
现代铸造用单梁翻箱机的研发与设计
2022-05-27 01:28:52吴剑
中国铸造装备与技术 2022年3期
吴 剑
(江阴智铭铸造装备应用技术设计室,江苏江阴 214400)
0 引言
现代铸造工艺技术,应用智能化、自动化的技术装备不断更新,各铸造工部的机械化水平也不断提高。造型工部大型砂箱的成型、翻箱、合箱的工序流程也得到安全可靠的机械化操作。
传统的翻箱机是一种固定式的,由减速机驱动(直联驱动或者链传动),曾在九十年代设计应用过。其缺点是载荷重量小,翻转到90 度时有失重的不稳定性,而且受砂箱长宽尺寸的局限。
另一种辊道式翻箱机,类似于树脂砂铸造工艺的翻转起模机,同样受到砂箱尺寸大小的局限性,只能应用于单一砂箱。
近年来,研发设计的单梁翻箱机可应用于铸造实型砂箱翻转、合箱翻转、脱箱翻转、空箱翻转(单边双把形式)以及表面喷涂(流涂)工部的翻转、倾转或者控制合箱平衡作业(长型砂箱有偏重的情况时)。应用无线遥控操作系统,可方便实时操作,具有一定的安全性、可靠性。
单梁翻箱机在操作应用上,基本克服了传统翻箱机的缺陷。可应用于不同的砂箱尺寸,载荷重量可调(额定载重内),翻转时可调速,在90°翻转的临界状态时减速,可避免失重倾向。
单梁翻箱机看似简单,恰是铸造成型工艺的一种机械化措施、重要手段,可方便大型成型砂箱的翻转与合型[1,2]。
1 主要技术特点
近年,研发设计了额定3t、10t 二种规格的单梁翻箱机,可配套应用于铸造生产的不同砂箱尺寸,型式上基本相同。主要技术特点:
(1)单梁上部安装可移动挂钩(可配套挂在单梁吊、龙门吊和5t 或者15t 行车吊钩上),和调整平衡用的电动推杆及电气控制箱。
(2)单梁下部安装采用直联电机的减速器,构成环链轮拖车机构。
(3)采用起重环链轮结构是实现翻箱的主要功能。环链轮拖车安装六个导轮,其中正上方分布有四个。环链轮拖车受力主要在这四个导轮上,这样受力平稳、移动可靠。
(4)环链轮受力较大,所以采用双平键减速机轴头驱动,制造时有一定难度。并注意选型与技术要求,有条件可选用花键连接。
(5)环链轮拖车的开、合同步由传动牵引链条实现。同步传动链轮安装在单梁的一端,拉杆张紧的从动链轮安装在另一端。环状牵引链条按设计定位在两个拖车的内测面位置,实现同步开合。
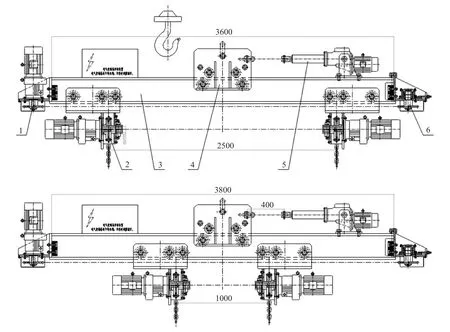
图1 3t 单梁翻箱机型式与结构
(6)环链轮拖车在移动到端部时,设置有二个弹性缓冲器(橡胶块),缓冲器可更换,以避免硬性碰撞(同时可设置限位开关)。
(7)大梁进行绕度计算,最大绕度不大于1.0mm/m(主要针对焊接构件的检验)。。
(8)按承重保险系数2 倍,选择起重环链(标准件),环链两端连接在一个闭环上,形成闭式环形圈结构。这个闭环很重要,它既是一个定位环,也是一个轴向支撑环。翻箱时扣在砂箱的手把上。向左翻扣在左把上,向右翻扣在右把上,返回不变(必须重视这个操作)[1]。
