
弹力化纤针织面料缩水率和弹性的影响因素
2022-05-20 07:03:04李宽绪陈金虎
染整技术 2022年3期
李宽绪,陈金虎
(广东德润纺织有限公司,广东 顺德 528306)
近些年,含氨纶的弹力化纤针织面料发展迅猛,质量要求日趋严格,缩水率和弹性是其重要的内在品质。氨纶是市场上弹性最好的合成纤维[1],回弹率高,断裂伸长率高[2]。针织物的特色就是利用线圈的结构产生延伸弹性的效果,但受线圈形态的限制,其伸长及回缩的幅度有限,氨纶的高弹性与针织物的特性正好互相配合,令面料具有优良的弹性。氨纶的弹性以及功能特性使含氨纶的化纤针织物在结构和性能上可以有多重改变,这也是含氨纶的弹力化纤针织物能得到广泛应用的原因。弹力针织物的缩水率大,成衣会变形,弹性不合格,严重影响部分服饰功能,例如塑形内衣、瑜伽服等对弹性和缩水率有具体的量化要求,也是本实验的研究目的。影响化纤针织物弹性、缩水率的因素相似,所以把缩水率、弹性放在一起分析,弹力化纤针织物的纱线细度、氨纶质量分数、织造结构都是影响其缩水率和弹性的因素,染整加工中的张力、温度、染浴pH 以及软油后整理等都会影响织物缩水率和弹性,人为操作异常和机器老化故障等外在原因也会影响织物缩水率和弹性,还有织物长时间存储或者光照等其他影响因素。
1 实验
1.1 织物
实验选用13 种不同风格、含不同质量分数氨纶的织物,原材料纤维组成及比例见表1。

表1 实验织物
1.2 仪器
AK-SL300 双液流高压高速染色机(台湾亚矶工业股份有限公司),MONFONGS 828 TwinAir8F 拉幅定形机(德国门幅士),拉伸测试仪(Tinius olsen H10KL),LT502 电子天平(常熟市天量仪器有限公司),直尺(600 mm),YG(B)089E 全自动缩水率试验机(南通三思机电科技有限公司)。
1.3 工艺流程
松弛水洗→预定形(温度195 ℃,速度25 m/min)→染色(锦/氨针织物染色温度98 ℃,保温30 min[3];涤/氨针织物染色温度130 ℃,保温30 min[4])→固色、还原清洗(锦/氨针织物固色温度80 ℃,保温20 min;涤/氨针织物还原清洗温度85 ℃,保温20 min)→后定形(温度160 ℃,机速30 m/min)→测试。
1.4 测试
拉伸及伸长率:按照ASTM D4964-95《弹力织物的拉伸及伸长率测试(CRE)》进行测试。
缩水率:按照ISO 6330 5A 的方法测试,40 ℃平铺晾干。
2 结果与讨论
2.1 不同织物相同染整工艺的缩水率
由表2 可以看出,织物1#(氨纶质量分数28%)、织物5#(氨纶质量分数15%)、织物6#(氨纶质量分数20%)采用相同的染整工艺,但缩水率明显不同。织物结构、纱线粗细和氨纶质量分数不同,即使采用相同的锦/氨针织物染整工艺,成品缩水率也不同,说明织物的缩水率与织物的结构、氨纶质量分数和纱线粗细都有直接关系。这印证了相关研究的结果:织物的缩水率与织物的结构参数存在着密切关系,即原料、组织结构不相同的针织物即使经过相同的整理工艺,织物的缩水率也不同[5]。
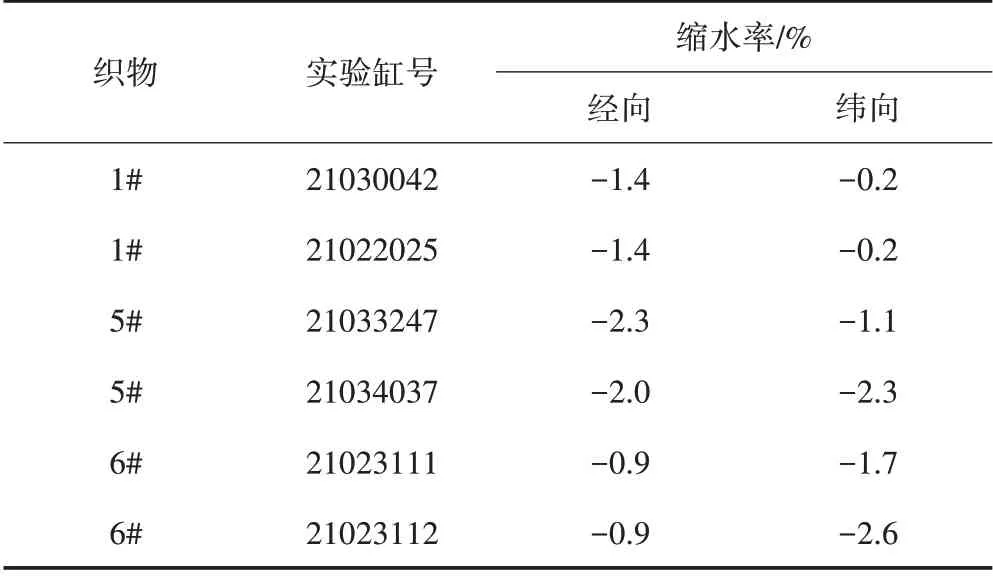
表2 不同织物的缩水率
2.2 不同次数后定形的缩水率
表3 实验均采用1#织物,预定形和染色工艺相同,后定形次数不同,其成品缩水率不同,因为在生产中会出现细微折痕,需要2 次后定形,导致缩水率变化。经验证,后定形对缩水率有直接影响。

