
大丝束CF/EP汽车地板VARTM模拟与高温力学性能
2022-05-26 11:15:50黄明祖韵秋高亢韦韡张娜朱华平刘春太
化工进展 2022年5期
黄明,祖韵秋,高亢,韦韡,张娜,朱华平,刘春太
(1 郑州大学橡塑模具国家工程研究中心,河南 郑州 450002;2 上汽通用五菱汽车股份有限公司,广西 柳州545005;3 江苏奇一科技有限公司,江苏 丹阳 212314)
与传统金属材料相比,碳纤维(CF)增强复合材料具有密度小、比强度和比模量高、耐腐蚀、可设计强、易于整体集成成型等优点。当前,基于小丝束的碳纤维增强复合材料已广泛应用于航空、航天、军工等重要领域。传统上,小丝束碳纤维性能优异,但工艺要求严格、价格高昂,在向汽车、医疗等民用领域大范围推广应用时,其成本问题便凸显出来。而大丝束碳纤维价格相对小丝束可降低55%左右,尽管其抗拉强度比小丝束碳纤维稍低,但性价比高,是汽车轻量化材料的重要选择之一。
虽然大丝束碳纤维在民用工业领域成本优势明显,但其在液体成型时,由于单束纤维丝过多而易导致纤维束内微观浸润困难,易产生干斑、气泡以及孔隙等制造缺陷。另外,对一些同时带有凸起、凹槽、拐角等复杂结构的制件,也要考虑树脂在纤维束间和纤维布层间的流动方式、流动速度、浸润程度、充模时间等诸多影响成型结果的因素。传统液体成型模具设计和成型工艺主要以生产经验为主,而如今,这种基于经验的方法已无法满足高效率、大规模、低成本的生产需求。通过模拟仿真,可对树脂在模腔中的浸润情况、运动状态进行反复地模拟和预测,对提高模具开发成功率、提升产品质量、缩短试模周期、降低研发成本具有重要意义。邱婧婧等针对工字孔平板构件开展了不同工艺参数下的树脂充模过程模拟研究,验证了三维制品液体成型模拟结果的可靠性。孙玉敏等模拟分析了风机叶片的树脂传递成型(RTM)工艺过程,优化并确定了最佳的注射管道铺设方案和溢料口的大小、位置与数量。刘刚等突破航空航天领域内常用的高成本热压罐工艺,对厚壁复杂碳纤维复合材料结构件进行了RTM 技术工艺模拟,成功制作出了复合材料厚壁连杆样件。总体而言,当前国内外针对小丝束碳纤维增强复合材料的成型研究较多,技术也越来越成熟,而对大丝束碳纤维制品的液体成型模拟研究较少。
