
基于亚龙YL-235A型光机电一体化设备的工件分拣包装装置设计
2022-04-25 07:20:00张书博
电子元器件与信息技术 2022年3期
张书博
(德宏职业学院,云南 德宏州芒 678400)
0 引言
本文讨论的工件分拣包装装置是以亚龙YL-235A型光机电一体化设备为基础,利用三菱PLC的顺序控制程序,搭配传感器、皮带输送机、气动系统等部件实现控制要求,以此加深学生对如何实现“机”“电”融合的理解,增强学生对机电类行业生产实际的认识,提高学生对未来工作岗位的兴趣,进而实现良好的教学效果。
1 控制要求
某生产线加工多种零件,在终端设置有分拣和包装装置。按下启动按钮后,设备启动开始工件分拣,皮带输送机以15Hz的频率正转运行,红绿双色警示灯闪烁,指示正在等待工件到来。当进料口检测到有工件时,红绿双色警示灯熄灭,皮带输送机以20Hz的频率正转运行,如果是金属工件,则由推料气缸I推入出料斜槽I;如果是白色工件,则由推料气缸II推入出料斜槽II;如果是黑色工件,则由推料气缸III推入出料斜槽III。当推料结束后,皮带输送机以15Hz的频率正转运行,红绿双色警示灯恢复闪烁,等待下一个工件到来。
任何一个出料斜槽内的工件数量达到5个时,须立即把工件取走进行模拟包装操作,在这期间,输送和分拣过程暂停,并用指示灯提示哪种工件正在包装,包装过程用时30s。黄色指示灯亮表示金属工件正在包装,绿色指示灯亮表示白色工件正在包装,红色指示灯亮表示黑色工件正在包装。包装完成后,指示灯自动熄灭,此时可按下启动按钮继续分拣和包装工件。
按下停止按钮,设备在分拣完当前工件后才停止工作。若未断电,再次启动时工件接着前一次停止时的数量计数。[1]
2 任务分析
根据控制要求可知,该装置主要实现工件的分类拣出(简称“分拣”)和工件达到规定数量后的模拟包装两个功能。
2.1 实现工件分拣功能
用电感传感器识别金属工件,用两个光纤传感器识别白色和黑色工件,同时用三个二位五通单控电磁换向阀分别控制三个推料气缸。当传感器识别出对应的工件时,该传感器下方的推料气缸会受到相应的二位五通单控电磁换向阀控制,将工件推入出料斜槽中,即可实现三种工件的分拣[2]。
2.2 实现模拟包装功能
控制要求中,当任何一个出料斜槽内的工件数量达到5个时,须立即把工件取走进行模拟包装操作,此处需用到PLC提供的计数器。因控制要求中明确“若未断电,再次启动时工件接着前一次停止时的数量计数”,所以此处只需使用非断电保持性的加计数器即可实现计数功能。受设备限制,包装功能无法实现,仅利用30s暂停模拟包装的过程。
3 机械部件安装示意图及要求
根据控制要求,该工件分拣包装装置需要用到皮带输送机、三相异步电动机、推料气缸、出料斜槽、红绿双色警示灯等主要部件,相互位置及安装示意如图1所示。

图1 工件分拣包装装置机械部件安装示意图
在机械部件安装过程中,时刻遵守“安全第一”的原则,严防操作过程中出现伤人或损坏设备等现象。同时,要重点关注皮带输送机主辊筒轴的安装,确保电动机转轴与主辊筒轴的中心线在同一直线上,确保主辊筒轴与皮带辊筒轴平行[3]。
4 电气控制原理设计
亚龙YL-235A型光机电一体化设备的核心控制部件是PLC,本次任务以三菱PLC为例,型号为FX3U-48MR,该系列PLC的特点是编程语言直观易懂,初学者入门比较简单[4]。
根据该装置的控制要求,共使用输入端子10个、输出端子10个,具体I/O分配见表1。

图2 工件分拣包装装置电气原理图

表1 工件分拣包装装置I/O 分配表
5 气动系统设计
该工件分拣包装装置的气动系统包含能源元件、控制元件、执行元件三个部分。其中,能源元件主要包括气泵、空气过滤器、调压阀三个部分,主要用于为气动系统提供动力气源;控制元件主要包括二位五通单控电磁换向阀、单向节流阀,主要用于控制气体走向;执行元件为推料气缸,用于将工件推入出料斜槽[5]。该装置的气动系统设计如图3所示。
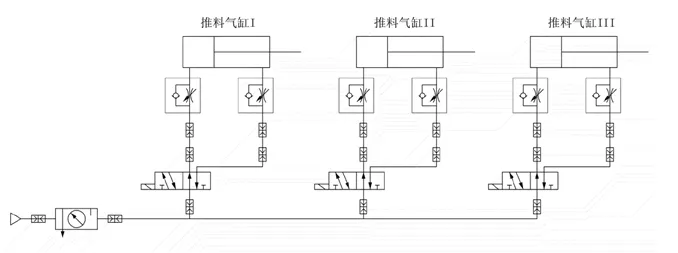
图3 工件分拣包装装置气动系统设计图
6 参考程序
为满足该装置的控制要求,PLC编程采用顺序控制程序中的选择性分支结构,由于不同材质的工件要进行不同的处理,所以区分工件材质的点就是程序的分支点。
工件分拣包装装置的金属工件部分参考程序如图4所示。

图4 工件分拣包装装置的金属工件部分参考程序
7 结语
本文讨论的工件分拣包装装置是亚龙YL-235A型光机电一体化设备所能实现的一个典型工作任务,在实际教学实施过程中,能够充分锻炼学生将“机”与“电”相互融合的能力。同时,亚龙YL-235A型光机电一体化设备兼具真实的生产功能和整合的学习功能,能够让学生在较为真实的工作情境中完成工作任务,进而获得专业技能知识。
猜你喜欢
陕西师范大学学报(自然科学版)(2022年6期)2022-12-02 06:06:56
快乐学习报·教师周刊(2022年15期)2022-05-16 23:56:34
防爆电机(2022年1期)2022-02-16 01:14:04
科学与财富(2021年35期)2021-05-10 22:24:50
大电机技术(2018年4期)2018-09-26 03:11:28
河南工学院学报(2017年1期)2017-06-07 09:00:59
公民与法治(2016年4期)2016-05-17 04:09:39
筑路机械与施工机械化(2014年8期)2014-03-01 03:01:13
筑路机械与施工机械化(2014年2期)2014-03-01 02:57:43
河南科技(2014年22期)2014-02-27 14:18:16