表3 不同次数后定形的缩水率
2.3 不同后定形工艺的拉伸性能和缩水率
实验织物都选择7#织物,预定形和染色工艺相同,实验结果见表4。

表4 不同后定形工艺的拉伸性能和缩水率
后定形张力不稳定导致织物单位面积质量不稳定,成品测试发现织物模量和拉伸伸长率、缩水率不同,也验证了在染整加工中,后定形张力对织物的弹性、缩水率有影响。定形生产中影响张力的因素除超喂系数、机速外,还与织物脱水后的干湿程度、定形机轧车轴的气压有关。气压要稳定,否则会导致定形过程中织物所受张力不一致,这些都是实际生产中容易忽略的问题。
2.4 不同坯布相同染整工艺的拉伸性能
由表5 可以看出,织物中的锦纶都是4.44 tex 的锦纶长丝,氨纶不同,染整工艺相同,拉伸性能测试结果明显不同。这证明了氨纶质量分数不同对织物弹性的影响。

表5 不同织物的拉伸性能
2.5 预定形超喂不同织物的弹性和缩水率
实验中8#、10#因为订单要求不同单位面积质量的面料,在预定形中采用不同的超喂系数,织造工艺和纱线相同,染色工艺一样,结果如表6 所示。由表6可以看出,成品的弹性和缩水率不同,验证了染整预定形工序中超喂对针织物的弹性、缩水率有直接影响。

表6 不同预定形织物拉伸性能和缩水率
2.6 软油二次定形后的拉伸性能
表7 是织物在拉幅定形工序加软油复定一次后的拉伸性能。由表7 可以看出,织物的经向拉伸伸长率变大,纬向拉伸伸长率变小,因为针织物定形需要经向拉力,纬向被动变小,软油导致织物线圈之间的摩擦变小,容易被拉长。这验证了后整理软油加多后,手感偏软,但影响拉伸性能。这也是染整加工厂返修针织物拉伸偏小的常规手段。
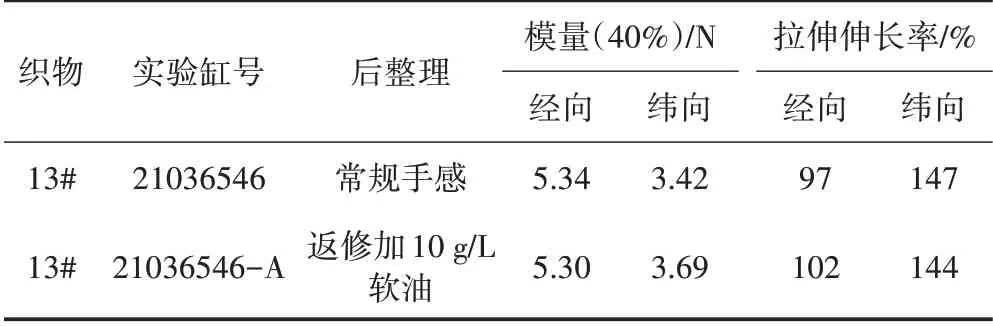
表7 对比手感不同(偏软)织物的拉伸性能
2.7 固色对拉伸性能和缩水率的影响
由表8 可以看出,染色中的2 次固色导致织物手感偏硬,影响拉伸性能和缩水率。这也是工厂返修拉伸偏大的手段之一。