(9)电气控制箱安装于单梁上(不宜过大),位置可调整,使得总体重心位于二个开合拖车的中心线上。
(10)设计电气控制应考虑安全与可靠,操作形式可考虑:采用有线按钮或者无线遥控(电气控制应由专业人员设计)。
2 设计技术参数(3t 规格)
(1)最大额定起吊重量3000kg。
(2)环链拖车跨裆(以环链轮中心线计)最小900mm,最大2500mm。
(3)吊具拖车移动行程400mm(电动推杆行程)。
(4)吊具拖车移动速度42.0mm/s(电动推杆速度)。
(5)环链轮拖车移动速度(同步牵引链线速度)0.66m/s(根据电机和减速机速比计算选择确定)。
(6)起重环链直线速度0.636m/s(根据电机和减速机速比计算选择确定),可采用变频器实现调速,小速度可调至0.50m/s[3]。
(7)环链拖车跨裆调整采用16A 单排牵引链条驱动。
(8)环 链 采 用d12.5 焊 接 起 重 环 链(GB5802-86),长度按生产要求确定。
3 注意事项
单梁翻箱机翻转形式如图2 所示,在应用时,注意以下几个事项:
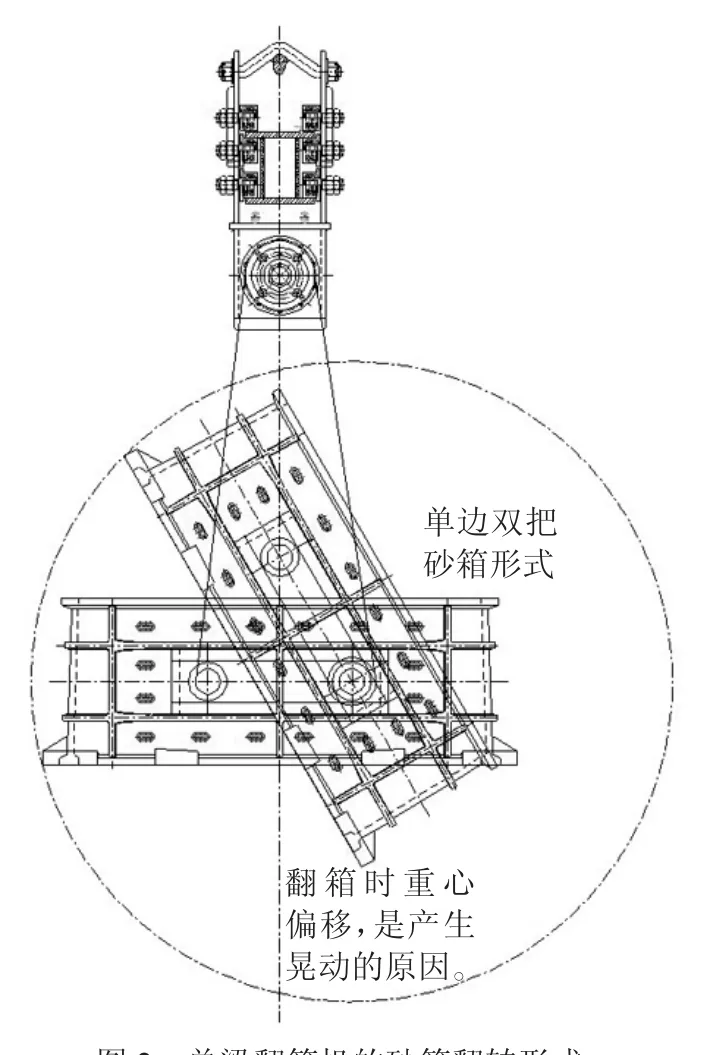
图2 单梁翻箱机的砂箱翻转形式
(1)铸造成型砂箱的总重量不宜超过额定3000kg。
(2)铸造砂箱的单边为双把形式结构,工作时方便翻转、倾转和控制合箱平衡工作(长型砂箱有偏重时)。
(3)砂箱翻转时由于载荷重心偏移,单梁翻箱机有明显晃动的现象,注意减速(空箱和实箱都有这种现象,注意速度控制)。
(4)确定砂箱吊把宽度尺寸,调整环链轮拖车位置,保持环链在垂直起吊线上。起吊后不能再调整环链轮拖车。
(5)操作时注意工况细节,注意安全与可靠性。
(6)关于维护和保养,各采购件(轴承、减速器、电动推杆)均按其提供的使用说明书执行。环链轮拖车牵引链条需要定期检修、润滑。
(7)本单梁翻箱机不宜在高温环境的工作区作业(影响减速机寿命)。
(8)本单梁翻箱机不宜在落砂工部的落砂机上吊运翻箱(粉尘影响翻箱机的使用)。
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13 14:12:50
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
中国特种设备安全(2021年1期)2021-07-21 08:56:54
玻璃(2020年2期)2020-12-11 22:20:04
玻璃(2020年2期)2020-12-11 22:20:04
中国特种设备安全(2018年12期)2018-03-15 05:35:20
中国特种设备安全(2018年12期)2018-03-15 05:35:10
现代临床护理(2018年5期)2018-03-07 01:00:16
科技资讯(2016年4期)2016-06-11 08:09:32
阅读(中年级)(2016年8期)2016-05-14 04:14:55
