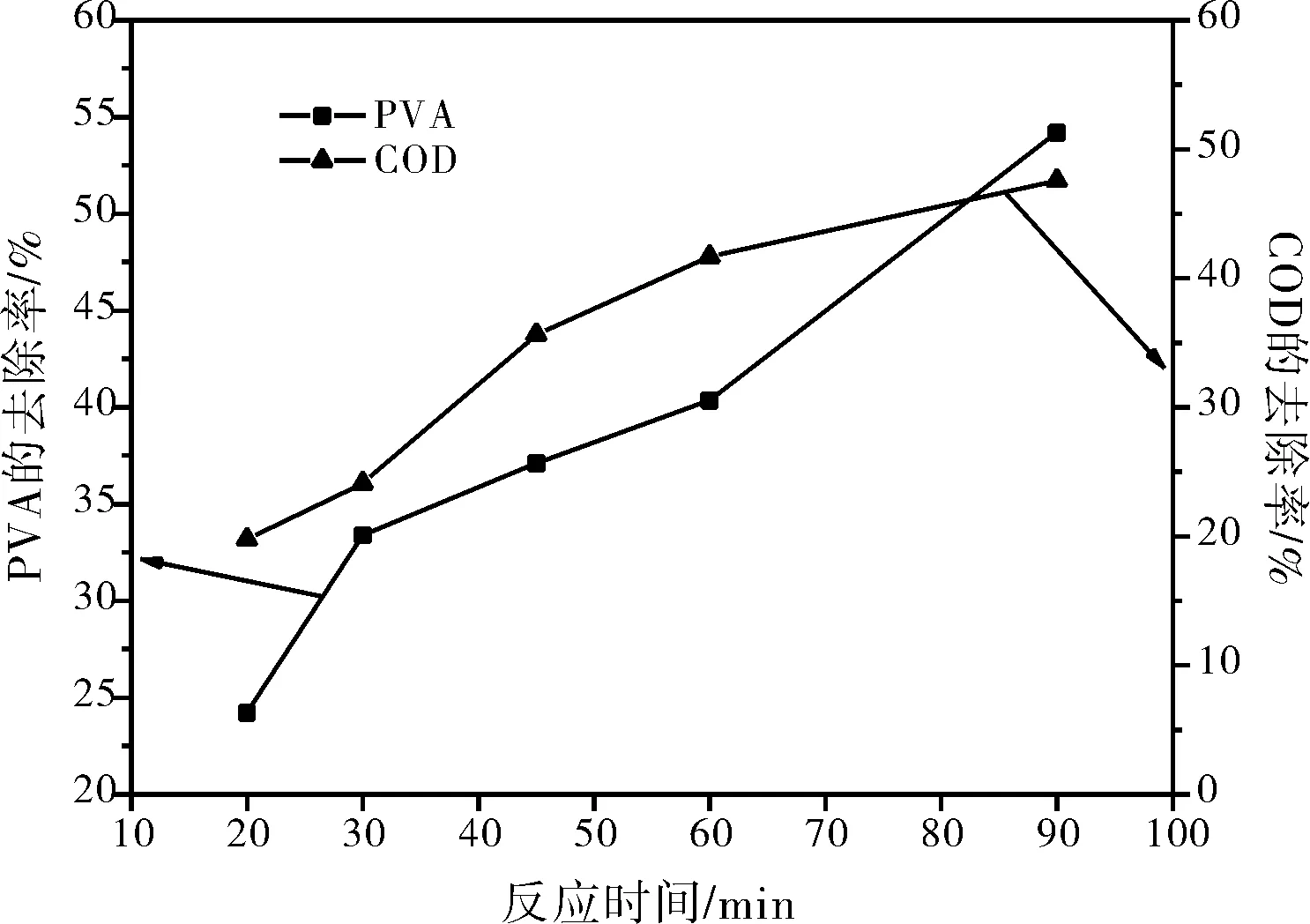
图5 反应时间对废水中PVA、COD去除率的影响Fig.5 Effect of reaction time on COD and PVA removal efficiency
由图5可以看出,随着反应时间的延长,废水中PVA、COD的去除率都随之增大。当反应时间为90 min时,PVA、COD的去除率分别为54.21%和47.57%。
2.2.2 槽电压对PVA、COD去除率的影响
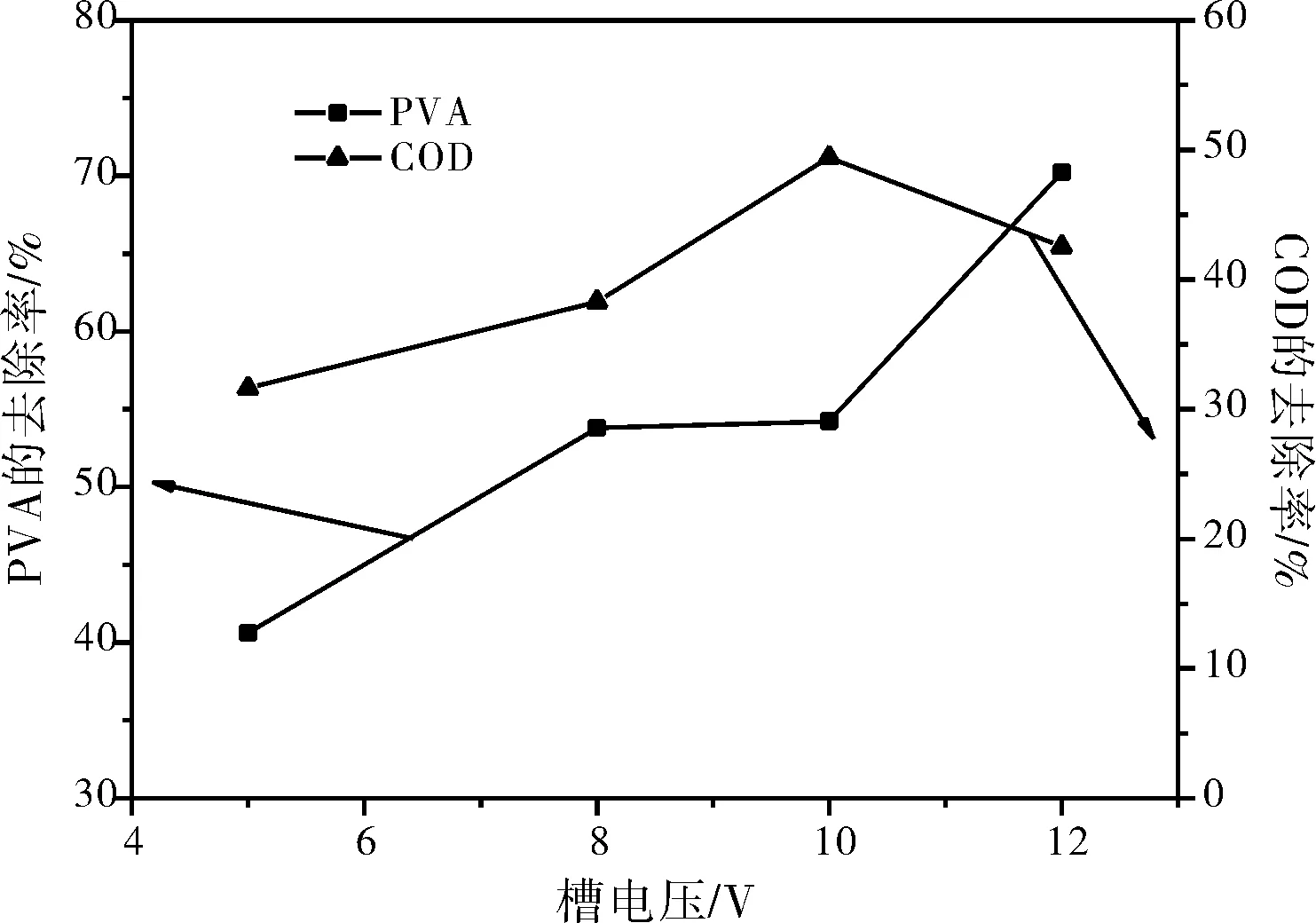
图6 槽电压对废水中PVA、COD去除率的影响Fig.6 Effect of electrolyzer voltage on COD and PVA removal efficiency
室温下,保持废水原有pH值不变,控制板间距离21 mm,向电解槽中加入400 mL废水,搅拌,调节槽电压分别为5 V、8 V、10 V、12 V,反应时间为90 min后,对废水的体积进行计量并对PVA及COD进行测定,计算其去除率,结果见图6。
