油气田压裂废液深度氧化处理技术研究
2022-04-21 07:55杨阳
中国石油大学胜利学院学报 2022年1期
杨 阳
(中石化石油工程设计有限公司 节能环保技术中心,山东 东营 257000)
压裂助采在致密油气田开采过程中被广泛采用,是有效的增产措施之一。但压裂废液产生来源分散,废液综合产量大,据不完全统计,全国各大油田年产废液约200×104m3。由于添加了稠化剂、交联剂、破胶剂等多种化学添加剂,压裂废液具有高CODcr、高稳定性、高黏度和难降解的特性,这些废液不处理直接外排,必然会给周边生态环境造成极大危害。目前压裂废液处理技术种类很多,但处理工艺针对性不强、处理成本高、效果不稳定,为此,结合生产实际,对油气田压裂废液深度氧化处理技术进行研究,优化COD降解技术,选择·OH、ClO-、O3三种氧化性较强的氧化基分别进行去除COD研究,根据不同的工程依托条件,为后续开发高效处理组合工艺及工业化应用提供参考。
1 废液主要污染物分析
压裂废液难处理是因其成分复杂,通过GC-MS对乙酸乙酯、石油醚提取液中有机组分进行分析。样品中挥发性及半挥发性有机成分,利用气相色谱-质谱联用仪进行分析,结果见表1。
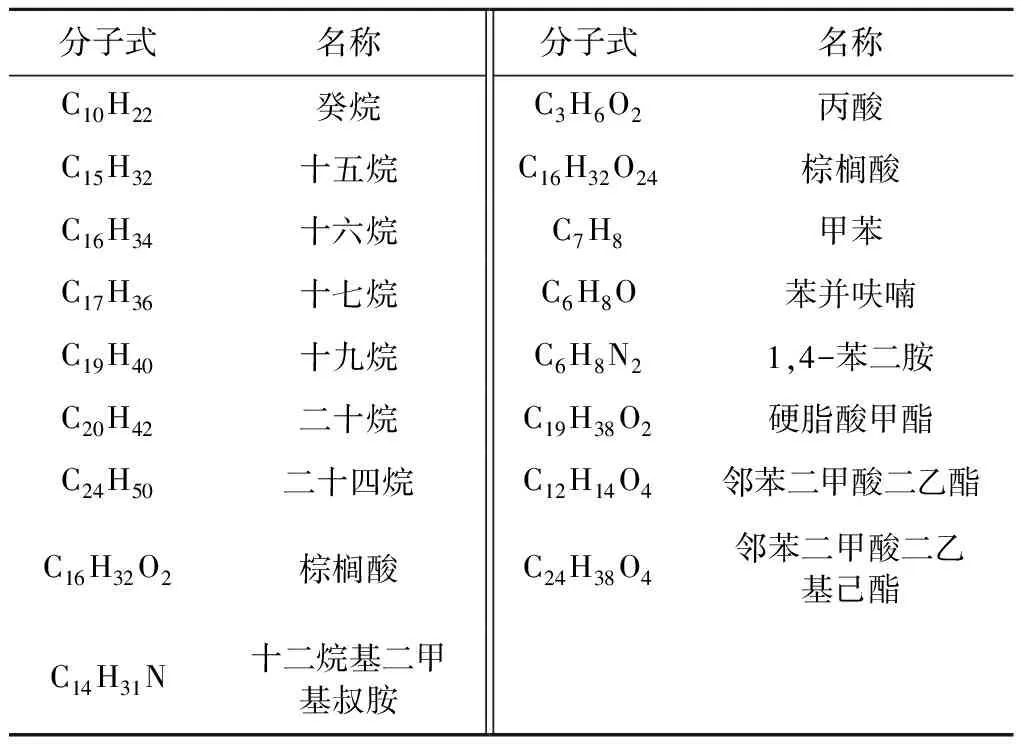
表1 油田压裂废液中部分有机物组分
根据分析,废液中含有C10-24烃类、部分脂肪酸、酯杂环化合物;含有天然有机物、石油类物质包括多种长链烷烃、苯系物、有机酸和有毒多环芳烃类化合物[1];含有多种难降解、有毒有机污染物,无法通过简单的药剂添加处理完成,需进行深度氧化处理,将废液中难降解的有机物矿化、分解[2]。
2 深度氧化技术优化
针对废液中难降解的污染物,优选·OH、ClO-、O3三种氧化性较强的氧化基进行不同氧化基去除COD研究。试验水样来源于某页岩气采出水,pH值为6.57,COD值为1 058~1 467 mg/L。
2.1 Fenton氧化最佳条件
2.1.1 单因素分析
在酸性条件下,Fenton氧化反应产生具有强氧化性的·OH。在中性和碱性环境下,Fe2+不能催化H2O2产生·OH。试验过程中发现,当调节水样pH后,水样变清,浊度下降,且COD下降,因此先做各关键参数的单因素分析。
(1)酸析。加稀H2SO4调节pH分别至1、2、3、4、5、6,并静置片刻。每组等待相同时间,待分层后,取上清液测定水质指标[3]。结合CODCr结果,确定最佳pH值。结果显示:pH值为1~4时,处理效果明显。pH值为2~3时,CODCr去除率在23%以上,浊度去除率达到95%。从工艺处理成本及设备构造条件出发,为经济有效的去除CODCr,酸析pH值为2~4时较为适宜。
用稀H2SO4调节pH值至2,为Fenton氧化反应提供适宜的酸性环境,减少HCl中Cl-对COD测量的误差,同时作为沉淀剂有效降低水样中重金属离子如Ca2+、Ba2+、Sr2+和Pb2+等的浓度[3]。
(2)反应时间Fenton氧化时间对整个反应有重要影响。分别反应时间30、60、90、120、150 min,结果显示:最佳COD去除效果为90~120 min。
(3)H2O2与水中COD的比值。参考相关文献、其他参数固定做Fenton氧化试验,设置H2O2/CODCr(质量比)分别为1、2、3、4、5、6、7、8、9、10。当比值为4~6时,COD去除效果相对优异。
(4)Fe2+浓度。其他参数固定,设置投加H2O2/Fe2+(物质的量比)量分别为1、2、3、4、5、6、7、8、9、10。当比值为5~7时,CODCr去除率达到最佳。
(5)温度。调整温度为20、30、40、50、60、70、80 ℃,其他参数固定做Fenton氧化试验[4],分析温度对结果的影响。反应温度升高到40 ℃时,废水CODCr去除率比室温20 ℃下明显提高;继续升高反应温度,CODCr去除率明显下降。40 ℃时,增加了·OH的活性,利于·OH与污染物反应进行;温度过高,造成H2O2无效分解,不利于·OH的生成,对污染物降解不利, COD 浓度反而增加,导致去除率下降。所以Fenton氧化试验的反应温度为40 ℃较为适宜。
2.1.2 Fenton氧化主次影响因素确认
以水样的CODCr去除率作为考察目标,以pH值、反应时间、加入H2O2/Fe2+(物质的量比)、H2O2/CODCr(质量比)为因子设计正交试验。试验结果(表2)显示:不同因素正交试验下,COD的去除率为66.03%~75.08%。