与此同时,在传统的汽车装配工艺中,以汽车地板为代表的车身结构件要经过电泳烘干工艺,这意味着碳纤维制件在烘干高温下不可发生明显的蠕变变形,且在装配应力和高温状态下要具备一定的强度和刚度。因此,开展大丝束碳纤维增强复合材料液体成型模拟以及高温在线力学性能研究,对汽车轻量化具有重要意义。
本文面向低成本大丝束碳纤维在汽车领域产业化应用需求及存在的问题,采用0°/90°双轴向缝编大丝束碳纤维布(50K)和耐高温环氧树脂(EP,固化后玻璃化转变温度185℃)开展了渗透率测试和汽车地板真空辅助树脂传递成型(VARTM)模拟优化研究,确定了最优进胶方式和抽气口位置。根据模拟结果设计并制造了成型模具,试制出表面质量良好的汽车地板制件,超景深显微镜观测制品截面显示纤维束内和层间浸润良好,无干斑、裹气等缺陷,同时开展了高温在线拉伸、应变变化和应变恢复行为研究。
1 碳纤维铺层渗透率测定
1.1 理论方法
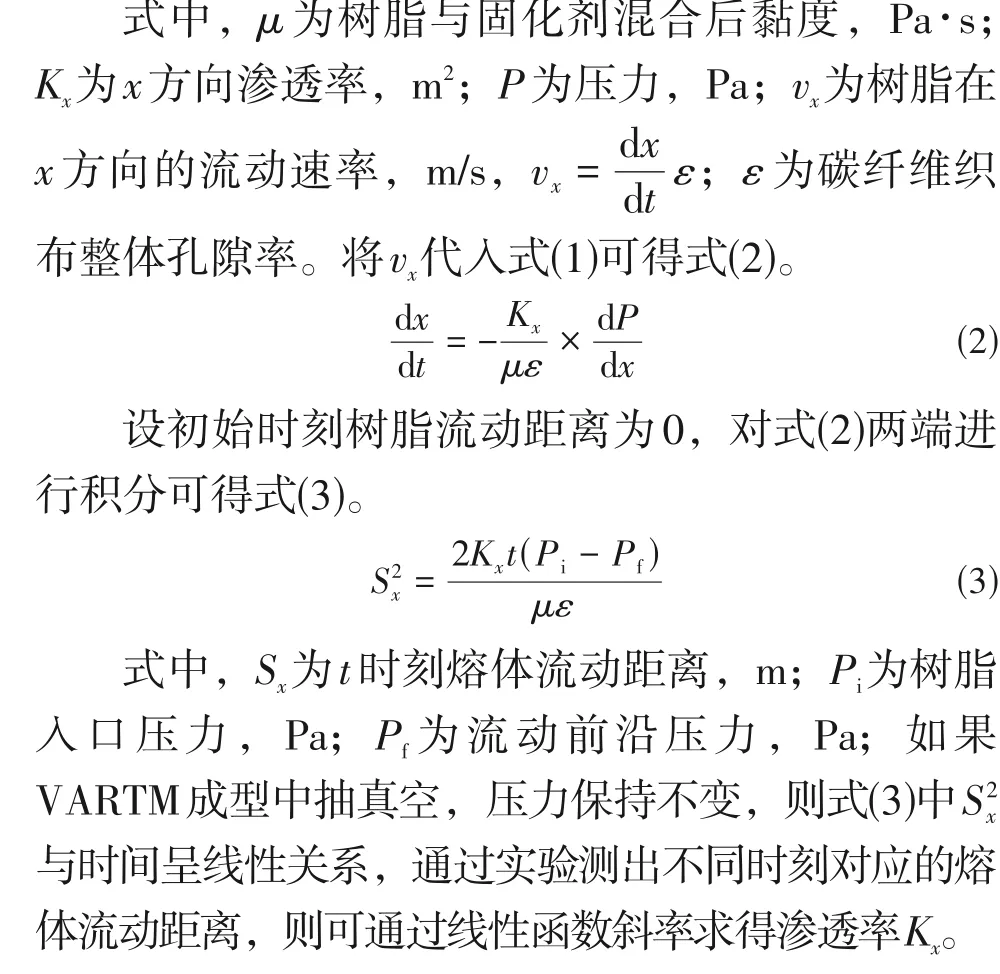
渗透率是纤维材料的固有属性,其描述了树脂在织物或预成型体中浸润、渗透流动的难易情况,是纤维增强复合材料液体成型模拟的关键参数。在VARTM 中,大丝束纤维的束内浸润至关重要,通过VARTM 模拟可优化模具设计和工艺参数,是提高纤维束浸润、降低干斑等缺陷的有效手段。树脂在纤维束的流动可视为牛顿流体在多孔介质中的流动,假定连续纤维束为刚性多孔材料,在不考虑树脂熔体的可压缩性和惯性力情况下,树脂在纤维布中的流动符合Darcy 定律,一维Darcy公式可表述为式(1)。

1.2 渗透率实验
渗透率测试采用T300级50K碳纤维经0°/90°双轴向缝编的碳纤维布(型号为C-PLY SP BT300 CT3 50K HS,幅宽125cm,由Chomarat Textiles Industries 生产),其由纤维束在径向和纬向无交叉通过细尼龙丝编织而成,上下面纤维方向互相垂直,纤维布层厚为0.5mm,面密度为300g/cm,孔隙率为60%。渗透率测试时纤维布剪裁尺寸为200mm×300mm,铺设4 层,纤维缝编结构和铺层方式如图1所示。
