心盘螺栓自动紧固应用技术分析
2022-05-17 07:57:10石建刚
科技创新与应用 2022年13期
石建刚,任 帅
(国能铁路装备有限责任公司包头车辆维修分公司,内蒙古 包头 014060)
随着技术的发展,科技的进步,越来越多的自动化、智能化设备已经应用到我们生活和工作的各个方面。在大数据、视频识别及图像测量等新兴技术不断发展的背景下,高度集成的网络智能化图像处理识别系统突破人类生活局限,已经广泛应用于大量物质信息查询、图像比对以及位移测量。本项目意在依据数据通信、视频识别与测量、伺服控制、激光测量、伺服拧紧与动态扭矩测量等技术应用,实现铁路货车心盘螺栓的自动定位、自动识别和自动紧固,继而达到心盘螺栓紧固全过程无人化操作的目的。
1 概述
依据国铁集团铁路货车〔2021〕34号《铁路货车段修规程》中第5.3.9.17条,下心盘组装时,须使用FS型或BY-B、BY-A型防松螺母,并配套使用强度符合GB/T 3098.1规定的10.9级、精度等级符合GB/T 9145标准6 g要求的螺栓,螺栓头部须有10.9级标记;装用BY型防松螺母时均须安装符合GB/T 7244标准的加重型弹簧垫圈,装用FS型防松螺母时,须取消弹簧垫圈并安装符合GB/T 6172要求性能等级为04级的薄螺母螺栓规格:转K4型为M22,DZ、转K5型为M24。心盘螺栓紧固力矩:FS型不小于300 N·m、BY型M22螺栓为747~830 N·m、M24螺栓为941~1 046 N·m。螺栓直径M22者安装Φ4 mm开口销,M24者安装Φ5 mm开口销。
根据以上工艺要求,想要实现心盘螺栓紧固全过程自动定位、自动识别和自动紧固等无人化操作,则需要精确定位心盘螺栓三维空间位置,实现心盘扳机自动对位、螺栓紧固和螺栓动态扭矩测量等闭环控制。
2 转向架心盘螺栓结构
根据铁路货车〔2021〕34号《铁路货车段修规程》中要求,以及转向架心盘和摇枕结构,其心盘螺栓连接部位为通孔结构,所用的M22、M24螺栓均为螺栓螺母结构。一侧4颗,共计8颗螺栓,结构示意如图1所示。

图1 心盘螺栓结构图
3 目前心盘螺栓紧固方式
目前铁路货车转向架心盘螺栓的组装普遍采用扭矩扳机组装。扭矩扳机组装即2个人位于摇枕两侧,2个人手持特殊双螺母卡紧扳手卡紧一侧2个螺母,其中1个人操作扳机动作,2人同时配合扭矩扳机一次性同步紧固4条螺栓,具体现场如图2所示。

图2 心盘螺栓现场拆解
4 实现心盘螺栓自动紧固需要解决的问题
(1)检修数据的通信联网。
(2)心盘螺栓的三维空间定位。
(3)心盘螺栓扳机如何根据心盘螺栓三维空间位置进行调整。
(4)心盘螺栓的紧固与扭矩控制。
5 实现心盘螺栓自动紧固应用的技术
根据以上实现心盘螺栓自动紧固需要解决的问题分析,我们需要通过数据通信技术实现心盘检修数据的读取与传递,从而实现转向架整体检修设备网络化、流水线式集成化控制。通过视频识别技术实现心盘螺栓的自动识别,确保心盘螺栓的定位准确。通过机械手伺服定位技术实现心盘扳机自动移动与精确调整。通过激光测量技术在空间上实现心盘螺栓二次定位。通过伺服控制拧紧与动态扭矩测量技术,实现心盘螺栓在拧紧过程中动态测量相关扭矩数据,使得心盘螺栓的拧紧力达到工艺要求,最终实现心盘螺栓紧固工艺检修区无人化、自动化,为实现转向架检修智能化奠定基础。
5.1 数据通信技术的应用
可以充分地实现检修数据共享,从而大幅减少检修设备因检修工件规格型号不同而相应增加的工件型号识别工作,降低了设备辅助检修时间,同时可以有效地提高设备的检修效率。有效数据通信也大幅减少设备工件识别装置投入,降低检修设备复杂程度,减轻设备维护成本,有利于设备检修。本项目将设置一台主控计算机并接入检修车间现有的有线网络,主控计算机通过网络读取待紧固心盘螺栓的转向架数据,并根据数据对设备进行整体协调,通过内部通信网络将读取的数据按照需求,分别发送给图像识别控制PLC、心盘扳机机械手控制PLC及心盘扳机控制PLC。各个控制PLC将根据收到的数据控制设备各部完成心盘螺栓紧固全过程动作,具体拓扑如图3所示。
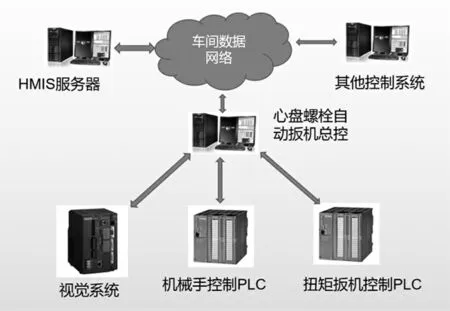
图3 心盘螺栓自动扳机网络拓扑
5.2 视频识别与测量技术的应用
由于转向架本身的制造和装配也具有一定的离散性,其各部分组装间隙与公差较大,所以在延续既有检修模式基础上增加心盘螺栓自动紧固装置,定位心盘螺栓在二维平面的具体位置将变得非常困难,传统的机械检测与位移测量都将变得非常复杂,或者无法实现。
随着5G与光纤通信普及,大数据、云计算的应用,视频识别与测量技术广泛应用为工业的检测提供了新的思路,本项目将借鉴视频识别与测量技术,通过视频摄像头拍摄的二维图片,有效地识别心盘螺栓,并通过图像定位技术计算出心盘螺栓距离图片边缘的距离,从而推算出心盘螺栓的二维坐标数据,拍摄照片如图4所示。成像效果如图5所示。