表2 主要影响因素正交试验结果
由表2可以看出,影响CODCr去除率各因素重要程度依次为:H2O2/Fe2+(物质的量比)>pH>H2O2/CODCr(质量比)>反应时间。其最佳反应条件为pH值为2,反应时间120 min,H2O2/CODCr(质量比)为6,H2O2/Fe2+(物质的量比)为6。
2.1.3 Fenton氧化法处理后水质分析
为验证最佳反应条件,对处理后水质进行分析,试验前后水质对比结果见表3。
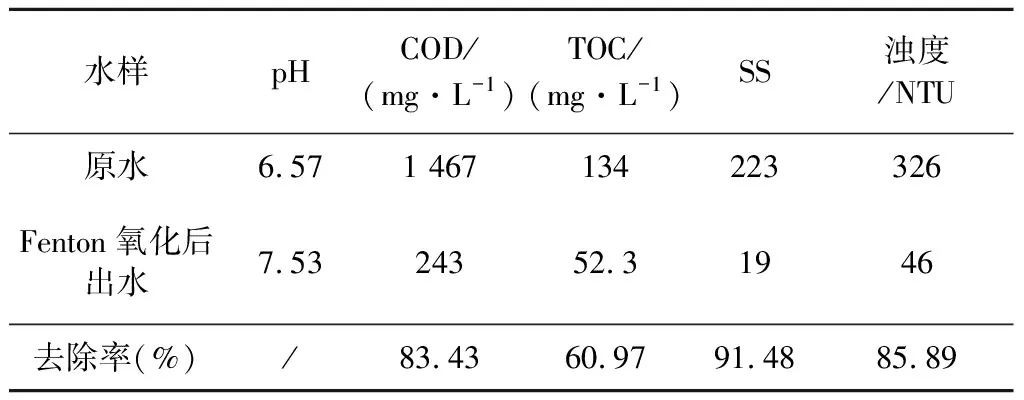
表3 Fenton氧化法处理前后水质
由表3可知,Fenton氧化对于水中COD的去除效果较好,去除率可达到83.43%。 TOC去除率为60.97%。
2.2 NaClO氧化最佳条件优化
2.2.1 单因素分析
在不同温度条件下,用稀H2SO4溶液调节混合均匀的压裂废液pH后,加入次氯酸钠溶液反应片刻,用适量碱调节pH后静置,等待沉淀完全后,取上清液进行分析。
(1)体系pH。初设反应时间30 min、室温、NaClO用量为4.0 mL/L的条件下,考察体系pH对氧化效果的影响。试验结果显示:酸性条件下形成的HClO不易分解,NaClO的氧化效果更好,试验确定的最佳pH值为4~6。
(2)NaClO用量。设定反应时间30 min、室温、pH值为4~6,考察NaClO的用量对压裂废液氧化的效果。试验结果显示:随着NaClO用量的增加,TOC去除率快速增加。当投加量为2.0~4.0 mL/L时,TOC去除率增长最快,继续增加NaClO用量时,TOC去除率虽然继续缓慢增大,但会造成药剂成本增大。
(3)反应温度。在反应时间30 min、NaClO用量为3.0 mL/L、体系pH为5的条件下,考察反应温度对氧化试验效果的影响。 试验结果显示:在10~40 ℃内,温度升高会加速NaClO的分解速率,NaClO虽然存在自分解,但并不影响氧化效果;温度过高会使NaClO的分解速率增大,降低氧化效率。
(4)反应时间。在室温、体系pH值5、NaClO用量为3.0 mL/L的条件下,考察反应时间对氧化效果的影响。试验结果显示:在反应进行至30±10 min时,TOC去除率呈线性增加。
2.2.2 NaClO氧化最佳反应条件的确定
为优化试验条件,分别以pH值、NaClO用量、反应温度、反应时间为影响因素,设计正交试验(见表4),确定主次因素及最佳反应条件。

