BOPET 薄膜分切皱纹的产生及解决措施
2022-05-08 07:15李秋林
现代工业经济和信息化 2022年3期
李秋林
(仪化东丽聚酯薄膜有限公司,江苏 仪征 211900)
引言
双向拉伸聚酯薄膜(BOPET)于20 个世纪50 年代实现工业生产后,经过不断发展,现在已被广泛应用于电容膜、热转移膜、胶带膜、光学膜等,其加工流程主要包括结晶干燥、熔融挤出、铸膜、双向拉伸、收卷分切等。分切是生产过程中最后一道工序,也是影响成品质量的关键工序。在实际生产过程中,分切工艺不恰当,往往会产生皱纹、麻点、窜边、翘边、划伤等诸多问题,影响产品质量,进而影响客户的使用。其中,皱纹问题是分切问题中的首要问题,影响因素众多,尤其对于10 μm 以下薄型膜而言,皱纹现象更加突出。
1 分切皱纹产生的原理
BOPET 薄膜分切过程是将制膜取得的BOPET大母卷经放卷站放卷后,穿过分切机的张力控制辊、导向辊、展平辊等,之后在张力的作用下经过切刀裁切成多段用户需求的幅宽规格,最后经过分切压辊,平整光滑地卷绕在卷芯上[1]。薄膜在卷绕过程中,附近的空气会随着薄膜一起运动,从而不可避免地被卷入膜卷,如图1 所示。在分切压辊的压力作用下,大部分空气会在卷绕前被压辊阻隔而得以排出,但由于薄膜的弹性作用和微观不平整,仍会有少量的空气被卷绕进膜卷而残留在膜层与膜层之间。
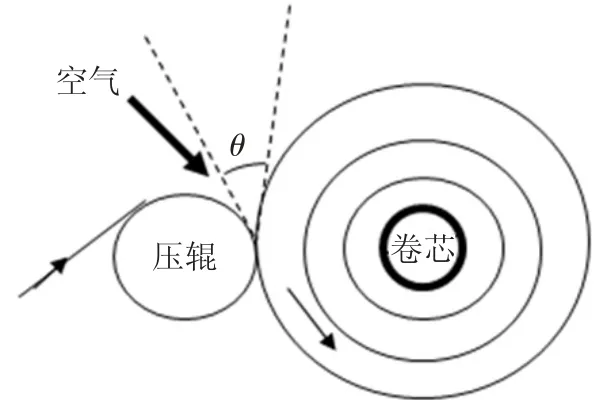
图1 收卷过程示意图
薄膜在收卷过程中,在收卷张力作用下,薄膜会沿着纵向方向弹性伸长,同时由于材料的泊松效应,会在横向有轻微的收缩,如图2-2 所示。在收卷成膜卷后,由于弹性伸长尚未恢复,会继续有张力的残存,并且这种残存的张力会沿着卷筒的径向向内产生一定的附加压强,膜卷内部层与层之间的空气在这种附加压强的作用下,会向膜卷两端移动而从端面缓慢逸出。随着空气的逸出,膜卷的卷径会有所减小,周长得以回缩,薄膜的弹性伸长回复,从而应力得以缓和,而横向也会产生一定的松弛[2],如图2-3所示。在此过程中,如果空气排出不畅,薄膜的弹性形变不均匀,横向松弛受阻,便会不可避免地产生皱纹。
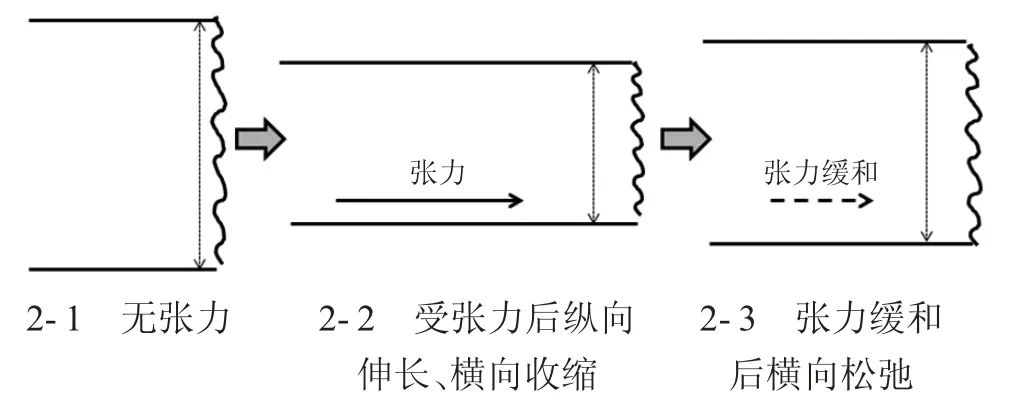
图2 薄膜受力变形示意图
2 分切皱纹产生的影响因素
从分切皱纹的产生原理来看,其影响因素主要包括以下方面。
2.1 工艺条件
2.1.1 收卷张力
薄膜的收卷速度通常略微高于放卷及行走速度,这一速度增量引起薄膜弹性伸长,从而形成收卷张力。薄膜在分切过程中,需要保持适当的张力,使得膜面保持绷直的状态,避免松弛,从而被平整地收卷在卷筒上。
收卷张力大小的设置需要根据薄膜的厚度和幅宽而确定。在同等条件下,收卷张力过大,薄膜的弹性伸长也就越大,沿横向的收缩也越大,弹性变形也就越容易不均匀,薄膜往往在收卷前的行走状态下极容易产生褶皱,平整度差,行走时的膜面皱褶卷到卷筒上后即产生皱纹。但是,收卷张力也不宜过小,收卷张力过小时,膜面出现松弛,不能保持绷紧的状态,收卷时夹入的空气会增多,膜卷收卷偏松,内层容易被压皱,也会产生皱纹。
2.1.2 收卷压力
收卷压力是由分切压辊两端的气缸产生的,在收卷过程中,分切压辊两端在压辊支架杠杆原理的作用下,将合适的压力作用在压辊上,压辊以线接触的方式将薄膜压在卷筒上进行卷绕,通过分切压辊的弹性变形以达到展平膜面,排出空气的效果。
