
红土镍矿高压酸浸小型试验与研究
2022-04-27 09:46贾露萍刘楠才肖贵龙
有色设备 2022年1期
贾露萍,吴 迪,刘楠才,肖贵龙
(瑞木镍钴管理(中冶)有限公司,巴布亚新几内亚马当省)
0 引言
世界镍资源储量很丰富,截止2020 年陆地镍资源(平均品位0.5%以上)为3 亿吨以上,其中硫化镍矿占比40%,剩下60%为红土镍矿[1]。随着地球上高品位硫化镍矿的日趋枯竭和红土镍矿生产的成本下降趋势,红土镍矿生产占镍矿生产的比例近年来正在迅速提高。
红土镍矿的冶炼工艺有火法和湿法之分,典型的火法工艺有还原硫化熔炼镍锍工艺、回转窑-矿热炉镍铁工艺、还原焙烧磁选工艺,典型的湿法工艺有还原焙烧-铵浸-氢还原镍粉镍块工艺[2]、高压酸浸工艺。高压酸浸工艺以其对低镍-高铁-低镁型红土镍矿适应性好、镍钴回收率高、生产成本较低、环境友好的优点已成为当今主流的红土镍矿湿法冶炼工艺[3]。
本试验采用高压酸浸技术处理典型的近赤道低品位湿型红土镍矿,首先开展单一因素(温度、酸矿比、搅拌速度、浸出时间、入釜浓度)对镍、钴、镁、铝浸出率影响的试验,对试验结果初步进行分析选取较佳的工艺条件,然后开展温度和酸矿比对浸出率影响的正交试验,再对试验结果进行经济分析得出最佳工艺条件。由于镁铝是高压酸浸工艺中主要的耗酸元素[4],同时铝是高压釜结垢的主要元素之一[5],因此探索高压酸浸最佳工艺条件的原则是在获得较低的镁铝浸出率(铝的浸出率宜控制20%以下)、能源消耗、硫酸消耗的同时追求较高的镍钴浸出率。
1 试验
1.1 原料
试验原料为典型的近赤道低品位湿型红土镍矿,取自经洗矿、选矿、除铬后的红土矿浆,再经烘干、破碎、粉碎等制样方法处理后,其典型化学成分值如表1 所示、粒度分布如表2 所示。

表1 红土镍矿典型化学成分(wt%)
表2 红土镍矿粒度分布表
1.2 试验设备
2LParr 高压釜及控制器、干燥箱、鄂式破碎机、真空泵、全密封式化验制样粉碎机、电子称、ICP 等。
1.3 试验试剂
Z98%分析纯浓硫酸。
1.4 试验方法
