
浅议太钢冷轧厂10号轧机测厚仪国产化替代
2022-05-18 07:24:06苏智
中国设备工程 2022年8期
苏智
(太原钢铁公司,山西 太原 030008)
改造介绍:冷轧带钢测厚仪是应用在我厂不锈钢冷轧机组的一种测量带钢厚度的设备。10#轧机测厚仪存在着诸多的问题。
10#轧机是世界上第一台2100mm宽厚板冷轧机,为满足不同客户的需求,来料厚度和成品厚度范围跨度非常大(0.4~14mm),其配备的比利时IRM公司的测厚仪采用将测量厚度区间分为三段,每段用不同的增益补偿系数控制厚度曲线,这样容易造成轧制过程中同一卷带钢,特别是轧制到成品道次时,会出现两种不同的补偿系数的切换,导致成品厚度出现异常波动。轧制目标厚度为5mm以下的钢带时,测厚仪控制精度无法保证同一道次头、尾、中间段测量厚度一致,达不到内控要求(20um),造成改轧卷较多,严重影响产品质量和客户满意度。项目改造迫在眉睫。通过前期的学习、分析研究和工厂实验,不断征求测厚仪方面专家的意见,最终我们设计出了新型的测厚仪射线管和高压电源控制方案,并于2017年5月率先完成了10#轧机的测厚仪的技术改造,全部采用国产设备,两套测厚仪项目总价不及原先一只进口射线管的采购价。测厚仪改造完成后运行稳定,迄今为止零故障率,测量精度大幅提高,因厚度不达标和设备故障造成的虚产卷大幅减少,实现了用国产设备对进口设备的完美替代,极大地提高了机组的运行效率,提升了产品质量,在降本增效方面起到了显著作用。
1 X射线测厚仪简介
X射线源和探头位于被测带材两侧,射线穿过带材强度产生衰减,依据衰减的强度从而计算出被测带材的厚度。

式中,IO为空载射线能量,即被测物厚度为零时(穿透被测物之前)的射线能量,I为存在被测物时(穿透被测物后)的射线能量;u为线性衰减系数;x为被测物厚度。
X射线管由阴极和阳极两部分组成,位于阴极的钨丝被通电加热到一定温度产生大量的电子,在极间千伏级高压的强电场下,电子加速从阴极高速撞击到阳极的靶材产生X射线。
2 技术难点及创新方案
2.1 射线管高压控制方式
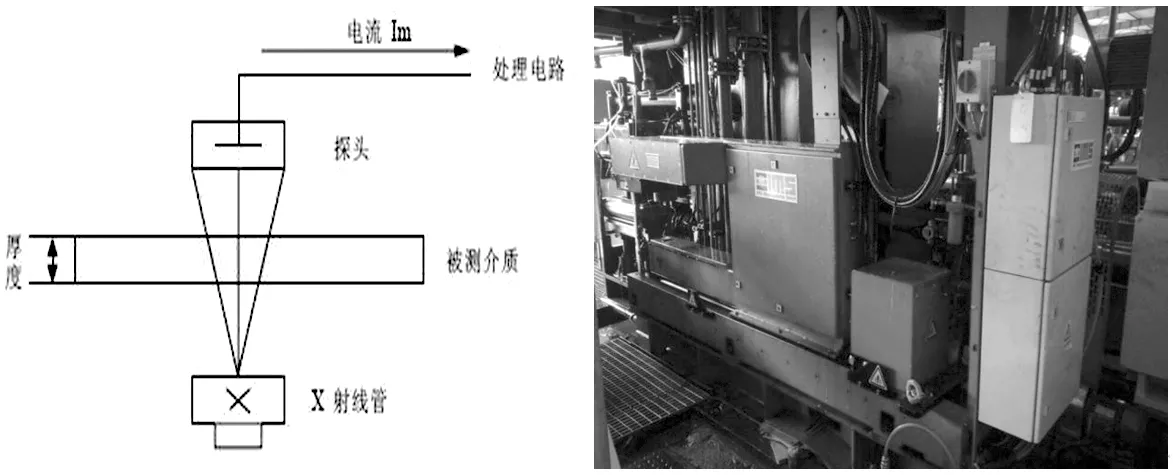
图1