由6 可以看出,随着槽电压的升高,废水中的COD和PVA的去除率都有明显提高。当槽电压为10 V,COD的去除率达到最大为49.42%;当槽电压为12 V,COD的去除率降为42.52%,此时PVA去除率由54.21%升高为70.23%。这主要是因为槽电压较低时,电流密度较小,电子传递速度较慢,电极反应较弱,单位时间内废水中有机物的去除率较小;槽电压适度增大,加快了电子传递速度,促进了电极反应速度,提高了有机物的去除率[19]。但槽电压过大,导致电流密度过大,会加剧析氧、析氢等副反应,进而影响有机物的电极反应,使得COD去除率下降。而副反应的加剧,却使得气体的产生量增加,对PVA起到了气浮去除的效果,使PVA去除率得以提高。综合槽电压变化对COD及PVA的去除效果的影响,并考虑电耗成本,故选择10 V做为后续试验的工艺参数。
2.2.3 废水初始pH值对PVA、COD去除率的影响
室温下,控制板间距离21 mm,向电解槽中加入400 mL废水,并调节pH分别为3、5、7、8.16、9,置于恒温磁力搅拌器进行搅拌,槽电压10 V,反应90 min后,对废水中的PVA及COD进行测定,并计算其去除率,结果见图7。
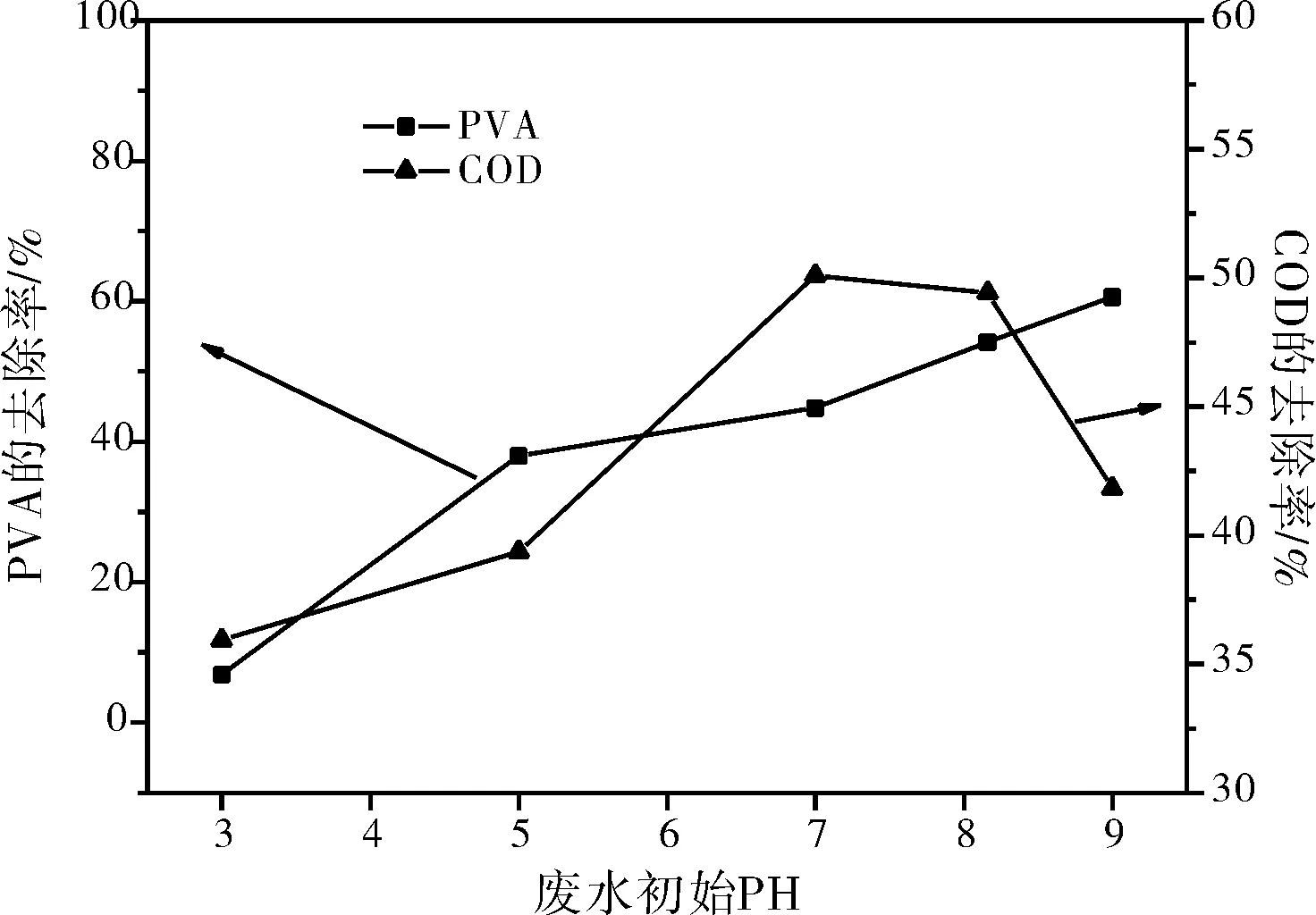