将200 g 红土矿、试验要求量的水和浓硫酸加入高压釜,浆化后密封,启动搅拌并升温,至指定温度后恒温,完成要求的反应时间后降温至50 ℃,停止冷却与搅拌,高压釜泄压、矿浆出釜、真空抽滤、滤饼洗涤3 次,同时对高压釜内壁和搅拌进行洗涤,洗后液进行抽滤洗涤。洗水均采用pH≈1 的酸性洗水,对所得滤饼烘干与滤后液分别进行计量称重和ICP 分析化学元素,以滤饼渣相分析结果计算浸出率,以液相分析结果作为计算参考。由于恒温阶段温度最大波动为5 ℃,故温度最小的试验单位为5 ℃。
2 试验结果与分析
2.1 温度对浸出率的影响
反应条件:酸矿比250 kg/t-干矿,浸出时间1 h,搅拌转速120 r/min,入釜矿浆浓度25%,反应温度(℃)分别为:180、200、220、230、240 ℃、250、255、260、270。
试验结果如图1 所示,从图中可以看出,镍的浸出率随着温度的上升而增高,在250 ℃及以上温度区间获得较高的镍浸出率;钴的浸出率始终高于镍的浸出率,且随着温度的上升而增高,在230 ℃及以上温度区间增高幅度很小;镁在240 ℃以下时浸出率高于镍的浸出率,镁的浸出率随温度的升高而增大;铝的浸出率在180 ℃以上区间随温度的升高而降低,250 ℃及以上温度区间,铝的浸出率低于20%。
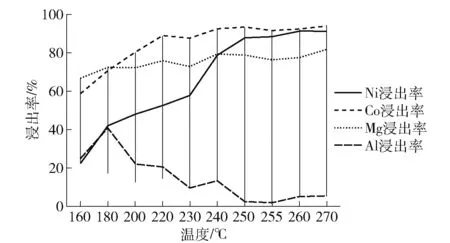
图1 温度对浸出率的影响
从试验过程看,240 ℃及以上温度的试验出釜矿浆为红色,判断此温度下浸出的Fe3+水解生成了FeO,而低于240 ℃出釜矿浆皆呈现与原矿浆相同的黄色,判断部分铁虽有被浸出生成硫酸盐,但没有水解过程。
综合考虑,温度处于250~270 ℃区间时,镍钴浸出率较高,镁铝的浸出率较低,考虑到蒸汽能耗因素,浸出温度选择250~270 ℃区间为宜。
2.2 酸矿比对浸出率的影响
反应条件:温度250 ℃,浸出时间1 h,搅拌转速120 r/min,入釜矿浆浓度25%,酸矿比(kg/t-干矿)分别为:230、240、250、260、270、280、290、300、310、320。