图4 相机拍摄心盘螺栓

图5 成像效果
5.3 伺服控制技术的应用
通过视频识别与测量在二维平面内检测到心盘螺栓的坐标位置后,如何将扭矩扳机根据心盘螺栓平面坐标数据移动到心盘螺栓正上方,则需要采用心盘扳机机械手的伺服控制技术。根据目前心盘扳机结构,本项目将采用龙门式结构,心盘螺栓扳机通过机械手悬挂在龙门横梁上,龙门横梁垂直横跨转向架检修轨道,机械手可以通过横梁行走实现心盘扳机X轴方向移动调整,同时机械手与心盘扳机连接处增加Y轴方向调整,从而实现扭矩扳机在平面上与心盘螺栓二维位置的重合,具体结构如图6所示。

图6 心盘螺栓自动紧固机坐标示意
5.4 激光测量技术的应用
通过视频识别与测量以及伺服控制技术可以在平面上使心盘螺栓与扳机平面坐标位置重合,但是如何将心盘螺栓所在平面与心盘扳机所在平面重合,则需要采用激光测量技术。采用激光测量技术可以在两个工件不接触的情况下检测两者之间的距离,这样就能通过控制心盘机械手的垂直下降伺服,使得心盘扳机与心盘螺栓在三维空间内重合,从而完成心盘螺栓紧固工作。具体结构如图7所示。
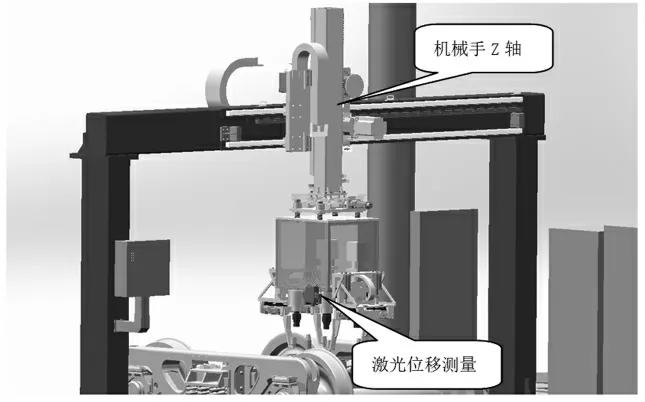
图7 心盘螺栓自动紧固机上下调整示意
5.5 伺服拧紧与动态扭矩测量技术的应用
伺服拧紧与动态扭矩测量是目前螺栓紧固通用模式,通过直接测量输出螺栓扳头扭矩值并实时反馈给伺服驱动器,从而达到精确控制伺服电机功率输出,进而实现被紧固螺栓达到标准扭矩值。该控制方式为闭环控制,可以有效反映螺栓拧紧过程中的状态,真实反映拧紧后的螺栓扭矩值是否达到工艺标准,具体结构如图8所示。

图8 心盘螺栓自动紧固机机械结构示意
6 结束语
本项目依据数据通信、视频识别与测量、伺服控制、激光测量、伺服拧紧与动态扭矩测量等技术应用,可以精确定位心盘螺栓的三维空间位置,实现心盘扳机根据心盘螺栓三维控制坐标进行自动对正,并自动根据心盘螺栓检修工艺要求紧固心盘螺栓,从而真正实现心盘螺栓紧固全过程无人化、自动化完成,继而满足心盘螺栓检修工艺要求,有效提高铁路货车段修转向架的检修效率与质量。
猜你喜欢
客车技术与研究(2023年6期)2023-12-19 01:21:18
中国民间疗法(2021年9期)2021-07-22 08:05:50
中国煤层气(2021年5期)2021-03-02 05:53:14
轻兵器(2021年1期)2021-01-28 04:12:14
哈尔滨铁道科技(2020年4期)2020-07-22 02:22:28
制造技术与机床(2019年12期)2020-01-06 03:17:46
当代陕西(2019年12期)2019-07-12 09:11:54
西南交通大学学报(2018年5期)2018-11-08 10:58:26
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
铁道运营技术(2015年3期)2015-12-23 09:27:14