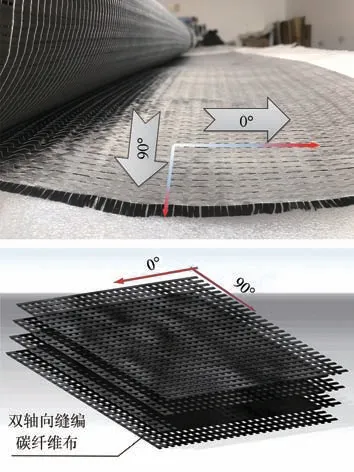
图1 纤维缝编布及铺层方式
耐高温环氧树脂为惠柏ML-8190A,固化剂为ML-8190B,两者按质量比10∶45 进行混合。25℃下环氧树脂黏度为1.4~1.9Pa∙s,与固化剂混合后黏度为300~400mPa∙s,可操作时间为140~220min,固化条件为先在25℃保持24h(或60℃保寺4h)然后在180℃保持3h。为保证实验测试准确度,实验前把混合溶液置于25℃真空环境下抽气15min以去除树脂内的气体。VARTM 实验装置如图2 所示,参考轴向法、径向法对编织结构预制体渗透率进行测试。
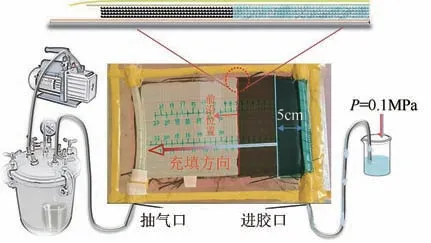
图2 渗率测试实验装置
实验时,首先关闭进胶口,开启真空泵抽真空,树脂回收锅压力降至0.02MPa以下后保持10min,以确定模具整体无漏气;然后打开进胶口,树脂在大气压力作用下快速进入密封膜下的纤维编织布内,胶液充满导流网时流动前沿的位置达到统一,此时开始计时,记录树脂流动前沿到达刻度位置的时间,如表1所示。
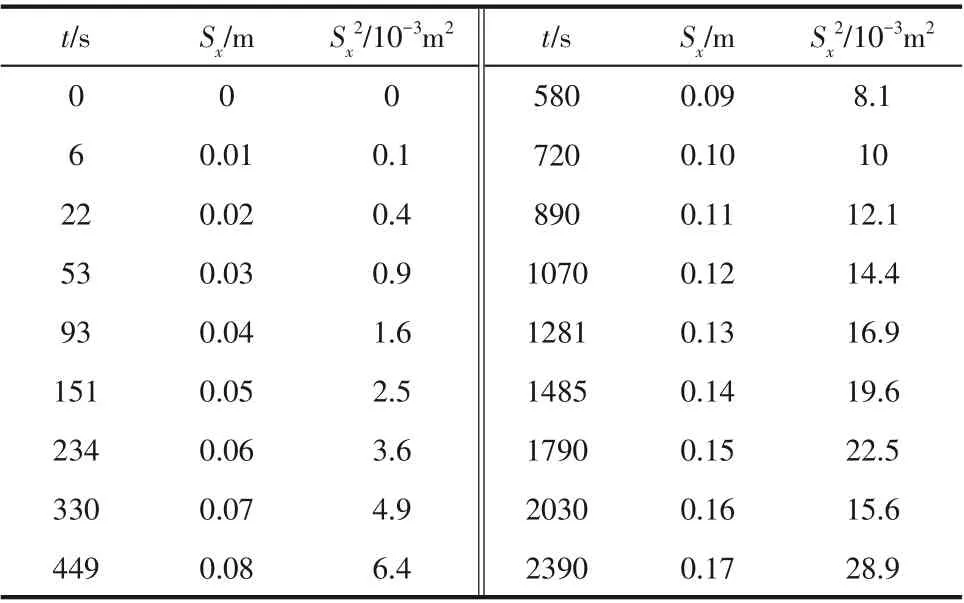
表1 树脂流动前沿到达刻度位置时间
对表1 实验数据进行线性拟合,如图3 所示,得到拟合直线斜率为0.01234±0.00017,拟合后=0.99692。结合式(3),计算得到该大丝束碳纤维布的轴向渗透率K=1.152×10m,而同等条件下12K 小丝束碳纤维织物的渗透率通常不小于10m,说明大丝束碳纤维布树脂浸润更慢、流动阻力相对更大。
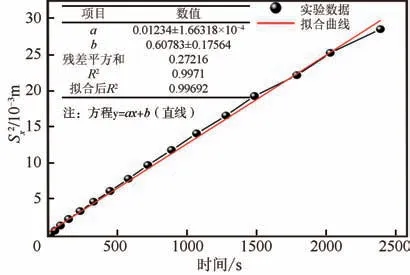
图3 渗透率实验数据及拟合
2 汽车地板VARTM模拟
2.1 网格划分与参数设置