表4 主要影响因素正交试验结果分析
由表4可以看出:NaClO氧化试验影响TOC去除率因素重要程度排序:pH>NaClO用量>反应时间>反应温度。最佳反应条件为:在25 ℃、pH值为4、NaClO用量3.0 mL/L、反应时间30 min,此时TOC去除率可以达到75.25%。
2.2.3 O3氧化试验
臭氧具有很强的氧化能力,因此在废水处理和化工方面被广泛应用[5]。
试验方法:向反应器中加入压裂废液、臭氧氧化催化剂,曝入臭氧,反应一定时间后停止,静置一段时间,取沉淀后上清液,将pH调至中性后进行检测。
2.2.3.1 单因素分析
(1)pH值。在曝气速率、时间因素、催化剂投加量相同的试验条件下,考察不同pH对氧化效果的影响。试验结果显示:碱性条件下,O3的氧化效率较高。考虑处理效果和经济性,在pH值为10~12条件下,OH-浓度高,会加速臭氧的分解,生成氧化性更强的·OH,加速废液中有机物的分解。
(2)催化剂用量。设定pH值为11~12,在曝气速率、时间因素相同的试验条件下,考察催化剂用量对TOC去除率的影响。 通过试验可见:催化剂投加量为2.5 g/L时,TOC去除率已达到最大,继续增加其用量,TOC去除率无明显提高,因此试验确定的最佳催化剂用量为2.5 g/L。
(3)曝气速率。设定pH值为11~12,一定的反应时间、催化剂用量2.5 g/L的条件下,考察曝气速率对氧化效果的影响。试验结果显示:在曝气速率为30 mg/L时,TOC去除率最佳。
(4)反应时间。设定pH值为11~12、催化剂2.5 g/L,曝气速率30 mg/L的条件下,考察反应时间对氧化效果的影响。试验结果显示:反应时间30 min,TOC去除率已达到较高水平,增加反应时间,TOC去除率没有很大的变化。从经济性角度考虑,确定最佳反应时间为30 min。
2.2.3.2 试验条件的确定
通过试验分析,pH值、催化剂用量、反应时间对臭氧氧化试验的影响相对明确,确定最佳试验条件为:pH值为11~12,催化剂投加量为2.5 g/L,曝气速率为30 mg/L,反应时间为30 min,此时TOC去除率可以达到56.73%。
3 协同氧化处理COD技术
3.1 氧化基选择性
废液有机物分析表明,废液中的主要有机物类型为长链烷烃,还包括有机酸、有机酯、有机醇类等。针对废液中不同类型有机物,配制浓度分别为500 mg/L的PAM、含酸酯类、含醇类的模拟液,进行·OH、ClO-、O3三种氧化基对特征污染物氧化效果试验,试验结果见表5。结果进一步验证不同氧化基的氧化选择性。