原有测厚仪的阳极高压固定不可调。X射线测厚仪是依据射线的穿透原理来测量厚度的。如使用高能量去测量较薄的钢板时,因为本身能量很强,射线本身穿透力强,反而不能很好区分厚度变化,同理,使用低能量去测量比较厚的钢板,射线本身穿透力弱,也不能很好地区分厚板厚度的微弱变化。面对10#轧机0.4~14mm极宽的测量范围,旧有测厚仪无法用同一组补偿系数全范围测量精确达标,生产不同厚度范围产品时,需要维护人员频繁修正补偿系数,同时严重影响了产品的厚度控制质量。
我们的解决方案如下:(1)采用多段式电压控制方式控制阳极电压,不同电压对应不同的厚度范围。我们将厚度范围再细分为0.4~3mm、3~9mm、9~14mm三个区间段,分别对应75kV、100kV和120kV,系统根据目标厚度的变化而自动选择阳极电压,能更加准确地区分测量厚度的变化,进而提高测量精度。(2)将射线管材质由金属陶瓷管替换为玻璃管。由于阳极电压的可调,大幅降低了射线管的工作负荷,允许我们在射线管材质方面有更多选择。玻璃管散热性能较好,便于维护,同时,造价仅为金属陶瓷管的1/5,更为经济节约,性价比高。(3)为什么要用多大的电压测多厚的料?灵敏度是关键,最佳效果是测厚仪测量的实际厚度越接近目标厚度而且越稳定越好,偏差的波动范围表示稳定性,当实际带钢厚度变化时,通过带钢后的X射线在电离室电离出的电压值经过校准后同厚度呈现线性变化,这是最佳的测量。
灵敏度高的意思是被测带钢厚度有波动时,测厚仪电离室产生的电压波动足够大,以致修正后程明显线性关系线性系数如果能在1~2最好。
推导公式如下:
以上三个公式可推导出三点:
(1)灵敏度同无带钢时的电离室反馈电压信号程线性关系。(2)带钢厚度越厚穿过的电子越少,电离室电离的电压越小是程指数衰减关系。(3)在额定电压下,灵敏度存在最佳点u.x=1,在0.4~12mm我们调整高压范围使得当ux的取值范围在1~2时测厚仪能够测量线性表现最佳。最终,通过大量的实验数据,我们确定了各厚度区间射线电压的最优值。

表1