图7 废水初始pH值对废水中PVA、COD去除率的影响Fig.7 Effect of pH value on COD and PVA removal efficiency
由图7可以看出,随着pH的升高,废水的PVA去除率一直增加,当pH=9时,其去除率达到最大为60.65%;废水中COD的去除率则随pH的升高呈现出先升高再下降的趋势。当pH=7时,COD去除率达到最大为50.09%。这是因为在阳极上主要发生废水的氧化反应和析氧反应[20]。pH越大,析氧反应越剧烈,产生的气体量越多,废水中残留的PVA-硼砂络合物易于被气泡捕集而去除。但对氧化反应来说,大量的气泡在极板上析出,减少了废水中有机物与极板的有效接触[21],使得废水酸度为较强碱性时,COD的去除率有了大幅下降。综合PVA和COD的去除率,选择废水原有pH体系为最佳试验条件。
2.2.4 极板间距对PVA、COD去除率的影响
室温下,保持废水原有pH值不变,调节板间距离分别为21 mm,32 mm,38 mm,向电解槽中加入400 mL废水置于恒温磁力搅拌器进行搅拌,控制槽电压10 V,反应90 min后,对废水中的PVA及COD进行测定,并计算其去除率,结果见图8。
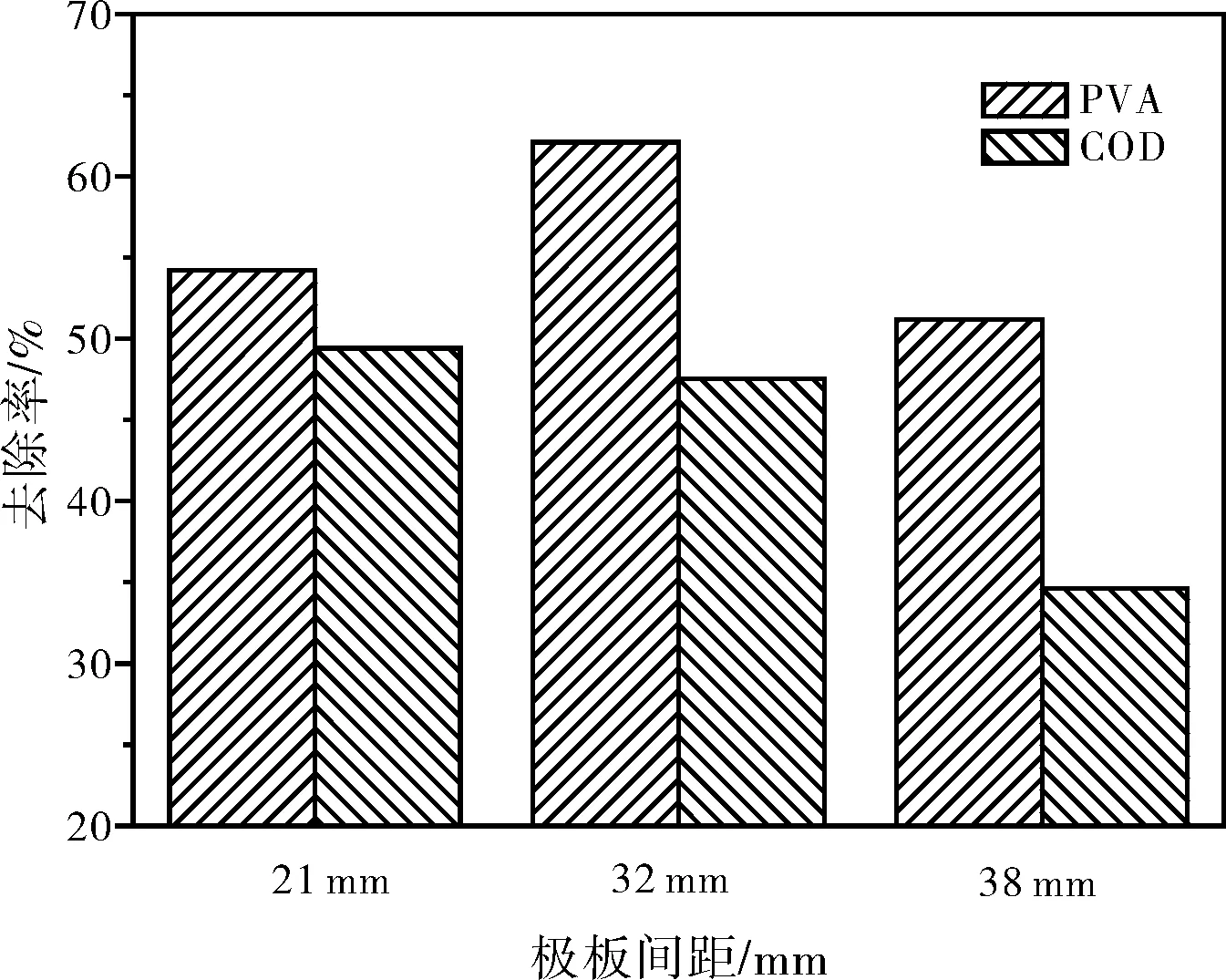
图8 极板间距对废水中PVA、COD去除率的影响Fig.8 Effect of electrodes gap on COD and PVA removal efficiency
由图8可知,当极板间距d=32 mm时,废水中PVA去除率为62.12%,较极板间距d=21 mm时PVA去除率提高7.91%,而废水COD的去除率则由49.42%降低至47.54%。这主要是因为在恒电压的条件下,增大极板间距,电流密度减小,使得氧化反应速率减弱,单位时间内COD去除率降低;但极板间距的适度增大,避免了残留于水中的PVA-硼砂络合物胶堵塞,利于PVA气浮泡沫的去除;而且,克服了极板间距较小时,阳极产生的溶剂化电子OH·等强氧化性中间产物来不及氧化有机物,就在阴极直接还原的问题。同时,极板间距的适度增大,也减弱了因极板间距较小导致水温升高进而将已富集的PVA再次溶解。继续增大板间距离为38 mm时,PVA及COD的去除效果均降低。这主要是由于板间距离过大,导致电流密度过小,减弱了有机物的极板氧化反应。故在试验中选择极板间距32 mm作为最佳试验参数。