表8 对比手感不同(偏硬)织物的拉伸性能和缩水率
2.8 织物锦纶纱线F数的拉伸性能
F 数表示一根纱线由多少根单纤维组成。例如4.44 tex/1F 表示纱线是由一根单纤维组成,如果有很多这样的单纤维组成就是复丝,例如4.44 tex/10F 表示纱线由10 根单纤维组成。其他工艺相同,织物锦纶纱线F数不同也影响拉伸性能,结果见表9。
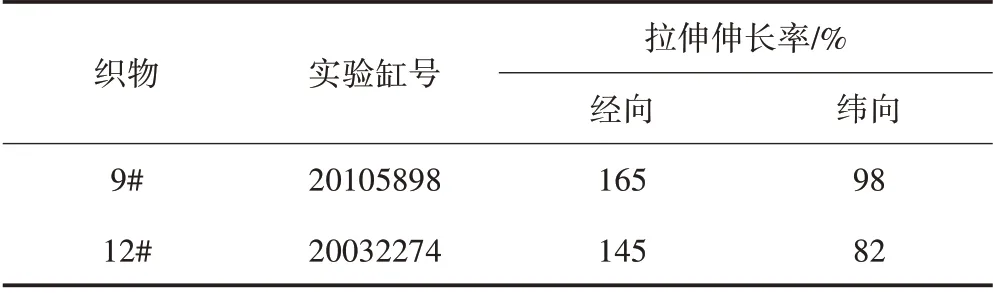
表9 纱线F 数对拉伸伸长率的影响
2.9 织物织造结构对拉伸性能的影响
由表10 可以看出,织物织造结构不同,虽然其他染整工艺一样,但是拉伸性能还是不同。这验证了织物的织造结构和纱线以及氨纶质量分数是织物拉伸性能的基础。

表10 不同织造结构对拉伸性能的影响
弹力针织物材料、纱线细度、氨纶质量分数、织造结构是影响缩水率、弹性的因素,染整加工中的张力、预定形工艺、染化料特性以及后整理工艺、软油等都会影响针织物的弹性和缩水率。在后整理工序中,除了拉幅后定形外,部分织物需要预缩,预缩工序对控制纬编弹力织物的尺寸稳定性和缩水率的大小有着重要意义。另外,织物的存放时间和长时间的光照也会影响织物的弹性和缩水率,主要是织物中纤维材料的老化、脆化与存放时间、环境有关。
因为织造的特殊性,相同纱线不同结构织物的拉伸性能、缩水率没有进行对比。部分选择公司已有产品进行对比实验,有的只是选取公司测试中心已有的拉伸性能数据,有很多不完善之处,实验主要关注织造和染整工艺。另外,纱线和氨纶质量分数的选择要根据订单要求,因为纱线的选用不仅只考虑织物的弹性和缩水率,还要考虑织物的规格,例如单位面积质量等。染整加工中的温度设计一般由纤维的化学特性决定,张力和超喂系数对针织物弹性和缩水率的稳定尤为关键。针织面料生产的各道工序对其弹性都有影响,预定形对面料的弹性影响较大[6]。
对染整加工厂来说,合理使用染色和定形的化学品,不伤害纤维的力学性能也是关键。有研究表明:染色中醋酸过量、染浴pH 偏低会损伤氨纶弹性[7];后定形能够在一定范围内改变织物的拉伸性能和缩水率,染整加工厂常添加软油来改善拉伸偏小或进缸加固色而使针织物手感偏硬,改善拉伸偏大,但不会有太大幅度的改变。对弹力针织物的拉伸性能和缩水率来说,做好染色前的预定形比后定形更关键。
也有研究表明,针织物的弹性并不一定都是横向弹性较纵向弹性好,其不仅与针织物的线圈结构有关,还与针织物所采用的纱线有关。纱线弹性较大、摩擦系数较小的织物,纵向的弹性回复率比横向大,且针织物的弹性随着摩擦系数的减小而增大[8]。当然,弹力针织物的弹性和缩水率异常往往不是单一原因引起的,而是多个因素叠加,需要从纱线的选购开始,织造、染整、包装等方面都规范管理才能稳定产品的质量,保证织物具有良好的弹性和合理的缩水率。
3 结论
弹力化纤针织物的纱线细度、氨纶质量分数、织造结构都是影响弹性、缩水率的因素;合理使用染色和定形的化学品,不伤害织物纤维力学性能也是关键;定形能够在一定程度上改变织物的拉伸性能和缩水率,染整工厂常用添加软油方式来改善拉伸偏小或者进缸加固色而使针织物手感偏硬,改善拉伸偏大,但是不会有太大幅度的改变,弹力针织物做好染色前预定形比后定形更关键;弹力针织物的拉伸伸长率和缩水率异常是多个因素叠加造成的,需要从纱线的选购、织造、染整等方面规范管理才能保证织物具有良好的弹性和合理的缩水率。
猜你喜欢
纺织报告(2024年3期)2024-05-02 09:58:10
纺织报告(2024年2期)2024-03-27 08:49:14
纺织报告(2024年1期)2024-02-27 06:54:42
纺织报告(2022年8期)2022-08-25 08:14:40
初中生学习指导·中考版(2022年1期)2022-02-09 11:46:09
纺织科技进展(2021年5期)2021-07-22 08:41:34
国际纺织导报(2016年12期)2016-02-24 08:05:41
纺织科技进展(2015年1期)2015-11-28 05:56:29
现代纺织技术(2015年2期)2015-02-28 14:03:11
兴趣英语(2013年6期)2013-08-29 07:45:26