收卷压力的设置也要适中,收卷压力过小时,随薄膜一起卷入膜卷的空气量大,膜卷收卷偏软,容易产生皱纹。收卷压力过大时,空气排出过多,薄膜层与层之间过于黏合,会影响后道使用时的放卷。收卷压力大小可根据膜卷硬度进行适度调节,一般来说,膜卷表层的硬度控制在邵氏90°~96°之间。
2.1.3 分切速度
在同等条件下,随着分切速度的增加,靠近薄膜的空气的流动速度也相应增加,在卷绕时,更多的空气被卷入到膜卷中。因而,减小分切速度有利于空气排出,减少皱纹的产生。
但是,减小分切速度意味着加工效率的降低,不具有实际生产的意义。为了提高分切速度,通常会适当增加收卷张力、收卷压力,以增加空气的排出效果。
2.2 薄膜特性
2.2.1 厚度均匀性
对于BOPET 薄膜而言,薄膜厚度无论怎么控制,总是会存在一定的厚度偏差,厚度偏薄或偏厚均会影响皱纹的产生。
当厚度偏薄时,收卷时偏薄处会产生轻微的凹陷,这一位置膜层之间空气会较其它位置堆积更多,经过多层卷绕之后,空气堆积越来越多,厚度累积越来越薄,分切压辊也无法接触该处膜面,凹陷处的薄膜处于相对自由的状态,从而极易变形产生皱纹,这一位置的皱纹相对来说硬度较软。
当厚度偏厚时,收卷时偏厚处会产生轻微的凸起,随着收卷直径的增加,偏厚的部分经过累积,会产生明显的凸起状的皱纹,这一位置的皱纹相对来说硬度较硬。此外,厚度偏厚的区域膜层过于粘连,会影响邻近区域的空气向小卷端部排出,造成邻近区域空气堆积而产生皱纹。
对于10 μm 以下的BOPET 薄膜,厚度偏差一般要控制在4%以内,为消除厚度不均的影响,通常会在放卷时进行周期性的左右摇摆,以部分消除厚度偏差的累积作用;但当厚度严重不均时,摇摆的作用有限,则需要进一步优化制膜工艺来提高厚度均匀性。
2.2.2 表面摩擦系数
聚酯薄膜的表面摩擦系数也会影响皱纹的产生,由于薄膜在空气排出、横向松弛时有轻微的形变和相对位移,当摩擦系数相对较大时,膜与膜之间不太容易滑动,容易阻滞薄膜的回缩变形从而产生皱纹。
薄膜表面有大量的外露分子链,纯BOPET 薄膜由于层与层之间距离过近,外露分子链的作用力较强,层与层之间不易滑动,容易黏合。因而,一般会加入一定的开口剂,让薄膜表面产生凸起,形成一定的粗糙度,增加层与层之间的空隙,从而降低粘合作用,相对滑动也就更加容易[3]。开口剂的种类很多,如氧化物(SiO2、TiO2、MgO 等)、无机盐(碳酸钙、磷酸盐等),通过改变开口剂的添加量、粒径等,可以对表面粗糙度及摩擦系数进行调控,通常BOPET 薄膜的静摩擦系数应控制在0.4~0.7,动摩擦系数控制在0.3~0.6[4]。
2.2.3 弹性模量与泊松比
薄膜的弹性模量大,意味着在同样的收卷张力作用下,薄膜的弹性变形量小,弹性形变不均匀的程度就小,皱纹发生的几率就低。
薄膜的泊松比也会对皱纹产生影响。泊松比是指在拉伸力的作用下,沿拉伸方向的伸长量与横向的收缩量之比。泊松比越大,在同样的拉伸变形下,横向的变形量就小,也就越不容易产生皱纹。
弹性模量与泊松比与薄膜自身的内在特性有关,影响因素较多,通常不会进行针对性调控。但当弹性膜量与泊松比较小时,可以适当降低收卷张力,以减小拉伸变形,从而减少皱纹的产生。
2.3 分切压辊辊径和材质