2.2.5 通气量对PVA、COD去除率的影响
室温下,在保持废水原有pH值不变,控制极板间距离为32 mm,向电解槽中加入400 mL废水置于恒温磁力搅拌器进行搅拌,并间歇向阴极极板通入空气,槽电压10 V,反应90 min后,对废水中的PVA及COD进行测定,并计算其去除率,结果见图9。
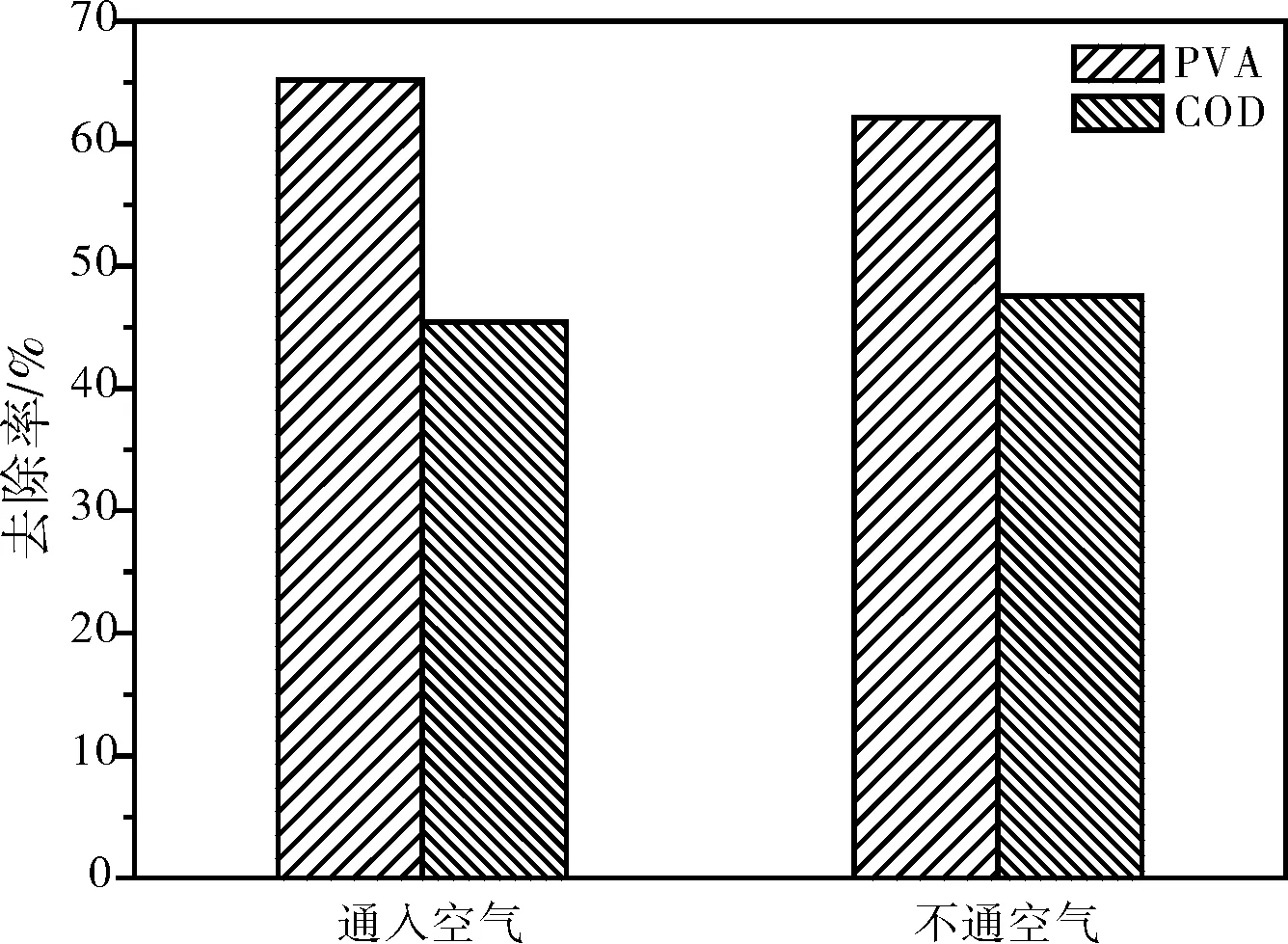
图9 通气量对废水中PVA、COD去除率的影响Fig.9 Effect of ventilation volume on COD and PVA removal efficiency
由图9可以看出,空气通入与否对废水中PVA、COD的去除率影响效果不明显。当通入空气时,废水中PVA去除率比未通入空气时仅提高3.1%,COD的去除率反而略微有所下降。这可能是因为空气的通入,对废水中PVA起到了一定的气浮去除作用,同时也起到了搅拌的效果,使得气水混合物与电极的接触面积小于液体与电极的接触面积[20],减弱了有机物极板的氧化反应,并且在弱碱性的条件下,H2O2不易产生且未能起到明显的氧化效果,总体上使得COD去除率略有下降。
3 结 论
(1)采用盐析凝胶-电催化氧化法对水射流磨料生产废水进行处理,可以有效的回收废水中的聚乙烯醇,并能高效的降解废水中的有机物。
(2)室温下调节废水pH为4.0,并按15 g/L和2.5 g/L投加Na2SO4和Na2B4O7·10H2O等药剂,控制反应60 min,废水中PVA 回收率可达88.78%。在此基础上,在保持废水原有pH值不变,控制极板间距离为32 mm,向电解槽中空气,槽电压10 V,反应90 min后,废水中的PVA降123.61 mg/L,COD降至1143.93 mg/L,后续仍需做进一步处理。
猜你喜欢
机电工程技术(2022年9期)2022-10-09
湘潭大学自然科学学报(2022年2期)2022-07-28
文萃报·周五版(2022年24期)2022-06-21
魅力中国(2021年19期)2021-11-28
食品安全导刊(2021年21期)2021-08-30
煤化工(2021年2期)2021-05-24
消费导刊(2019年31期)2019-03-13
奥秘(创新大赛)(2019年2期)2019-03-07
学苑创造·B版(2017年12期)2018-01-17
大自然探索(2015年12期)2015-09-10