我们采用了一种实时可变电压技术,通过动态调射线管节电压来使得在电压厚度合适的范围内自动切换电压,每一道次结束后二级系统发送目标厚度,测厚仪接收到目标厚度后检测是都在当前合适范围,如果在就不调节电压,如果不在则按照设定厚度调节射线管电压,在下一道次起步时已经切换完毕,可以测量下一道次数据。
2.2 冷却系统
原有测厚仪冷却方式采用的是油冷系统。由于不是密闭系统,冷凝器(类似空调压缩机)中会产生一定的冷凝水,冷凝水可能吸附在阳极靶材上造成阳极绝缘水平下降,进而导致射线管灯丝或高压电源的短路。改造后的测厚仪X射线管是水冷系统直接解决了油冷冷凝水乳化的问题。
3 10#轧机改造前后关键指标比较
(1)测量厚度偏差对比,见图2。(2)故障率及虚产,见表2。
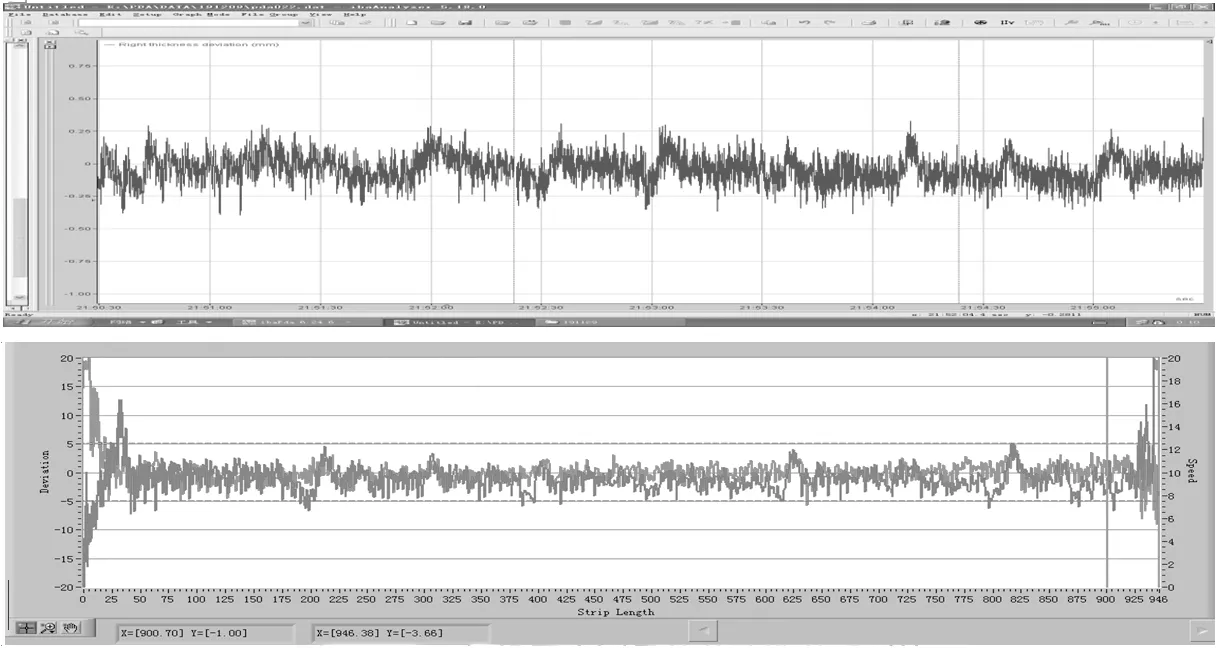
图2 10#轧机厚度测量偏差改造前后对比
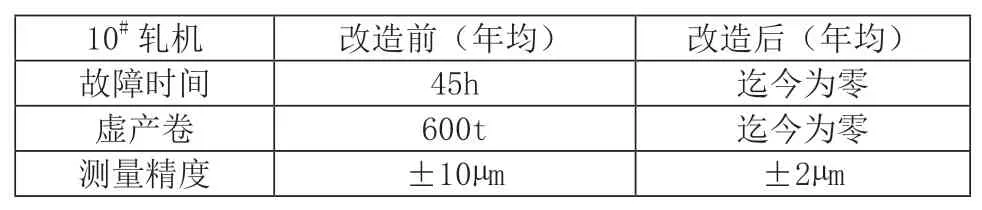
表2 10#轧机故障率及虚产改造前后比较
4 结语
采用自主设计定制的国产测厚仪设备完美替代进口设备后稳定运行,这样的信息在国内工控领域引起了很大的反响,同业单位给予了高度称赞并纷纷咨询,对太钢的技术创新能力创造了良好的声誉,同时,也对国产测厚仪设备在国内市场的应用和推广起到了很好的示范和推动作用,有助于我国企业摆脱对国外产品的依赖。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:12
冶金设备(2021年1期)2021-06-09 09:35:32
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:46
中学生数理化·七年级数学人教版(2019年12期)2019-05-21 02:53:50
山东冶金(2019年2期)2019-05-11 09:12:24
电子测试(2018年18期)2018-11-14 02:31:08
商品与质量(2018年50期)2018-04-15 08:32:24
中成药(2017年3期)2017-05-17 06:09:16
化工管理(2015年9期)2015-03-23 11:39:44
冶金设备(2015年2期)2015-02-11 00:53:41