针对图4 所示汽车地板的VARTM,是带有凸起、拐角等较复杂结构的制件,为预测成型缺陷,确定合理的进胶、抽气方式以提高生产效率,本文采用PAM-RTM软件对其进行充模模拟分析。模拟之前,首先借助Comsol 软件对CAD 模型进行三角形网格划分,网格数为84390,节点数为42440;然后将网格导入PAM-RTM建立分析模块,根据产品2mm厚、铺设4层大丝束纤维布的设计,对网格模型在厚度方向上进行多层拉伸,使原网格由平面三角形网格拉伸并分切成4 层相同的四面体网格,如图5 所示,每层代表按设计方式铺设的0°/90°双轴向缝编碳纤维布,因每张碳布纤维束在0°和90°方向均匀缝编,所以同一层内两个互为垂直方向的渗透率均可采用上节测试的一维渗透率来表达。相关模拟参数见表2,VARTM 的特点是成型压力低、树脂浸润速度慢、剪切速率小,且固化前环氧树脂为含环氧基的低聚物,黏度非常小,因此模拟过程将其视为牛顿流体。

图4 汽车地板CAD模型
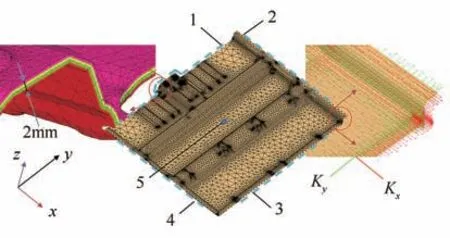
图5 模型网格
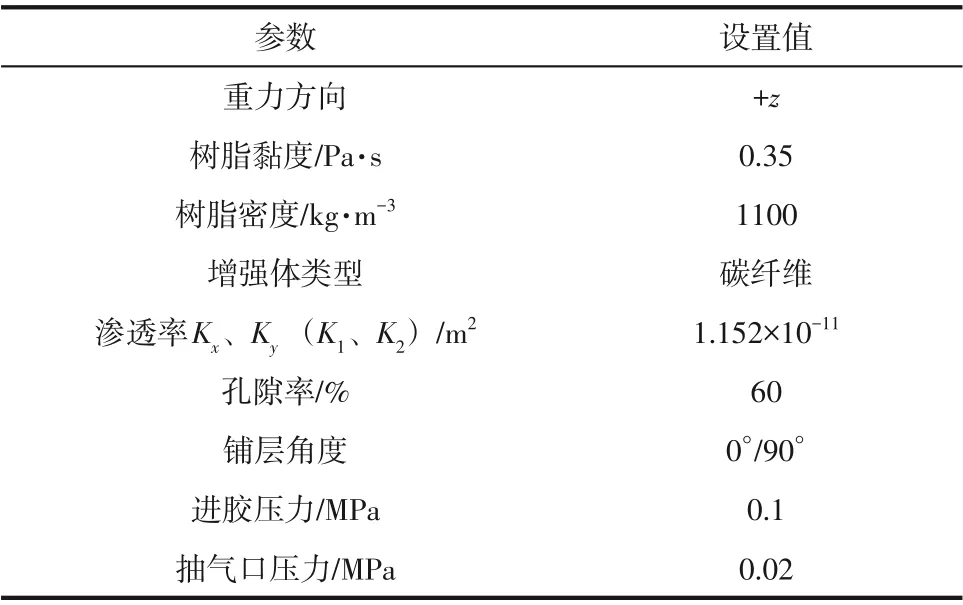
表2 模拟参数设置
根据制品尺寸和内部构造特点,为探索充模过程的变化和充填时间,确定最优的进胶方式和抽气位置,本文采取3 种进胶方案进行模拟对比分析,其中方案1采取从边2进胶、边4位置抽气的方式,方案2 采取从边3 进胶、边1 位置抽气的方式,方案3采取从制件四周进胶、中心位置抽气的方式。
2.2 模拟结果与分析
图6(a)和(b)分别为方案1 和方案2 的充模时间模拟云图,结果显示方案1树脂完全充满型腔时间长达23900s(398.3min),而此ML-8190A 树脂在25℃下最大操作时间为220min,当超过此时间时,树脂的黏度会因交联反应而快速增大,直接导致充模阻力增加,纤维束浸润困难,型腔无法充满,表明方案1设计不可行。方案2因树脂流动距离变短,充模时间大幅下降,但也长达13813s(230.2min),实际生产中这种情况也许能在树脂完全固化前充满型腔,但最后充填区域的质量也会不佳,且生产效率不高。过长的充模时间说明,相对于小丝束,大丝束碳纤维较低的渗透率使树脂流动阻力更大、纤维束浸润更慢,在相同压力驱动下充填速率更低。