试验所得的浸出率如图2 所示,从图中可以看出,低于280 kg/t-干矿酸矿比条件下,钴的浸出率高于镍的浸出率;镍和钴的浸出率都随着酸矿比的增加而增高,270 kg/t-干矿时,镍和钴的浸出率接近或达到95%;随着酸矿比的增加,镁的浸出率略微增高,而金属铝的浸出率则显著增高,300 kg/t-干矿时,铝的浸出率超过20%。
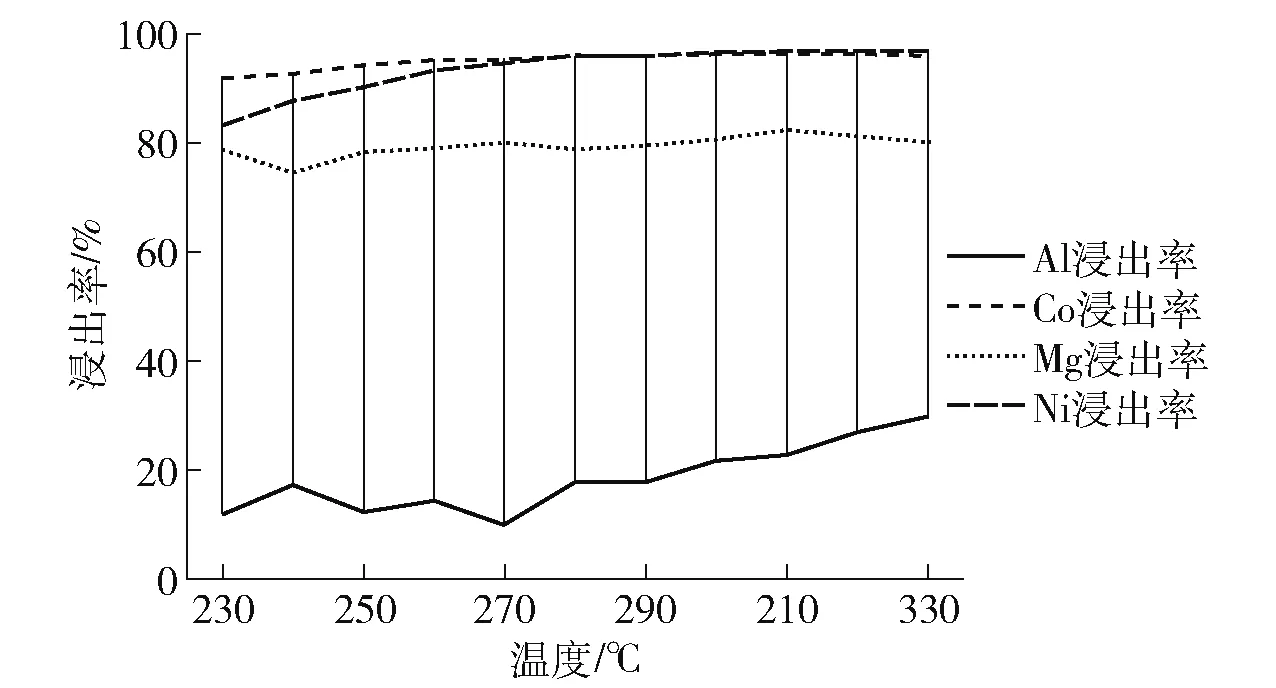
图2 酸矿比对浸出率的影响
综合考虑,酸矿比为270~280 kg/t-干矿时,镍和钴的浸出率达到95% 以上,镁的浸出率80%~82%,铝的浸出率小于20%。
2.3 浸出时间对浸出率的影响
反应条件:反应温度为255 ℃,酸矿比280 kg/t-干矿,搅拌转速120 r/min,入釜矿浆浓度25%,反应时间(min)分别为:30、40、50、60、70、80、90、100、120。
试验所得的浸出率如图3 所示,从图中可以看出,镍、钴、镁的浸出率对于浸出时间均不太敏感;镍和钴的浸出率随反应时间延长而略微增高,50 min反应时间以后,镍和钴的浸出率均为95%以上,随反应时间的延长增高的幅度不大;镁的浸出率随反应时间的延长呈现缓慢增高的趋势,反应50 min 以后,镁浸出率基本保持稳定;铝的浸出率随反应时间延长呈下降趋势,50 min 以后,铝的浸出率降至20%以下。
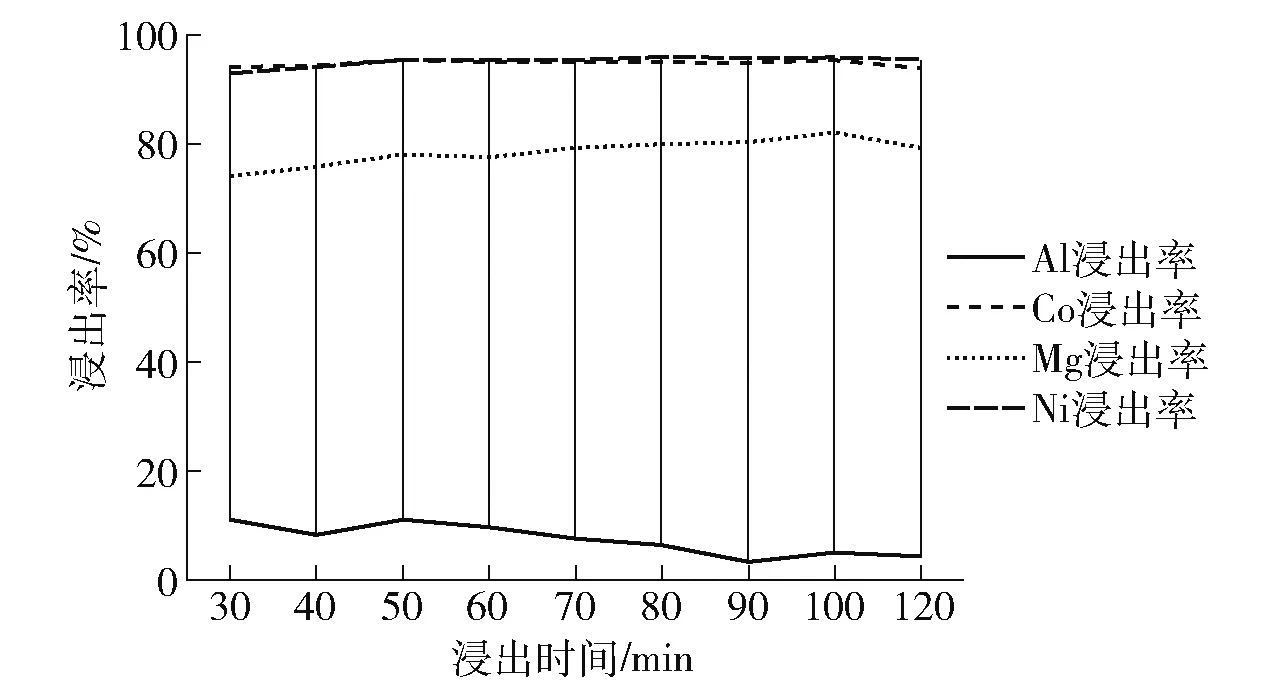
图3 浸出时间对浸出率的影响
综合考虑,反应时间50 min 时,时间较短,镍钴浸出率较高,镁铝浸出率和能耗较低。
2.4 入釜矿浆浓度对浸出率的影响
反应条件:反应温度为255 ℃,酸矿比280 kg/t-干矿,反应时间60 min,搅拌速度为120 r/min,入釜矿浆浓度(%)分别为:24、25、26、27、28、29、30。
所得结果如图4 所示,从图中可以看出,镍、钴、镁、铝的浸出率对矿浆浓度的变化均不敏感;镍浸出率随着入釜矿浆浓度的增大而略微增高,钴的浸出率则基本保持不变,镁的浸出率随着浓度的增加而略微增高,铝的浸出率总体低于20%,浓度大于大于27%以后,随浓度的增加而略微增高。
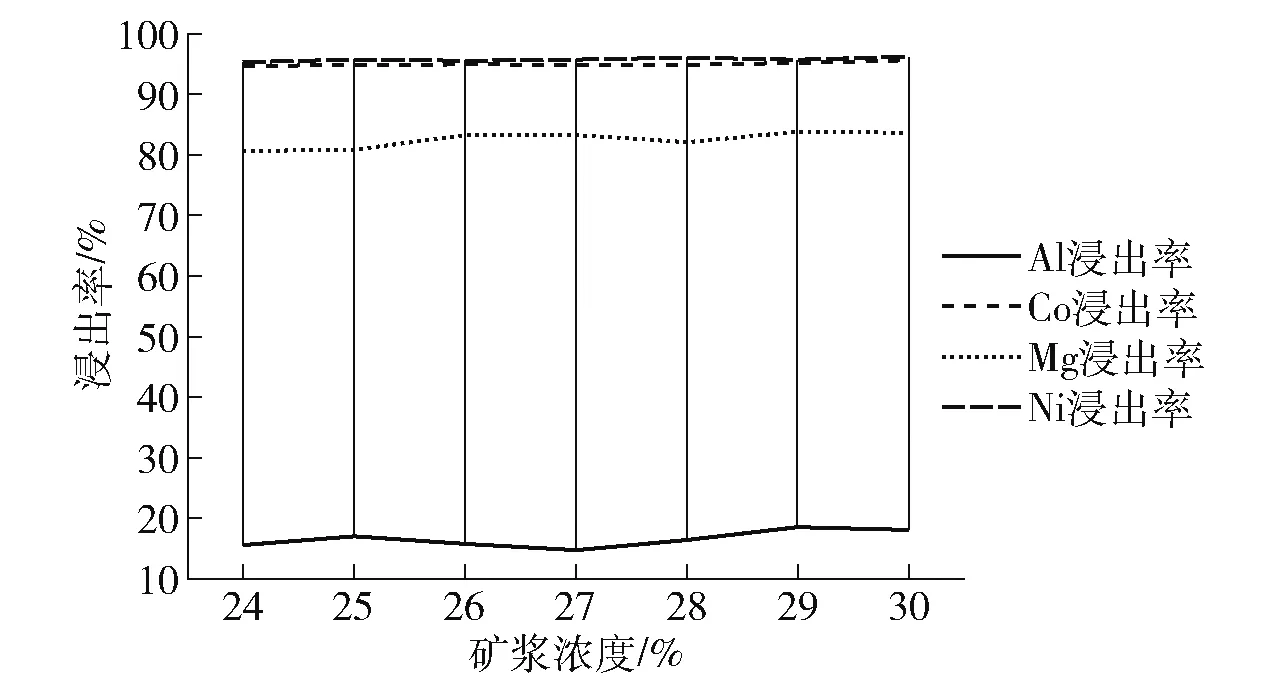