由于收卷时,大部分空气是通过分切压辊的挤压作用而被排除在膜卷外,压辊的作用不可忽视,对其结构形态也有着相应的要求。其中,压辊的辊径和材质对皱纹发生的影响较大。
当压辊直径较大时,膜与压辊的包角较大,而与卷筒之间的夹角较小,更多的空气会在未被完全排出时,随薄膜一起被夹入膜卷中,皱纹产生的几率高。当压辊直径较小时,膜与卷芯之间的夹角大,相对而言空气更容易向周围发散逸出,也就不易产生皱纹。但是。当压辊直径更小之后,其刚度会变小,容易弓曲产生挠度,对压辊材质提出了更高的要求。实际生产中,需要综合薄膜的厚度、幅宽等多方面因素来选择合适的辊径。
对压辊的另外一个要求是表面材质和硬度,压辊表面通常采用橡胶进行包覆,针对薄膜厚度的微观不平,通过橡胶在压力下的弹性作用,可以弥补一部分膜面不平整,并缓冲压辊、卷芯的跳动,使得压力均衡。压辊表面的弹性和硬度要求适中,硬度过小时,收卷压力主要被橡胶的变形所吸收,对膜卷的挤压作用不足而无法有效排出空气;硬度过大,橡胶的弹性形变不足,也无法有效弥补厚度不均和压辊跳动等导致的压力不均衡,通常压辊的表面硬度控制在邵氏40~60。
2.4 卷芯质量
由于薄膜是收卷在卷芯上的,通常的卷芯采用纸管,纸管的加工质量也极其重要。纸管的性能指标中,最重要的是直线度和同心度。
纸管的直线度会直接影响收卷张力、压力横向分布的均匀性。纸管的直线度越差,收卷时的横向分布越不均匀,皱纹产生的几率就高。要保证纸管的直线度,可以适当增加纸管壁的厚度、选用更好的材料等,以提高纸管的刚性。
纸管的同心度会影响卷芯转动时的均匀性,纸管的同心度越好,实际的卷绕速度就越稳定,收卷张力的波动就小。同时,与卷筒接触的压辊的跳动也相对较小,收卷压力的波动也变小,可以减少皱纹的发生。另外,纸管内径与卡头也需要密切配合,纸管端部内壁的耐磨性较好,与卡头之间无相对滑动和跳动,才能更好地体现同心度的效果。
2.5 设备状态
分切机的设备精度和状态,运行的稳定性均会对皱纹产生影响。
由于收卷张力是依靠收卷时的速度增量而产生的,传动辊的速度波动、收卷臂的速度波动均会引起张力的波动,从而导致膜面不平整而产生皱纹。
而收卷压力是通过分切压辊与膜卷的接触挤压而产生的,收卷臂的卡头跳动、压辊气缸压力的稳定、压辊的水平度均会影响到收卷压力的波动,进而导致排气不均匀而产生皱纹。
要保持良好的设备状态,需要加强平时设备的定期维护。
3 结语
BOPET 薄膜分切收卷过程出现皱纹,归根结底还是收卷时卷入的空气过多,在膜卷内部分布不均匀造成的。由于生产状态的变化,在实际生产时,需要结合上述原因,对收卷张力、压力、薄膜厚度、压辊和纸管的配置、设备状态进行针对性的调整和优化,以保证最佳收卷效果,减少皱纹的发生,满足用户对膜面平整性的要求。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
橡塑技术与装备(2022年5期)2022-05-17
西北工业大学学报(2021年5期)2021-11-13
科学技术创新(2021年12期)2021-05-20
生活用纸(2020年9期)2020-09-07
装备维修技术(2020年29期)2020-07-01
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
科技与创新(2018年23期)2018-12-18