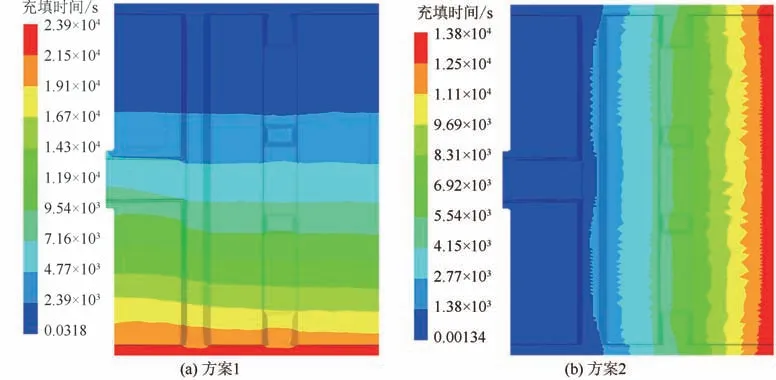
图6 方案1和方案2充填时间云图
针对方案1 和方案2 充模效率低的问题,方案3 选择在制品四周同时进胶,抽气位置在制品正中间位置,图7为充模时间模拟分布图,型腔完全充满时间下降至2480s(41.3min),效率得到了极大提升,而最后充填区域也基本位于制品几何中心位置。
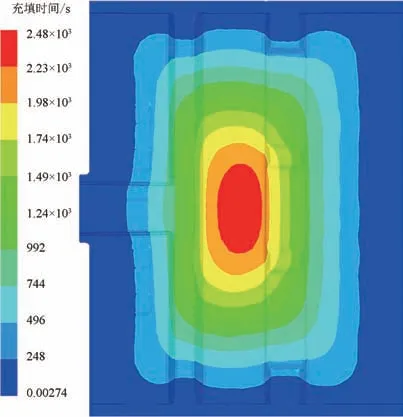
图7 方案3充填时间云图
图8 为方案3 在不同时刻树脂充填百分比及流动形态模拟,结果显示树脂在流经制件凹槽和凸台位置时,因流动方向和流长的改变,流动前沿无法统一[图8(a)],在滞后和突前的拐角处有裹气的风险,但随着充模的进一步推移,流动前沿又逐渐恢复一致[图8(b)]。图8(a)和(b)同时显示,从流动前沿向后树脂充填百分比是逐渐增加的趋势,说明纤维束的浸润需要一定的时间,完全浸润时刻要稍滞后于前沿流经时刻。图8(c)显示,流动前沿基本上同时汇聚于制件几何正中心的抽气位置,没有出现明显的滞后现象,说明抽气位置合适。
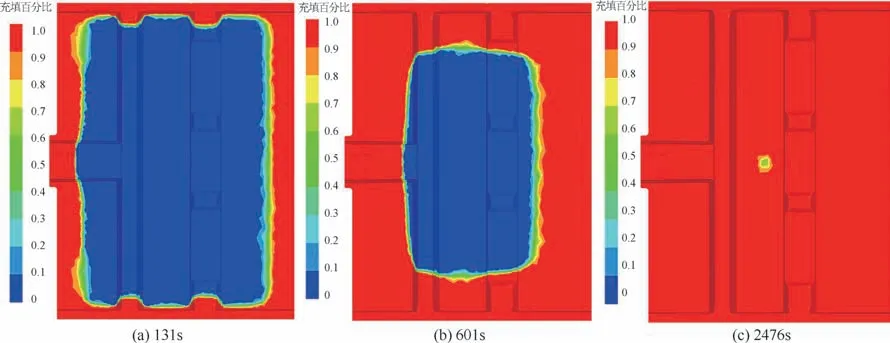
图8 不同时刻树脂充填百分比及流动形态
对比上述3 种方案的仿真结果,方案3 能显著改善大丝束碳纤维VARTM 充模时间,是相对理想的方案。同时,考虑到该制品结构较复杂,且凸起与凹陷位置高度差最多有6cm,因重力作用凸起部位可能浸润不足造成干斑和气泡,实际生产中为更进一步保证制品表面和内部质量,在抽气口处设置溢料口,溢料口在铺层的上方,充填完毕后保持压力不变继续抽气,直至抽气管内有树脂流出且无明显气泡时,停止抽气并锁紧抽气口。
最后需要指出的是,可靠的模拟结果一定是网格无关性的,为验证该问题,将网格数增加至160092,其他条件不变情况下对比两套网格计算的充模时间,方案1、方案2 和方案3 分别相差3.24%、2.14%和1.23%,满足网格无关性的要求。
3 制品成型与高温力学性能