图4 矿浆浓度对浸出率的影响
综合考虑,25% 浓度时,镍的浸出率为95.43%、钴的浸出率为95.10%、镁的浸出率80%、铝的浸出率12%,总体技术指标较好。
2.5 搅拌速度对浸出率的影响
反应条件:反应温度为250 ℃,酸矿比255 kg/t-干矿,反应时间60 min,入釜矿浆浓度25%,搅拌速度(r/min)分别为:240、200、160、120、100、80。
试验所得结果如图5 所示,从图中可以看出,120 r/min 时,镍和钴的浸出率最高;镁的浸出率开始时随着搅拌速度的提升而下降,至160 r/min 时镁的浸出率达到最低,然后随着搅拌速度的提升而略微提升;铝的浸出率开始时随着搅拌速度的提升而下降,至120 r/min 时降至最低的14.7%,然后随着搅拌速度的提升而显著提升。

图5 搅拌速度对浸出率的影响
综合考虑,转速为120 r/min 时,镍钴浸出率较高,镁铝浸出率和能耗较低。
2.6 正交试验
根据上述试验结果开展关于温度(250 ℃、255℃、260 ℃)和酸矿比(260 kg/t-干矿、270 kg/t-干矿、280 kg/t-干矿)对浸出率影响的正交试验,其它试验条件为:
搅拌速度120 r/min,浸出时间50 min,浓度25%。铝的浸出率均在15% 以下,镁浸出率均在82%以下,钴的浸出率基本稳定,镍的浸出率波动较大(如表1 所示)。从表3 的试验结果看,温度越高,酸矿比越高,镍浸出率越高。

表3 温度与酸矿比正交试验的镍浸出率结果
2.7 技术经济分析
对表3 的结果进行技术经济分析比较,分析方法:浸出率的变化产生的效益折算成金属镍价值变化ΔV1;剩余温度变化的成本以重油产蒸汽的形式最终折算成重油价值变化ΔV2;酸矿比变化的成本以硫磺制酸的形式最终折算成硫酸价值差异ΔV3。比较多产出镍的价值与多投入的成本(能耗和酸耗)之间的经济效益,即比较多产出的镍价值ΔV1与多投入的重油消耗价值ΔV2+多投入的硫酸价值ΔV3的关系,若ΔV1>ΔV2+ΔV3,则经济上可行,若ΔV1<ΔV2+ΔV3,则经济上不划算,依此对表3 中9个样的结果两两进行比较,最终得出最佳工艺条件。本试验高压釜为电间接加热(未配备能量计量),实际生产一般为蒸汽直接加热,为了便于分析计算,假定本试验采用270 ℃蒸汽直接加热,加热后蒸汽转化为浸出温度下的冷凝水。