表5 三种氧化技术对主要有机污染物的去除效果
3.2 协同氧化处理工艺
选择可以在同一工艺中耦合的·OH氧化与ClO-氧化基,进行氧化协同,效果如表6所示:2种氧化剂同时参与氧化,3类有机物去除效率显著提高。为此,可开展下一步协同氧化工艺设计。

表6 ·OH氧化与ClO- 氧化协同效果
以pH值调节顺序,结合絮凝预处理工艺,设计4组组合氧化工艺,分别验证试验效果。
试验结果表明: ·OH 氧化与ClO-氧化具有协同效应,但不同的氧化剂最佳氧化条件不同,NaClO氧化试验pH值为4~5,Fenton氧化试验pH值为2~3,所以确定氧化工艺为:废液→酸化(pH值约为4)→ClO-氧化→Fenton氧化(pH值约为2)。室内模拟试验结果见表7和图1,酸化氧化协同工艺COD的去除率达到90%以上,氧化时间2 h。

表7 模拟工艺流程的COD去除效果

图1 絮凝氧化与絮凝酸化氧化COD去除的效果对比
3.3 协同氧化处理技术现场试验
3.3.1 协同氧化处理技术现场试验工艺流程
为验证协同氧化处理技术的实际效果,增加现场试验研究。现场工艺流程为:来水由原水泵从原水池进入酸析反应槽,同时,酸析反应槽内投加10%盐酸,调节pH值为4~5。经过酸析处理的出水进入NaClO反应槽进行氧化处理。NaClO反应槽出水进入Fenton一级反应槽,Fenton一级反应槽内投加10%盐酸,调节pH值为2~3,然后投加Fenton试剂。Fenton一级反应槽出水进入Fenton二级反应槽,Fenton二级反应槽内投加10%盐酸,调节pH值为2~3,从而确保Fenton试剂处理效果。Fenton二级反应槽出水进入中和/吹脱反应槽,中和/吹脱反应槽内投加NaOH溶液中和或补充空气吹脱。中和/吹脱反应槽出水进入絮凝反应槽,絮凝反应槽内投加PAM溶液絮凝,并设置机械搅拌。经过絮凝处理的出水进入竖流沉淀槽,竖流沉淀槽出水达标则外排至清水池,若不达标回液至原水池。
NaClO反应槽、Fenton一级反应槽、中和/吹脱反应槽和竖流沉淀槽均设置排污管线,统一汇总至污泥池。
3.3.2 多级协同氧化处理现场试验
根据室内研究确定的加药量及反应时间,开展一级酸化氧化、二级Fenton氧化的多级协同氧化处理现场试验,试验时间共计5 d,分别测定进水、一级酸化氧化后及二级Fenton氧化处理后出水的COD数值,各采集样品30次,主要数据如图2所示。数据表明采用氧化协同技术,废液中COD由1 500 mg/L左右可稳定降至约100~150 mg/L。

图2 多级协同氧化COD去除效果
4 结 论
(1)油气田废液难处理的有机物主要类型为长链烷烃结合其他官能团,包括有机酸、有机酯、有机醇类等。
(2)利用3种深度氧化技术做主要因素优化,得出重要试验参数:Fenton氧化最佳条件为:pH值为2、反应时间120 min、H2O2/CODCr(质量比)为6、H2O2/Fe2+(物质的量比)为6。NaClO氧化最佳条件为:25 ℃、pH值为4、NaClO用量3.0 mL/L、反应时间30 min。臭氧氧化的最佳条件为:pH值为11~12、催化剂投加量为2.5 g/L、曝气速率为30 mg/L、反应时间为30 min。
(3)为验证协同氧化处理COD技术的试验效果,根据室内研究确定的加药量及反应时间,开展一级酸化氧化、二级Fenton氧化的多级协同氧化处理工艺,现场试验效果较为稳定,废液中COD由1 500 mg/L左右可稳定降至约100~150 mg/L。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
绿色科技(2022年8期)2022-05-25
现代矿业(2022年3期)2022-04-09
应用能源技术(2021年4期)2021-11-29
现代临床医学(2021年5期)2021-11-02
科学与财富(2021年33期)2021-05-10
科学与财富(2020年26期)2020-11-16
汽车零部件(2018年5期)2018-06-13
中小学实验与装备(2015年3期)2016-04-21
建材发展导向(2014年2期)2014-05-04