3.1 模具制造与制品成型
根据方案3 设计并制造的模具如图9 所示,在上模的型腔周围设计流道,使树脂通过注胶口注入后迅速充满流道,然后从型腔四周向中心位置充填。整个成型时间大概48min,稍多于模拟的41min,考虑到实际生产中碳纤维布的铺设范围稍大于产品和增加的溢料时间等因素,可得出实际注胶时间和模拟结果基本吻合。固化后经切边的制件如图10所示,制件表面光滑流畅,无干斑、缺胶情况。
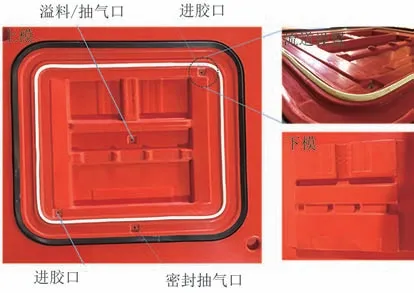
图9 VARTM模具

图10 VARTM制件
3.2 纤维束浸润形态表征
依据复合材料拉伸国家标准GB/T 3354—1999,在制品不同部位通过水切割得到力学测试样条,观察其截面无明显可见的气泡裹挟现象,纤维束长度方向呈明显灰黑色,与之正交排列的另一方向纤维呈黑色并紧密排布。超景深显微镜(俫卡DVM6 A)观察切割面形貌,如图11所示,切割面放大128倍和256倍均显示纤维束浸润良好,不同纤维取向层界限明显但结合良好,无孔隙、干斑等缺陷现象。
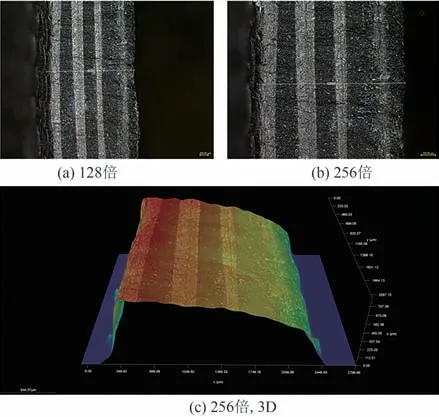
图11 制件截面放大不同倍数下的扫描超景深形貌和3D扫描超景深形貌
3.3 高温力学性能
在当前的汽车装配工艺中,汽车零件通常要经过电泳烘干工艺,烘干温度可达到120~180℃,且一般会持续半小时以上,这对碳纤维制件是一个挑战。因此,开展碳纤维增强地板的高温性能研究,对评估复合材料能否通过电泳烘干工艺具有重要意义。
图12 为粘接铝制加强片的拉伸试样和岛津高温拉伸试验机(Shimadzu AG-XPlus),为真实模拟材料在烘干工艺中的环境,试样和夹具在设定温度的密闭环境箱中保温30min 后再开始拉伸测试。图13为试样在25℃、80℃、130℃和180℃四个温度下的平均拉伸强度和模量,可以看出,拉伸模量从25℃时的55.23GPa 下降至180℃时的34.47GPa,随温度变化明显,而拉伸强度基本没有明显下降,180℃下拉伸强度为472.24MPa,仍然保持良好的抗拉伸性能。