计算基本参数:
试验样的原矿重量m矿=0.2 kg
样品重量浓度W1=25%
原矿镍品位G1=1.168%
水比热容C水=4.2×103J/(kg·℃)
红土矿比热容C矿=364 J/(kg·℃)
180#重油热值Q1=42.7 MJ/kg
180#重油价格P1=670 $/t
产蒸汽的重油单耗U1=65.5 kg/t-蒸汽
250 ℃蒸汽液体焓H1=1.08 MJ/kg
255 ℃蒸汽液体焓H2=1.11 MJ/kg
260 ℃蒸汽液体焓H3=1.13 MJ/kg
270 ℃蒸汽焓H4=2.76 MJ/kg
热损失系数ω=10%
镍价格P2=19 000 $/t
硫酸价格P3=70 $/t
以250 ℃、260 kg/t-干矿条件(以下称为样1)和255 ℃、260 kg/t-干矿条件(以下称为样2)为例进行技术经济分析比较。样1 所得浸出率为87.91%,样2所得浸出率为92.22%。因酸矿比相同,酸耗变化ΔV3为零,所以只需比较ΔV1和ΔV2值的大小。样2 比样1 多浸出金属镍的价值ΔV1=样品原料中含的镍×浸出率变化×镍价格=G1×(L2-L1)×P2=1.89×10-3$。样2 比样1 增加重油消耗价值ΔV2=(红土干矿所需热量+矿浆中水所需热量)×(1+ω)/(255 ℃蒸汽液体焓H2-250 ℃蒸汽液体焓H1)/蒸汽重油单耗× 重油价格=((C矿m矿ΔT+C水m水ΔT)×(1+ω)/(H2-H1)/U1×P1=4.86×10-6$。由以上结果可知,ΔV1(=1.89×10-3) >ΔV2(=4.42×10-6)+ΔV3(=0),即样2 比样1 虽多投入4.86×10-6$ 的重油成本但多浸出价值1.89×10-3$ 的金属镍,所以样2 工艺条件比样1更经济。
再次以样1 和250 ℃、270 kg/t-干矿条件(以下称为样3)为例,进行技术经济分析比较。样1 所得浸出率为87.91%,样3 所得浸出率为93.46%。因温度相同,能耗变化ΔV2为零,所以只需计算比较ΔV1和ΔV3值的变化。样3 比样1 多浸出的金属镍价值ΔV1=样品原料中含的镍×浸出率变化×镍价格=m矿×G1×(L2-L1)×P2=2.45×10-3$。样3 比样1 增加硫酸消耗价值ΔV3=红土矿干矿×酸矿比变化×硫酸价格=m矿×Δm酸×P=1.40×10-4$。由以上结果可知,ΔV1(=2.45×10-3) >ΔV2(=0)+ΔV3(=1.40×10-4),样3 比样1 虽多投入1.40×10-4$的硫酸成本但多浸出价值2.45×10-3$的金属镍,所以样3 工艺条件比样1 更经济。
以此类推,对表3 中任意两样的进行比较,结果如表4 所示,最终得出,样9(260 ℃,280 kg/t-干矿)时,经济效益最佳。

表4 技术经济分析结果
3 结论
根据以上的试验结果,得出以下结论:
(1)各因素对镍浸出率影响的优先级为:温度>酸矿比>浸出时间>搅拌速度>矿浆浓度。
(2)钴相对于镍更容易被浸出。
(3)铝的浸出率对浸出的温度和酸矿比较为敏感。
(4)在本文假定的市场条件下,该红土矿在260 ℃、280 kg/t-干矿、搅拌速度120 r/min、浸出时间50 min、浓度25%高压酸浸条件下能获得最佳经济效益。
试验为间断性操作、间接方式电加热、升温前已加酸和搅拌、降温时矿浆仍在高压釜内,与工业生产的连续加酸闪蒸、直接蒸汽加热等工艺条件有所不同,故试验结果与生产实际可能存在一定偏差。
猜你喜欢
能源化工(2021年6期)2021-12-30
湖南有色金属(2021年5期)2021-10-23
能源工程(2021年1期)2021-04-13
矿山机械(2020年11期)2020-11-25
矿冶(2020年4期)2020-08-22
船舶标准化工程师(2020年1期)2020-06-12
老友(2020年2期)2020-03-08
建材发展导向(2019年10期)2019-08-24
滇池(2019年4期)2019-05-10
东坡赤壁诗词(2018年2期)2018-05-10