图12 拉伸试样与高温拉伸试验机
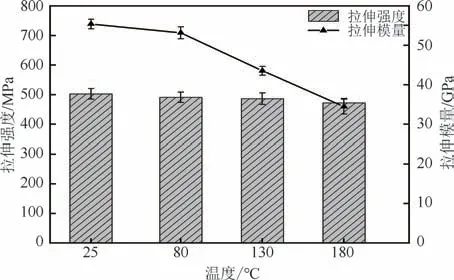
图13 不同温度下平均拉伸强度与拉伸模量
图14和图15为25℃和180℃下试样拉断面的电镜照片,25℃下纤维表面有较多的树脂黏附,表明碳纤维表面上浆剂提高了界面剪切强度,起到了有效传递载荷的作用。而180℃下碳纤维表面较为光滑,黏附树脂较少,表明纤维与基体界面剪切强度减弱,结合力下降,这可能由以下原因造成:一是180℃高温下纤维表面上浆剂已经分解或部分分解,基体与上浆剂中的活性官能团形成的化学结构被破坏;二是树脂在接近玻璃化转变温度时可能发生了一定程度的软化,致使树脂与纤维表面沟槽之间形成的机械啮合作用下降,最终导致试样拉伸模量明显降低。因此而言,要改善树脂基复合材料高温下的力学性能,除了要采用耐高温树脂,上浆剂的耐热性也是重要影响因素。
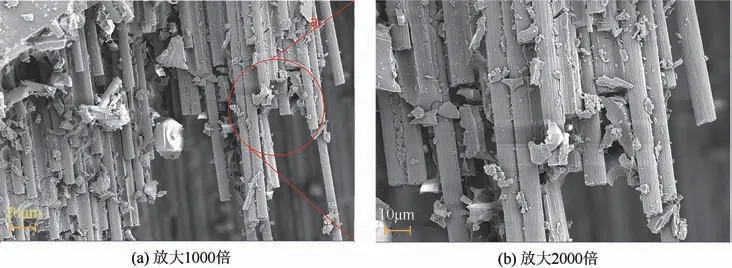
图14 25℃下拉伸断面的SEM照片
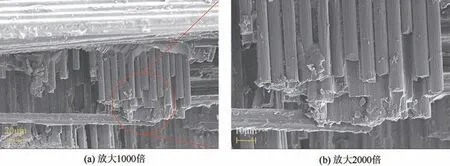
图15 180℃下拉伸断面的SEM照片
上述拉伸测试结果表明,该复合材料在高温下仍具备较好的抵抗外力而不被破坏的能力。同时,汽车地板在装配状态下不可避免地会在内部产生装配应力,复合材料在装配应力和烘干高温共同作用下是否会发生明显的蠕变变形,是判断该复合材料制件能否通过电泳烘干工艺的另一关键因素。鉴于此,采用动态力学分析仪(Q800)实验研究了不同应力、不同温度下该复合材料试样的应变变化及应变恢复情况,如图16 所示,在分别施加20MPa和40MPa两种应力载荷30min条件下,材料的最大应变均随温度的升高逐渐增大,其中180℃条件下两种应力作用1800s 时的最大应变分别为0.84%和1.58%,表明温度对试样的应变有较明显影响。然而,同样180℃条件下两种应力释放1800s 时,应变可分别恢复至0.1025%和0.2689%,均处于较低水平,表明该试样在180℃高温下仍具有良好的抗蠕变性能。
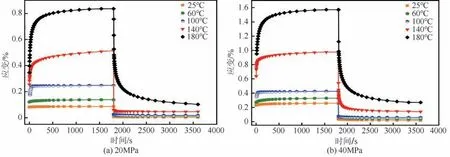
图16 不同温度下的应变-时间曲线
4 结论
本文面向低成本大丝束碳纤维在汽车领域产业化应用需求及存在的问题开展研究,对指导复合材料能否通过传统汽车的电泳烘干工艺具有重要意义。主要工作及结论如下。
(1)基于Darcy定律推导了渗透率计算公式,利用自行搭建的VARTM工艺设备测试计算了0°/90°双轴向缝编大丝束碳纤维布(50k)渗透率,结果表明,同等条件下大丝束碳纤维织物渗透率明显小于小丝束。
(2)开展了汽车地板VARTM 模拟优化研究,确定了最优进胶方式和抽气口位置,据此设计并制造了成型模具,试制出表面质量良好的样件。超景深显微镜观测显示,纤维束内和层间浸润良好,无干斑、裹气等缺陷,表明在合理的模具设计和工艺条件下大丝束碳纤维布能液体成型质量良好的制品。
(3)高温在线拉伸结果显示,温度对耐高温EP基CF复合材料拉伸模量影响显著,而对拉伸强度影响不大,表明该材料在高温下仍具备较好的抵抗外力而不被破坏的能力。高温应变测试则显示,温度对材料的应变有较明显影响,但180℃高温下20MPa和40MPa 两种应力释放1800s 时,应变可分别恢复至0.1025%和0.2689%,均处于较低水平,表明该材料在高温下仍具有良好的抗蠕变性能。
猜你喜欢
科技视界(2021年4期)2021-04-13 06:03:58
模具制造(2019年7期)2019-09-25 07:29:56
上海建材(2019年4期)2019-05-21 03:13:02
制造技术与机床(2018年12期)2018-12-23 02:41:16
纤维复合材料(2018年4期)2018-04-28 08:45:28
纤维复合材料(2018年3期)2018-04-25 07:22:58
制造技术与机床(2017年12期)2017-02-02 07:04:38
中国塑料(2016年6期)2016-06-27 06:34:16
机械工程师(2015年9期)2015-02-26 08:38:24
中国塑料(2014年8期)2014-10-17 03:05:16
